

денис федотов
-
Постов
491 -
Зарегистрирован
-
Посещение
-
Победитель дней
4
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные денис федотов
-
-
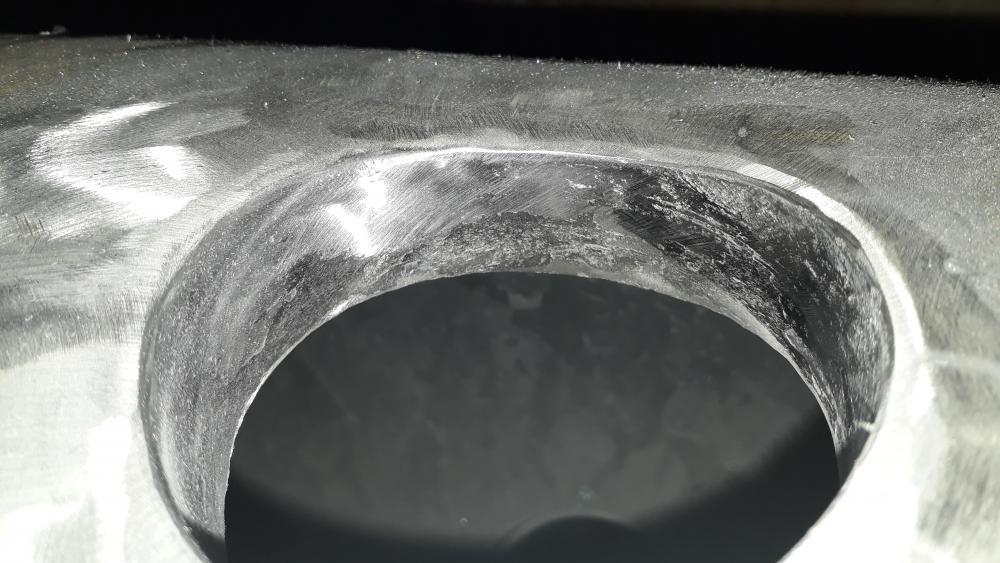
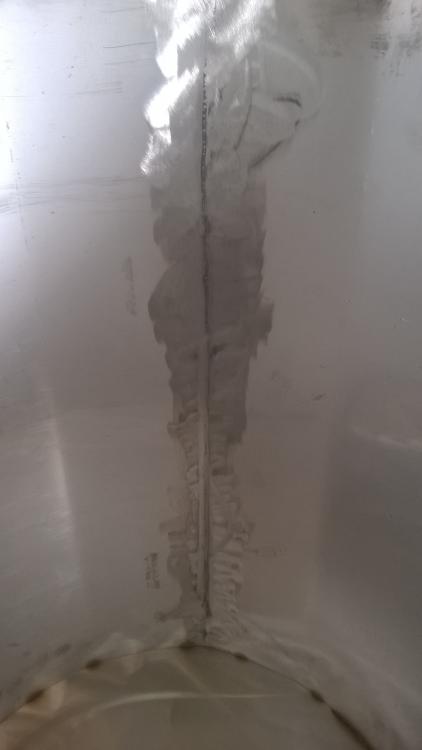
сварка тиг. лист резался гидроабразивной резкой немнго мусор попал .опрессовка прошла отлично.в процессе работы "уже 7 месяцев" изделия утечек нет "залита какаято очень летучия химия.ребята из строительного института изобретают.Что за сварка? На третьем фото 4 поры видно.




-
 5
5
-
-
нормальное видео для начинающих чтобы понять как проходит процесс сварки"особенно поворотки и в удобном положении для сварщика".






-
7
-
-
была у мена примерно такая же засада максимальный ток не выдавал и на малых токах стар не очень и иногда ток немного плавал в процессе сварки.при разборе реостата с виду как бы все в норме хотел уже привлекать толкового электрика по генераторам. но подергав за проводки опа один каялся в клемме обрезал и перепаял и проблема ушла.из профилактики по дизелю раз в год независима от наработки замена масла,фильтров,зарядка акб,внешний осмотр и запуск минут на 20. если бывает необходимость работы зимой то на ночь под картер ставлю небольшой эл тен "трамвайчик 1,2квт"и запуск отличный.Может други не по теме .но все же......Давным -давно купил себе АДД-400...Купил не дорого и не дешево...дизелек Д-144 все его прекрасно знают .Но есть одна проблемка.Дуга возбуждается плохо.....Однако если поварить с усердием на токах от 200 Ампер то на некоторое время эта проблема исчезает....Что делать....?????
Симптомы таковы-заводим....ручку реостата ставим на 100 Ампер и долбим пока обмазка не отвалится))) Потом реостатом выставляем ток 200А и замыкаем электрод на деталь...через 3-5 секунд из трубы валит черный дым и моторчик говорит-Че смотришь давай вари.Обороты ДВС 1500.
-
2
-
-
да с каждым годом все интересние становиться работа и оплата за выполненную работу.по сантиметрам "дорого",по норма-чясу"дорого",по тоннажу "особенно с проф трубой" опять дорого.ВОТ свежий пример пришел дедушка в отставке"лет 5 назад лечил я ему самовар" ставит задачю "нужно изготовить подставку тумбу под цветы бабушке чтобы удобно было с ними заниматься.из четырех полок да чтобы не как в леруа а с эстетикой ".экиз у него только в голове да и то не может перенести на бумагу.Я отвечяю без проблем но нужно хотябы понять что вы хотите и как видите изделие.в ответ скажи цену....чего мозги мне морочеш можеш зделать или нет.ОЗВУЧИВАЮ как пенсионеру 2тыс.руб.И тут дедулю понесло .....да здесь делов то....да ты вобьще зажрался...да в 45том бы... ГОВОРЮ ему старый да успокойся и полощи мозги своей бабуле.спрашиваю какую пенсию получяеш дедуля "копейки ели на жизнь хвотает 45тыс.руб".ГОВОРЮ ему вот тебе хорошо пенсия есть а у меня неизвестно с наше ми реформами и продавил я дедули на поиски сварщика в какое нибудь гска...
-
8
-
-
с этим аппаратом я не сталкивался но режим микс есть при сварке ал.и при сварке ал.есть нюансы это оксидная пленка с которой борется как аппарат так и сварщик "техникой сварки".Знакомый купил аппарат Ресанта саипа 190мф. Нержавейку варит нормально, MIG тоже работает нормально, а алюминий варить не может. Срет жутко. Я говорб что алюминий надо варить на переменном токе или водьфрам поставить под постоянный ток, а ему кто-то сказал что этот аппарат начинает варить на переменном токе, а потом переключается на постоянный. САМ. Я сколько в интеренете не лазил не нашел такого про этот аппарат. Кто что скажет?
-
пайка это не сварка.для пайки нужен равномерный не большой зазор"для качественного соединения" чтобы припой затек а не просто сверху расплылся.подготовка поверхность как зачистка,снятие пленки,заусенцев от реза,не подвижность изделия при пайки.при работе припоем словами конечно трудно объяснить вы не просто косайтесь а немного топите припой с небольшими колебательными движениями.при нужном прогреве заготовки припой растекается отлично но в сторону нагрева.также пространственное положения играет роль.а если использовать тиг с припоем то быстрее и легче намного чем с газом.




-
4
-
-
этоже пайка а не газо сварка.деталь нагреете до нужной температуры и припой сам растечется по месту пайки.горелкой немного только помогать можно.а лучше примените тиг сварку для нержи.


-
3
-
-
когда был надзор меняли от фланца до фланца и на дренажи муфты стальные приваривали.сейчяс оптимизация.....вот и вскрыли...метор заменили...благоустроили территорию а через неделю все с начяла... история идет по кругу...откатов и я начальник а ты дурак...Камаз в кадре - не автокран. Это разъездная машина. Краны тоже на камазе, но здесь он не понадобился. Только вот мини экскаватор помог.
Заменили кусок магистральной четырёхсотки с отводом вместе, но после запуска отвод засвистел ближе к задвижке.
Вот чё нельзя было сразу проверить состояние, непонимаю?!
-
2
-
-
- Популярный пост
- Популярный пост
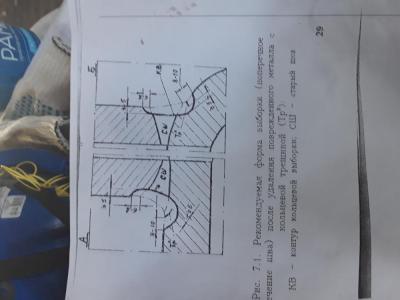
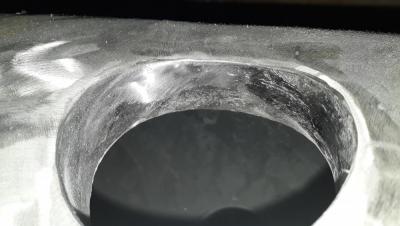
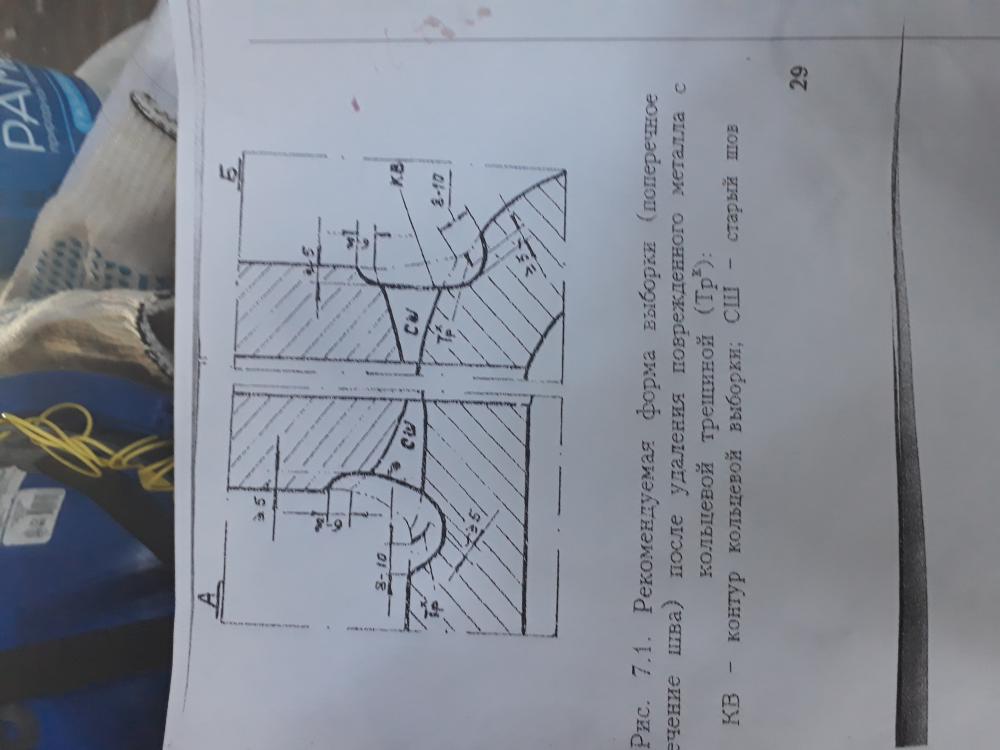
и снова большая энергетика .выборка-зачистка под контроль и реплики .
люди от лаборатории металлов принимают решение очень много трешин в около шовной зане на теле коллектора котла.вырезка и замена штуцеров.термиста как я предполагал не вытенули нужную твердость...стык максимум 2вое суток может без термо обработки .возвращаемся обратно в прошлое резак и спичка для контроля......
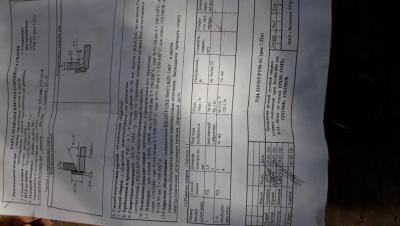
тех карта



















-
11
-
такие швы в обще без присадочного материала трудновато будет телом заварить тигом.







-
7
-
-
- Популярный пост
- Популярный пост
как говориться не бывает не поворотных стыков.....крутиться либо труба либо сварщик во круг трубы.
-
17
-
застал я немного время"в сантех монтаже" когда газо сварка это и резка и гибка и правка.вместо перфоратора кувалда и шлямбур рукотворный.вместо ушм напильник и полотно по металлу.газом очень хорошо работать с мелочевкой и трудно доступными швами.
с таким набором"химозы" можно не только на нерж настраиваться как на сварку так и на пайку.плюс ещё нужен флюс.Борная кислота + бура.



-
8
-
-
настройка пламя другая и в процессе сварке нерж как каша вот и перемешиваеш.но мое личное мнение нерж и газо сварка это очень в эксклюзивных случаях.как это - нержавейку газосваркой сваривать? почему у меня не получалось (не расплавлялся металл) ? какой секрет есть?
а так то, если про ЖКХ, то ацетиленом надежней трубу заваришь, если неудобное место и времени дефицит. а то раз один сварщик на сантехучастке , на аварии, полдюймовую новую к старой, трубу приваривал, а это примерно пятый этаж был, приварил, слесарь вниз, стояк запустил - вода сочится, опять вниз, перекрыл стояк, воду слил, второй раз тоже самое.
-
1
-
-
в том году бала у меня засада с банным баком для холодной воды сварка телом.бак стал лопаться по около шовной зоне через два месяца после изготовления.после пятого обращения прошел с присадкой все швы и по сей день проблема ушла .бак делал знакомому видемся раз в неделю..@G_Kar, С какой целью нужны присадка? Какой-то определённой марки?







-
8
-
-
да тир это классика.былобы отлично если производители сварочного оборудования выпускали не убиваемые машины"кроме как кувалдой"и по ценнику в 30тыс.руб.
-
2
-
-
сапер ошибается один раз....я понимаю заварить свишь или врезку на хвс или гвс с отоплением где толком не перекрывается вода.но какой то странный вопрос 200атм и можно ли варить даже если остаточное давление в трубе......Водовод высокого давления,200 кгс/см,труба 168/12,сталь 13ХФА,подача воды в нефтяную скважину,дефект на отводе,нужно поставить на него ремонтную конструкцию,назовём её муфтой,варим через разгрузочные кольца,кот. соответственно привариваем на саму трубу. Можно ли варить под таким давлением и какие могут быть последствия..?
-
да звали вчера.просто принципиально послалл в грубой форме искать на просторах объявлении сварку с выездом.грустно это все, но теперь думаю Вас позовут. И можно подъемом цены наказать, чтоб знали сколько стоит качество.
-
6
-
-
так кроме сварки нужно закатать лист изготовить заглушки и по расходу газа если с поддувом. мое мнение стоимость материала умножим.а вот на сколько это уже вам решать как будет проходить изготовление и весь процесс данного изделия.
немного не бочка но в том году была вот такая процедура по ценнику работа 8тыс.











-
8
-
-
вчера было продолжение истории.протянули от ближайшего много этажного дома удлинитель примерно метров 300 приварили "очень качественно я думаю с такими потерями"ворота перестали открываться и при приложенных усилиях вместе с привареной петлей оторвали и вторую в итоге приставили створку в проем и прихватили.ВОТ ЭТО я понимаю сэкономил человек.
-
7
-
-
Да вчера позвонил товарищ, говорит у его товарища неприятность - оторвалась петля на воротах, нужно помочь. 220 нет, нужен гена. Ок, нет проблем, выезд 1.5 тыс.руб, минималка 500 руб. и гена плюс 1000 руб. Итого 3 тыс. руб. Сколько слов хороших я услышал про себя, что и зажрался и что это за расценки, бырррррр. Прошло пол дня, под вечер снова звонит, и как лучший товарищ, глаголит - ты когда приедешь, а то мы сварщика нашли на сварку, а вот генератор дорого в аренду брать.
-
4
-
-
чем лучше замертвите заготовку тем меньше поводок будет,торопиться не надо и схема наложения "обратно шахматная".сплошным швом можно не проваривать достаточно с шагом 200через300.можно сварить с обратным прогибом если нужно но все зависит о тех условий конструкции.
-
1
-
-
главное принять подходящие решения.будет пайка или сварка главное результат.осваивай 192 сложного ничего нет"пару прутков для понимания хватит."я также предпочитаю ацетилен при пайке как меди так и ал.Сегодня трубку кондея привозили,впервые такую видел,3 конца,но суть не в этом.На ней разветвитель стоит и из него две трубки выходят и как раз на одном из выходов утечка,попробовал варить,но утечка уходит в пространство между трубками,горелкой (сварочной) туда не залезть,пришлось отказаться от дальнейших попыток,отправил на пайку.Теперь вопрос по пайке,если допустим паять,то как бы этот процесс протекал?Ее выпаивать нужно или просто сверху можно было запаять?Там грязновато в стыке,сколько смог убрал,но идеально не получилось,шов как бы сверху ложился,по корню сплавления не было.Я так понимаю,что ее нужно выпаивать,зачищать и по новой паять?Фото к сожалению нет.
-
1
-
-
устал уже глушитель.мое личное мнение что не один сварной работающей с цветниной с этим гемором связываться не станет."результата нет а потраченного времени и расходки как 50% стоимости нового."
-
3
-
-
так точно эсабНа последнем снимке esab?
































































Как сварить прутки из нержавейки
в Аргонодуговая сварка — TIG
Опубликовано