

Краусс
-
Постов
188 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Краусс
-
-
Еще на 8 стр. нашел:
"...– регулируемый спад тока – коэффициент, выражающий отношение мгновенной величины тока в момент начала спада
при повторном нажатии кнопки в четырехтактном режиме или отпускании кнопки в двухтактном режиме к установленному
значению сварочного тока (дополнительно см. п. 5.4.10) - от 0,1 до 1,00...."
-
 2
2
-
-
Я в шоке...Оказывается то коэффициент спада тока регулируется...
В моей инструкции Етого Нету...А в новой инструкции есть.Как?))
СУпЕР!!!
Это ооооочень удобная и полезная настройка.
А на какой странице об этом речь?
-
Вот к этому http://websvarka.ru/talk/topic/11598-sovety-nachinaiuschemu-argonschiku/?p=438902
1 Ну первым делом что приходит на ум , проверяйте газовый клапан в аппарате и он может у вас иногда самопроизвольно отключается прямо во время сварки или при начале сварки не всегда включается . 2 Может быть "соринка" в нем гуляет от шланга или еще какая и вот она не всегда но может перекрывать газ , отверстия в клапане довольно малы . У меня было на сереньком то и то , 1 клапан стал иногда заедать , открутил почистил чуток помазал . 2 попадала и соринка - резинка от шланга и тоже пришлось разбирать вытаскивать.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1080743.JPG http://websvarka.ru/talk/public/style_images/master/attachicon.gifP1080770.JPG
Все началось резко со сменой баллона. С него и начну- завтра поменяю.
Вода в баллоне может такой эффект давать?

Вот на титане, справа этот же баллон, но почти полный ( 10МПа), в центре и слева- чуть больше 5 осталось

Вот электрод

Здесь он еще ничего выглядит, сейчас вообще черный, после пары импульсов.
Клапан отрабатывает-слышны щелчки на включение и выключение. На щеку дует.Если смена баллона не даст результат-полезу в аппарат.
-
1
-
-
Возвращаюсь к напечатанному...
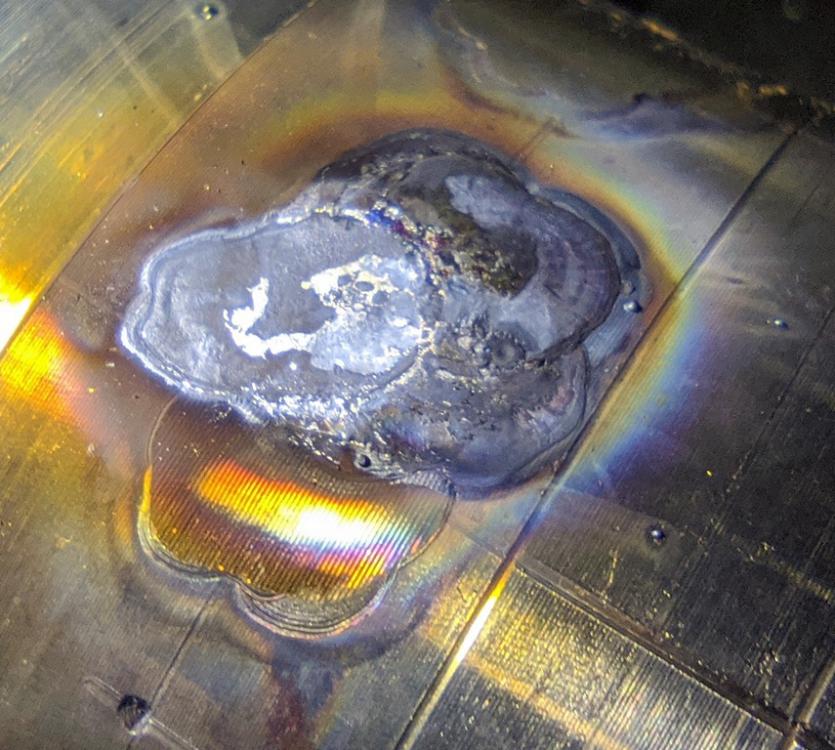
Херня какая-то, по другому не скажешь. На одном и том же месте может и плеваться как на оцинковке и при отсутствии аргона( но на титане все как надо- блестящее пятно) то - все как всегда пульс четкий, поджиг штатный.
Варил нержу, то нормально, три детали из одной трубы, то - как будто кран забыл открыть с аргоном. - фыркает , электрод в какой-то сизой херне, на металле- налет копоти, немного брызг. На тех же трубах. Керамику, цангу, лиинзу менял - однохренственно. Да, еще бывает, когда прерываешь пульс и сразу опять кнопку нажимаешь - идет высоковольтный поджиг, но дуга не зажигается. Чуть сделаешь паузу между нажатиями кнопки - работает. Иногда вместо дуги идет какой-то разряд из под керамики во все стороны.
Все началось после смены баллона с аргоном, но, сука, на титане-то все норм!.
Сломал голову.
-
Краусс, попробовать другой электрод. После заточки- тонко отшлифовать, в идеале- полировать. Расход газа сделать как можно меньше.
Электрод тот же, каким и раньше варил. Зачистил шкуркой, обезжирил - бестолку.
Проверяй все соединения горелки чисть , вот может в самой голове горелки плохой контакт .Вроде все проверил. Завтра поставлю другую линзу или обычную державку - посмотрим.
Попробуйте простой цангодержатель с цангой поставитьДа, завтра.
А металлизацию керамики не учитываете?Ну, вроде не так давно сопло использую, да и варю не сказать чтоб интенсивно. На старой керамике больше времени варил, такого не было.
-
@Краусс, https://youtu.be/lU_HPW668tI посмотри видео, о горелках в начале и о твоей проблеме то же.
Увы, цанги менял -проблема не исчезла. Завтра попробую линзу поменять - посмотрим, как получится.
-
1
-
-
Все было хорошо - вдруг на тебе...
Ни с чего, вдруг, при поджиге, разряд начинается не с кончика электрода, а из под керамики, с торца гнезда цанги. Эта хрень бывает только на малых токах, причем- непредсказуемо, то нормально, то - каждый раз .
Вроде у кого-то был такой вопрос, как решили? Форсаж-200 АС/DC.
-
Morgmail спасибо! По температуре прояснилось. Надо будет режим ММА в холодную погоду проверить, будет ли вентилятор включаться или нет. Я его в режим ММА только недавно первый раз включил, до этого другим инвертором пользовался на РДС, поэтому не могу сказать включается вентилятор в холода или нет.
А с ошибкой кто-то сталкивался? Напомню: прошивка от промэлектроники.
У меня не было. И с пульсом и без пульса.
ИМХО- чего-то с аппаратом.
Забыл добавить - прошивка заводская.
-
Может я ошибаюсь, но если давление меньше- вентиль на редукторе надо будет открыть больше, что бы добиться нужных показаний шарика - масса шарика никуда не делась, и от давления она не зависит. Соответственно- высота подъема шарика в колбе при более низком давлении газа должна компенсироваться количеством газа ( диаметром проходного отверстия вентиля).
Понятно, что при супернизком давлении газа в баллоне как вентиль не открывай- ничего хорошего в ротаметре не получишь, но мы ведь не высасываем баллон в ноль....
Итог - если количества газа в баллоне и давления в нем же хватает для поднятия шара до нужной отметки - плевать на давление. Высота подъема шара и, соответственно, расход л/м зависит только от того, на сколько откручен кран на редукторе.
-
Сварка сразу с двух сторон "тандем" и получается газовая зашита тоже "тандем " и если усе правильно отлажено т о не какого закипания в принципе не должно быть.
Так оно там есть! Да вот хотя бы с 0.11. Вот поэтому вопрос и возник.
-
1
-
-
Вопрос после видео - если не ошибаюсь, рекомендуется подбирать ток так, что бы сталь не кипела. Или я что-то путаю?
-
Нуу, хз.... Я таких деталей уже штук 10-15 сделал, никогда такой хрени не было....
Да и сварка была в шести точках по окружности, с шахматным расположением точек сварки от перегородки к перегородки.....
Был случай- согнуло трубу, да. Но там четко было видно -почему, сам виноват. Решил наплавить одну сторону трубы, в секторе примерно 60 градусов, из-за эксцентрика при обработке. Вот там наплавка и утянула.
А здесь-точки, равномерно по окружности.... Так что-хз.
-
1
-
-
Так этож вал, он наверняка из чернухи. Да и длина- 2м не 200мм.....Да и снять я успел полмиллиметра на диаметр - воообще ниочем....
-
У меня другая беда - намедни заканчивал детальку, осталось только стенку трубы с 2мм до 1,25 проточить на токарном.Дело знакомое, не первый раз...
Ну, поставил в центрах, начал работать. Первый проход, второй...по 0,25 на диаметр/проход. А потом - хренак! И трубу дугой начало гнуть. Середина ушла на миллиметр с лишним от резца. Естественно- все на выброс. Труба-12х10н9т, Ф54х2. Длина-200мм. Внути были вварены пара перегородок, через отверстия в трубе.
Так и не понял- в чем дело было. До этого эту же трубу использовал, и длина была больше, и перегородок тоже было больше - все было путем.....

Неужели на нерже такие внутренние напряжения могут быть?

-
ИМХО- если дело в составе- то магнититься будет как до-так и после деформации. А вот нет такого - только после штампа.

-
1
-
-
Я ведь не зря в начале своего поста написал-"интересное мнение" . И весь остальной текст взял в кавычки. Это пост с одного форума.
304 я практически вся намагниченнаяВроде обсуждали уже возникновение намагниченности на нерже. И дело там не в хим.составе.
П.С.Надо будет завтра свою трубу попробовать магнитом...
-
1
-
-
Интересное мнение:
"...В европейских изделиях проблема и с качеством сварных швов в ответственных местах и в качеством самого металла, в данном случае нержавейки
1. наша нержавейка, изготовленная по старому СССРовскому ГОСТ (Никополь (укра), ЧТПЗ и ТМК-Инокс) выдерживает самые агрессивные среды (серная кислота 78% + 400 градусов Цельсия) в течение многих лет; хвалёная европейская нержавейка AISI вымывается средней сернокислотной средой за несколько недель. Сам контролировал испытания в нашей хим. лаборатории, потому утверждаю, при этом мы просто кусок металла поместили в колбу и подержали несколько дней при комнатной температуре.
2. У шведской фирмы "Альфа Ловаль" закупили несколько деталей для кислотного производства - стаканы из нержавейки по 50 см. в высоту и 10 в ширину, каждый по 370 000 руб.!!! каждый я охренел от этой цены когда узнал (наши заводские сварщики такую херню за небольшие деньги могли бы лучше исполнить). Решили проверить качество сварных швов, они все оказались не проварены и в трещинах, что в соответствии с нашими ГОСТ является вопиющим нарушением и такое изделие однозначно бракуется.
я охренел от этой цены когда узнал (наши заводские сварщики такую херню за небольшие деньги могли бы лучше исполнить). Решили проверить качество сварных швов, они все оказались не проварены и в трещинах, что в соответствии с нашими ГОСТ является вопиющим нарушением и такое изделие однозначно бракуется.
Выдернули к себе представителя фирмы "Альфа Ловаль" (моск. представительство) предъявляем ему претензию, мол "за такие деньги вы нам чо за говно хотите впарить, а где шведское, сука, качество???"..
Москвич нам заявляет, мол, шведы из "Альфа Ловаля" ему пояснили, что это для них нормальное качество и наши ГОСТы у них не канают, у них есть тех. условия, которых они нам не покажут......"-
3
-
-
а вдоль разлетается на составляющие.
Ну, может и не совсем разлетается, но все полотно начинает в своей плоскости "дышать". Я обычно боковые стороны ниток загибаю-тогда все держится. Но это вот на такой крупной сетке, а более мелкая-она на пересечениях слегка сварена. Правда-именно "слегка", бывает что и отрывается.
-
Такой способ сварки обусловлен заказчиком.
Так может изменить порядок? Сначала внутри - потом зачистить снаружи и проварить.
-
1
-
-
300мм диаметр, 0,8мм - не так и долго.Минут 5 с пивом
-
1
-
-
вопрос в нагреве
Нууу, тогда только ножницы спасут отца русской демократии....
-
Край жеваный получается
Толщина и диаметр диска болгарки какой?
П.С.В принципе, такую толщину можно спокойно отрезать ножницами по металлу.
-
берем лист бумаги с прямыми углами длиной равной окружности можно в +, оборачиваем и по краю чертилкой отмечаем, болгаркой с тонким диском аккуратно отрезаем стараясь не перегреть.
Я в таких случаях использую малярный скотч. Если правильно его наклеивать - ровный рез получается сам собой.
-
1
-
-
-
1
-


Как сделать шланг-пакет?
в Аргонодуговая сварка — TIG
Опубликовано
Оказывается - китайская 26я горелка с рукавом не такая уж и дубовая. Надо было всего-навсего выкинуть к хренам родной шланг ( и поставить туда силиконовый) и снять защитный рукав из ПВХ.
Это старый шланг, который задубел и сломался:
А это рукав с силиконовым шлангом. Жду шкуру с Али, натяну поверх.
Родной кабель (20 квадратов), достаточно гибкий.