
PecToPaH
-
Постов
516 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные PecToPaH
-
-
...
Нормально, а что это за анкап пристройки в подъезде ?
-
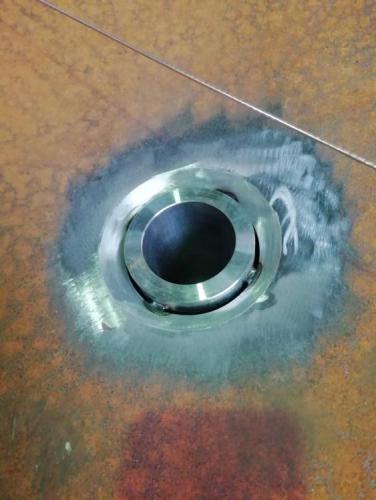
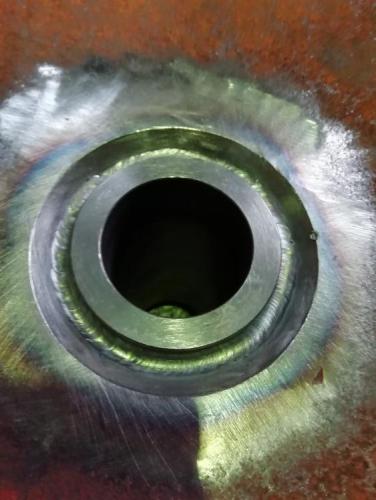
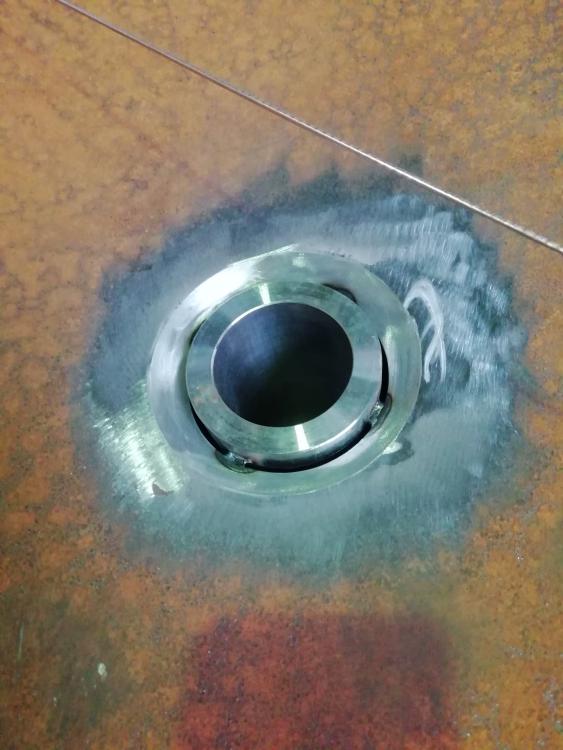
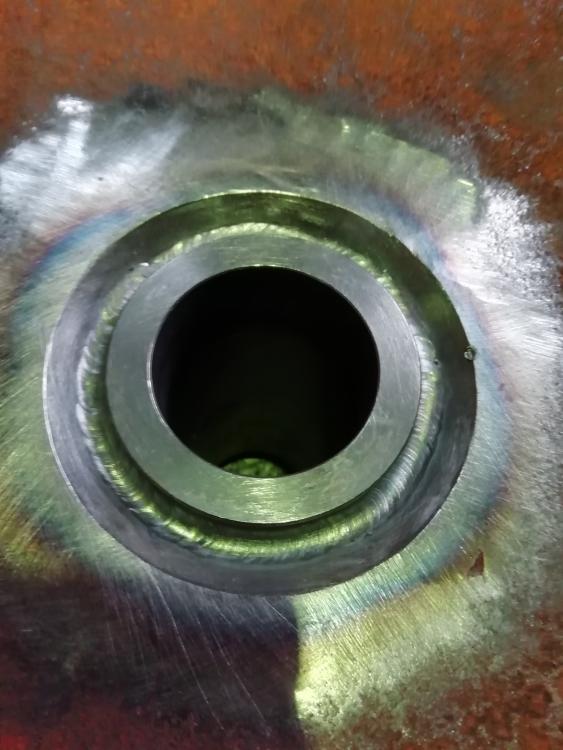
Нержавеющая сталь, 200 мм, толщина стенки 10 мм, корень и заполнение аргон, облицовка электрод. Рабочее давление 100 кг/см2.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20210430_133405.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20210430_133726.jpg
Повернуть фото не получилось.
Отлично, а что за электроды использовались ?
-
Деды мучались и мы будем.
-
 1
1
-
-
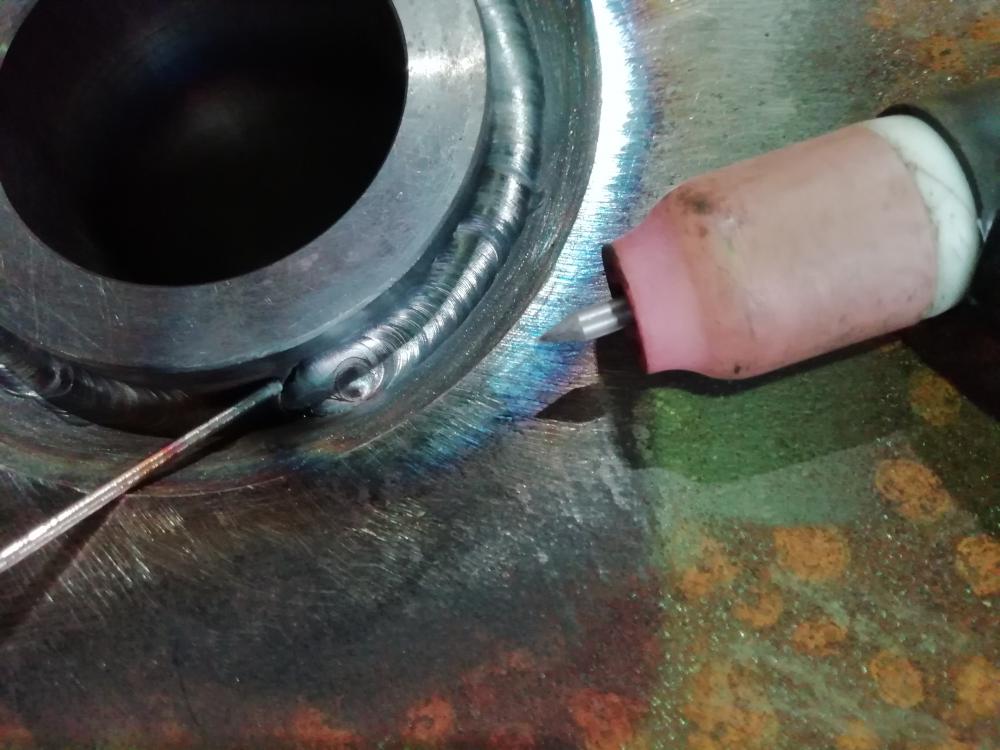
Можно совет дам? Выбирай диаметр электродов по току. На 100А не надо 3.2, лучше 2ку или 2.4. Дуга совсем по другому горит, более точно что ли.
Спасибо, учту.
-
- Популярный пост
- Популярный пост
Накладка под опоры.
Толщина 25мм
Катет 20
Прилегание не идеальное, потому и количество проходов разное.



Сами опоры.
Шов Т8




Режим

РАДС
Первая проба пера так сказать.
180-200А

-
25
-
Подскажите пожалуйста п/а жуёт проволоку в подающему механизме св-18хма в чем может быть причина? А с 08г2с норм
Возможно плохо скользит по каналу, утыкается в наконечнике. Можно попробовать расслабить ролики.
Иногда помогает установка тефлонового канала.
-
1
-
-
ЦД провести и все дела, то что не видно невооруженным глазом - покажет, а то что не покажет все равно не найдешь. Но краска стоит определенных денег.
-
Спорное решение- сборка подобных танков, особенно для сварщиков.
Коробочки из пластин, труб и патрубков ,намного лучше- на мой взгляд. С испытанием на герметичность.
-
5
-
-
Чуть потеплело сегогдня, вырвался в гараж, поварил немного, пробовал подобрать режимы, остановился в пределах 18-19В и 4,5-5м подачи, швы ложил за два три подхода подбирая настройки, зря не записывал, но вроде остановился на тех что на фото, хотя по звуку не очень понравилось, как то не стабильно ,может что то с напряжением сети в гараже ,либо я вел дугу плохо
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20210227_132514.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20210227_132528.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20210227_133338.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20210227_133733.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20210227_133746.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20210227_133321.jpg
Какого диаметра проволока ? Судя по фото слишком много подачи/силы тока накрутили.
-
1
-
-
Что то какие то маневры пошли от SAV
-
Вот еще.
Труба + колпак, стенка 16мм ; отвод + резьба стенка 10-12мм
18-19V , 110-130А(2.5-2.8м/мин)
Контроль: Гидроиспытания.
Ширина шва 12-16мм




-
5
-
-
Трубы, корень, заполнение и облицовка на одном режиме.
18-19V , 100-115А (2.4м/мин)
Контроль: гидроиспытания.








Лист, толщина 90мм.
Корень 19-20V , 150-160A (3.9м/мин)
Заполнение 33-34V 270-290А(7.1м/мин)
Облицовка 32-33V 240-260A(6.8м/мин)
Контроль: УЗК
На облицовке ошибку совершил, надо было поднабрать побольше заполнения, из за чего вышло не очень. Как отмазка можно сказать что шов все равно счищается заподлицо+ мех. обработка.









-
9
-
-
Опыта у меня достаточно, по крайней мере в полуавтомате на углекислоте. Тысяч 6-7 таких коробок сварил и других деталей. Там сварки на порядки больше, чем в автосервисе. Я конкретные вопросы задал, у кого есть понимание - могут отписать. Общими фразами про колесо на конкретные вопросы не ответить.
А что то кроме коробок сваривали ? Может еще есть пара фоток
-
1
-
-
Да то что там ничего важного это и так видно. Такое можно и сверху-вниз проходить.
-
1
-
-
Швы надо до конца доводить.
-
2
-
-
Топовые советы по вылету проволоки в 50-100мм
Тут вроде как все коротко рассказано.
-
3
-
-
Это очередной вброс для увода от темы.
Зачем задавать все эти вопросы, если вопрос стоял зачем прогревают стык? Не говоря уже про изначальный вопрос темы, как обеспечить надёжное сплавление присадки и детали.
Электроды калят для сушки обмазки, Ржавчину и жир удаляют потому что у них теплопроводность низкая и они помешают сплавлению по всему катету, да и при испарении будут вредить. Какое это отношение к прогреву имеет?
Сплавление обеспечивается правильным режимом и техникой. Вот и все.
-
-
Как тема про провар-непровал стала темой о бестележечном вагоне ?

-
2
-
-
@PecToPaH,Потихоньку можно: на первом 12х12(обечайка 8), на втором 16х16.http://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20210211_092834.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifIMG_20210211_094535.jpg
Нормальные швы. Хотя с учетом нововведений было бы неплохо зону сварки зачищать
-
1
-
-
Яж работаю на казённой работе. Мне там пилить некогда просто.
Вот в этой теме насмотрелся на эти микрошлифы, и задумалси -- а ведь действительно -- тебеж не зря говорили: "Кинжальное проплавление". То есть его можно и сильно не туда закинжалить на угловом шве.
Теперь вот варю, и думаю: "а куда я кинжалю?" и зачастую получается что направлено не в стык между деталями, а в нижнюю сплошную полку.
А если направить правильно, то можно и наплыв отхватить. Значит надо шевелить горелкой на нижнюю полку...
Вопчем есть над чем репу почухать.
А так то да -- пилить хочется. Только надо порешать вопросы -- как шлифовать, и чем травить. Может и найду время распилить тавр.
Если соберетесь надо всеми видами переноса попробовать.
Ну я могу распилить,тока проволока 1,2/1,6, газ 82/18, толщины- любые.Не думаю впрочем,шо кто-то что-то новое увидит...
Да тут если и делать то было бы неплохо большой разбор снять. Хотя в интернетах хватает подобных видосов конечно.
-
1
-
-
просто DCS
-
3
-
-
@Schlosser,Конечно вы правы- и от положения в пространстве. На 20-ом листе проволокой 0,8 без разделки делать нечего. Табличку, которую выложил- это параметры рекомендованные фрицами для фронь. У нас по цехам на аппаратах стоят средства слежения за сварочными параметрами на тех или иных операциях. Минимальные отклонения в настройках возможны. Все нарушения по вайфаю выводятся на комп технолога по сварке и он временами корректирует новичков или наглецов удаленно урезая накрутки. Фиксируются и "моточасы", затраченные на ту или иную операцию. Вобщем приучают работать определенным алгоритмом. Проварить точком побольше и побыстрее и свалить в курилку становится все меньше возможным. Конечно это не на всех аппаратах, окупит эта электроника себя или нет- пока не знаем, все в режиме тестирования. Ну и естественно варить Ме толщиной 20мм ни кто не станет- нерентабельно.
Хотелось бы увидеть фото сварки(швов), если это конечно возможно.
-
1
-
-
@schkaliki,можно привести табличные режимы?Задача:сварка в тавр двух пластин,толщиной 80 мм.,проволока 0,8 мм.,углекислота,катет 10 мм.
Хочу подметить что набирать катет 10мм за один раз крайне нежелательно и для этого не обязательно иметь табличные режимы под рукой
-
1
-





























Записки начинающего сварщика
в Ручная дуговая сварка — ММA
Опубликовано · Изменено пользователем PecToPaH
Нашел вот такой канал, может кому пригодится. Радует качество съемки.