

Виктор 69
-
Постов
450 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Виктор 69
-
-
@Виктор 69, может, видео сделаете, и швы покажете?
с видео проблемы, но попробую.
@Виктор 69, а родных пультов не бывает?
идёт без пульта, любой пульт от любого телевизора
сегодня аппарат начал зарабатывать денежку, до обеда по варил, сейчас по обедаю и снова в бой
на стройке ещё два сварщика ходит , за облизывались как коты мартовские фото с меня.
-
 2
2
-
-
купил себе аппарат, нового помощника, два старых продал за символическую цену, добавил и за 14 600 руб. вместе с пересылкой 16 450 руб обошёлся ,
пришёл из старого оскола, почтой России , 14 декабря отправили, 27 сегодня декабря получил,
в этом году , заказов куча, то веранды на детские площадки, то крышки над крылечками в подъезды домов,
профильная труба 80*80*3 и тут же профильная труба 40*20*1,2, надоело скакать как антилопа вверх вниз силу тока регулировать
вот решил, что время кучу можно под экономить
сразу в мастерскую, три электрода приговорил, завтра на объект со мной поедет
об аппарате - коробка коробкой это внешне, в комплекте кабеля( у них акция кабеля в подарок) масса и держак оба по 3 метра
цифровое табло видно из далека , програмируется(настраивается это кому как хочется) на пульт от телевизора, я взял от старой цифровой приставки уже настроил.( тащусь как удав бегать и прыгать , слазить и залазить уже не придётся) берёт под хорошим углом с боку от сварочника, если кнопками на аппарате то с точностью до одного Апера, если с пультика, то шаг по 5 Ампер, от той цифры которая была на табло
по сварке(как горят электроды) звук можно сказать не шипит , а свестит примерно как САГ
разбрызгивание 1,5-2 раза меньше. шов - "чешуйчитось" практически стремиться к нулю, ровно ложиться


-
9
-
-
Инвертор ,после залипания электрода,если не успеешь вовремя оторвать,элетрод не зажигается,даже не искрит,как-будто плохой контакт на массе,выкл и вкл работает нормально,до следующего залипания! Может кто сталкивался с такой же ситуацией!?
сталкивался.
у друга фубок 130 ин, один в один, такая же авария
позже вообще перестал нормально работать
1500 руб, в ремонт и сейчас работает
после ремонта я пробовал им варить но силу тока помоему не понимает, что у него крутят, то много то мало, стал тупой ....
-
Я перелопатил кучу инфы и отзывов и купил себе этот сварочник..
я оставил коротенький отзыв об этом видео -----но его удалили,
вроде нецензурно не ругался, других участников форума тоже вроде не обидел
суть :
- почему не включил в воде
- лёд и снег не являются проводником, по этому и всё нормально
а сейчас рассуждения по глубже:
соседу 100 рублей в долг и вопрос когда отдашь?
здесь человек аппарат не на одну тысячу( свой) кладёт в воду, вы положили бы свой?
вывод значит кому то это надо - реклама, и не важно что мужик в фуфайке.
вытекла вода - не правда, она вытекла ровно что бы радиаторы которые нагреваются были чистыми от льда, что б когда шёл эксперимент нагрев радиаторов не вызвал таянье льда ну и как следствие появление воды
да и вентилятор если крутиться не будет то в схеме перегрузка пойдёт, .....
-
1
-
-
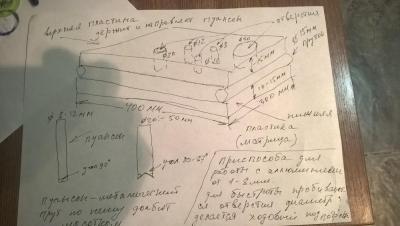
здравствуйте друзья! Помогите решить проблему с нагревом нихромовой полосы размером:
длина 1,1 метра, ширина 1,2 мм, высота 15 мм.
полоса должна нагреваться и разрезать полипропиленовую ткань.
Ни один обычный трансформатор не справляется, проверял в гараже, брал мощный трансформатор, выбивает автоматы.
Один електрик посоветовал использовать импульсный трансформатор, например как сварочный споттер.
подскажите как можно реализовать такую идею!
номиналы трансформаторов которые опробовал напиши? буду думать.
надо больше информации какие автоматы, можно ли использовать нихромовую проволоку вместо ленты, может ещё какая информ. есть
-
Dmitry N, здоровья и удачи! и работы по более ....
-
насытить систему теплом котел ведь должен когда-то?
Есть еще вариант - если дом совсем не утеплен(ни окон ни дверей)
согласен, хозяину на месте видней, мы можем только догадываться
-
2
-
-
Забудьте вы эти фантастичные цифры , их можно только на теплоносителе +110..120* получить ))
Реально ~100..110 Вт с секции хорошего алюминиевого радиатора при подаче +80*
хочется верить написанному производителем, у них як не як сертификаты все дела
может и циркуляция хорошаяТо что система не закипает говорит о том, -
Биметал 1 секция - 0,19 - 0,2кВт( зависит от производителя и качества)
аллюминий - 0,19кВт
чугун - 0,17 кВт
1 метр трубы 89мм - 0,1кВт
берём площать помещения к примеру 20м.кв. и делим на 1,5 =13,333., значит на комнату биметалла надо 14 секций
остальные считайте сами
если брать систему отопления
расмотрим её котёл+ регистры
котёл 4 ведра воды (к примеру) скилет 40 литров
регистры сваренные из труб 160 литров (это как раз последняя в этом сезоне у меня работа была цифры от туда)
160 литров остывают быстрее чем 40 литров их нагревают, если котёл топить интенсивней закипает
вывод просмтой система отопления более продуктивна
котёл 400 литров
Биметал по дому нормальному 50 литров( теплоотдача хорошая у радиаторов, запас мощьности котла и аккумулятора в одном лице большой)
у самого такая сделана
если котёл погас, одна зола и углей нет, 4 часа остывание до 20-30 градусов
если расчёты по радиаторам и котлы делаю сам люди довольны
если как на последнем объекте, вот тебе сваренные регистры, котёл скелет, собери систему, то другой вопрос
может кому интересны будут мои наработки.
-
4
-
-
- Популярный пост
- Популярный пост
выкладывал снимки РЛНД-10кВ, много плюсиков постави спасибо, но суть в другом
начинал электриком ещё в 90-е
свёрел нет, дрелей нет, коловоротов и тех нет
алюминиевые шины, внутри ТП(трансформаторные подстанции), надо сверлить ставить болты, короче соединять
на скорую руку сделал приспособу для работы с шинами, на шине ставишь крестик - гвоздём, заводишь в приспособу , совмещаешь центра, бац бац и за полчаса 2 человека восстанавливали полностью шинный мост в ТП без свёрел
многие из вас судя по фото занимаются аллюминием, то топливные баки, то трубочки
не у всех есть плазморез, то дрель на объекте, то сверло сламалось, ну это как ...
напильник думаю уже не котируеться...
-
12
-
Вот Вы человечищще! !! Спасибо огромное за фото. Будем применять.
У меня смесь К-18. Без обогрева начинает обмерзать редуктор.
пожалуйста
-
Да, это сварка кольцевых швов, у нас варят еще и продольные
Регулировки есть, я писал, что температуру эти печи держат очень хорошо, и флюс не остывает в течение 4-5 часов. В цеху стоит 3 печи, объем производства большой, прокаливаем во всех печах одновременно.
не понял, что вы имеете ввиду.
я писал про это. сварщику нужно сделать план, надо сварить как можно больше изделий, но если он засыпет горячий флюс в сварочный трактор,то просто сожжет его. поэтому он идет на нарушение технологии и процедуры прокалки флюса и смешивает его с холодным флюсом. Либо есть второй вариант - ждать, пока остынет флюс и потерять на этом час времени.
работа ведется 24 часа в сутки, 2 смены работают. И опять же, где сварщикам хранить прокаленный флюс?
если бы производитель указывал такие данные, я бы не стал поднимать на этом форуме такие вопросы.
мы все же говорим о флюсе, а не об электродах. с электродами ситуация несколько иная.
Это регламентируется в каких-нибудь нормативных документах?
Вы не выложили не одного фото, задаёте вопросы
я лично рассуждаю чисто логически из той информации которую прочитал
вам например ник то не скажет где хранить флюс в мешках, в вёдрах или контейнерах с подогревом до определённой температуры
никто не видел ваше сварочное оборудование, что за фирма, возможности этои аппаратуры
сам процесс сварки
и я опять рассуждаю
отступлю от темы: наткнулся на видео, женщина в аптеке купила лекарство, отошла в сторону и снимает, открыла упаковку, достала капсулы красного цвета (не прозрачные)
и раскрыла капсулу , а там пусто, и в другой пусто, и в третьей пусто
упаковка , анотация , стрип всё как положено
я к чему 2 смены сварщиков, работают в поте лица, засыпают флюс не известно какой, нет документации на данную продукцию, явно не один кг, есть поставщик, есть счёт на который переводятся деньги этому поставщику, и нет документации быть какого не может
или вам песок с известью поставляют, есть телефоны у поставщика
надо задавать вопросы именно производителю
другой вопрос производитель сварочного оборудования
покупаешь китайский сварочник, и то там расписано куда включать , как работать,
здесь производитель сварочного оборудования для работы с флюсом, там документации должно быть несколько книжек толще чем "камасутра", где прописано всё в плоть до температуры флюса, и стоять подогреватели на бачках(контейнерах)если температура флюса должна быть в определённом диапазоне + технологии которые позволяют следить до десятых градуса
если этого нет значит температура флюса считается комнатной - 20 градусов, а иначе сварочник остановили, ушли на обед, пришли с обеда, и бункера надо вытряхивать подогревать флюс, включайте здравое рассуждение
ещё по рассуждаю
если 2 смены, контроль качества швов, ---- ваша продукция должна пройти сертификацию, продукция как минимум работает под давлением. --- возможны аварийные ситуации которые ни кому не нужны, значит ваше предприятие легальное,
но если нет документации на сварочное оборудование
нет тех документации на флюс
вывод сварочное оборудование б/у и документация утеряна
флюс левый(тот что по дешевле) и тоже без документов(в случае аварии, производитель флюса в стороне), а чем вы варите это ваше дело
Вы не обижайтесь на меня , я приношу свои извинения если вас обидел, я просто рассуждал на основе ваших вопросов
-
2
-
-
- Популярный пост
- Популярный пост
Да, фото было бы кстати или рисунка какой нибудь.
Этот кронштейн так сказать импровизация, делаем объект, один из видов работ установка разъединителя.
сейчас нарисую
мы в РЭСе называли его крабом
художник из меня ну ....
сходил сегодня и с фоткал
 это старый анкер с деревянными траверзами под РЛНД-10кВ и укосом
это старый анкер с деревянными траверзами под РЛНД-10кВ и укосом



 это установка на концевой бетонной опоре РЛНД-10кВ
это установка на концевой бетонной опоре РЛНД-10кВ


 линия -10 кВ транзит между ТП и линией метров до 40 можно делать, так называемый "краб"
линия -10 кВ транзит между ТП и линией метров до 40 можно делать, так называемый "краб"-
14
-
Сварили сегодня кронштейн
http://websvarka.ru/talk/public/style_images/master/attachicon.gif20171125_184259.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif20171125_184308.jpg
под вот такой разъединитель
http://websvarka.ru/talk/public/style_images/master/attachicon.gif20171125_184252.jpg
и кронштейн под приходящую линию к разъединителю
http://websvarka.ru/talk/public/style_images/master/attachicon.gif20171125_184245.jpg
экономия по средствам составила около 7-8 тысяч рублей.
это заказ или постоянно рамы под разъединители варишь?
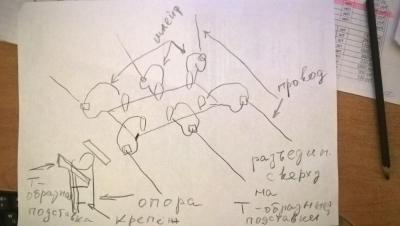
есть ещё проще рама ставиться на одиночную опору
к раме самого разъединителя привариваются 6 крючьев с изоляторами как лапы паука, (подставные изоляторы) на них приходит провод с линии, а с них шлейфами на контакты разъединителя
под сам разъединитель две Т - образные подставки из уголка 50*50 или 63*63 , 70 см вдоль опоры и под сам разъединитель по ширине крепиться на две дыры в планке 70см в опору с двух сторон(если опора дерево)
-
3
-
-
Приветствую всех! На производстве активно ..
Как и с вопросом трещин, я задал вопросы вам на них отвечать
так и в этом случае , я задам вопросы, а вы попытаетесь на них ответить
по пунктам
1 сварщики берут флюс температурой 300-350 градусов
вопрос изделие сваривается температурой флюса или всё таки сварочной проволокой и силой тока
2 а надо ли флюс горячий перемешивать с холодным(может даже не прокаленным флюсом), может дать возможность ему остыть
3 стоит ли прокаливать флюса больше чем требуется на одну смену( часть флюса на прокалке, часть на остывании, часть готовая для сварщиков, и то что находиться у сварщиков) своего рода не большой конвейер
4 думаю производитель флюса, должен был указать основные вопросы на упаковке, температуру, время остывания, ну и ...
5 если проводить аналогию, между флюсом и электродами, и представить что электроды после прокалки 300-350 градусов отдать в работу сварщикам, то рукавицы и держаки тоже не выдержат
думаю производитель сварочного оборудования оборудовал бы короба для флюса спецподогревателями, если были выдвинуты такие требования к флюсу какими бы документами
6 если флюс порошком(имеет первоначальный вид) то годен к повторному использованию, если спёкся думаю приравнивается к шлаку очистить очень просто, сито от спёкшегося и магнит от металлической составляющей пыли
как сделать сито и расположить магнит, вы решите сами
-
Трещины бывают и в начале, и в конце шва. Точнее сказать пока не могу, надо выяснить.
после прихватки кромок варится технологический шов по всей длине свариваемых кромок. Трещины находятся ориентировочно в 5-60 мм от торцов листов, протяженность в среднем от 20 до 120 мм
прихватки и технологический шов выполняются полуавтоматом в среде активных газов (82% Ar-18% СО2), проволока - ESAB Ok Autrod 12.22 диаметром 1,2 мм или аналог проволоки Св-08Г2С (не помню точно марку, иностранный аналог)
соответствует
это уже пройденные вопросы, и дело даже не в режимах автоматической сварки, иначе в брак шли бы все швы по всей длине. Остается только заострить внимание на сварке технологических планок (из-за непосредственной близости трещин к ним) и на порядок наложения швов при автоматической сварки - надо ли менять направление сварки при выполнении второго слоя двустороннего шва для уменьшения сварочных деформаций, и, возможно, ухода от трещин?
двухсторонний провар - рвёт в основном 14 мм
вопрос 8мм прогреваются сильнее
16 мм прогреваются меньше (или остывают- хороший радиатор,ну условно)
14 мм средина зона прогрева и скорость остывания где то пересекаются, возникает напряжение,
в средине деталь сломать сложнее(лист бумаги вы рвёте всегда с краю), слабое место край
надо играть силой тока, скоростью остывания,
и может такой вариант
- зазор изменить
- на концах по 50-100 мм снимать кромку, корень шва , прогрев, ну всё как по простому
- если изменить технологию сварки без технологических планок, сперва обечайки, а потом продольный шов, исчезает слово край "слабое место"
-
вопрос, трещин больше в начале шва
Используем в основном флюс Esab OK Flux 10.71, в печке прокаливаем при необходимых режимах.
Пластины длиной до 250 мм, ширина 120-150 мм, шов начинаем варить практически с самого начала пластины
В цеху холодно, но температура не опускается ниже 8-10°C
О данном вопросе прочитал в книге, приводится ее решение - приваривать планки с полным проваром. Есть еще несколько источников, где сообщается о такой проблеме и о схожем решении ее.
Особенность вопроса в том, что трещины идут в основном на "картах" - то есть когда плоский лист варится к листу. На замыкающем шве, который заваривается после вальцовки (то есть когда варим продольный шов обечайки), таких проблем нет.
вопрос - трещин больше в начале шва или в конце
трещины находятся в том месте где были прихватки на основном изделии, или в разных местах
чем выполняются прихватки ММА, МИГ, материал
соответствует ли материал прихваток - сварочному основному материалу.
вопросы которые помогут понять причины появления трещин "методом научного тыка"
-
Ну да, только почему то в реальности заказчик на Гелике, а работяга на Велике.
это вечный вопрос, кому на русси жить хорошо, или быть или не быть, просто надо жить, остальное полемика
-
Брянск.
Ну эти люди про того кто будет реально ложить свое здоровье думают в последнюю очередь. Так почему работяга должен думать о благополучии прокладок? А если еще два три посредника добавить то он выходит за спасибо ее построить должен? Главное что бы юрикам было хорошо? Так?
все должны заработать, только реальные деньги, если предлагаемая зарплата не устраивает то человек в праве отказаться,
так же и заказчик если остаётся без выгоды, то зачем ему дорогой работник?
простой пример, мужик строит помещение, кладка твинблоков (не важно какие блоки), наши местные за куб.м запросили по 2000 руб, и остались смотреть телевизор, а бригада из бывших республик СССР, ложит за 1400руб, потому что объём большой, и семью кормить надо, это рынок рабочей силы - надо искать компромиссы
-
спасибо. а какой регион твой
Немного поделюсь опытом, большие работы , выпадают только с бюджетом, это детские сады, школы, музыкальные школы, школы интернат
это пожарные лестницы, веранды, различные конструкции, заборы
со мной работают несколько юрлиц, эту кухню знаю изнутри, сам ИП
кроме вас в этои работе принимают участие и другие люди, (привезти материалы, договориться, оформить документы, сделать бухучёт, к примеру кто то бурит дырки и бетонирует, вы варите, кто то красит, ну и так далее)
не стоит забывать ,что на аукционах заявленная цена падает процентов от 10-40
4 веранды аукцион 700 000 руб, цена опустилась до 500 000 руб. материалов на 250 000 руб ( металл+ краска+ профнастил+ доски на пол+ осп плита на стены+ расходники на сварку ну и бензин) + зарплата, налоги
короче у юрлица 60 000 руб то чем он может распорядиться.
сперва нарабатывается авторитет среди юрлиц, (не опаздывать, не пить, соблюдать договорённости, предлагать свои идей как с экономить деньги изменив конструкцию ну или что то в этом роде)
быстрота выполнения заказа, тоже не маловажно,
ну и не заламывать цену по крайней мере изначально
если за смену от 3000- 10 000 то это нормально.
если веранду делать две недели, то это уже не то, не те деньги
можно и запросить 60 000 руб за веранду, вопрос в другом дадут ли?
учитывайте конкуренцию, НАКС не нужен, конструкция не сильно ответственная, справиться может и не каждый но желающие найдутся, я точно знаю.
-
7
-
-
летом собирать легче. похолодало

без разницы,
1 день у меня ушёл на резку и сварку обрезков сразу на 4 веранды, согласно чертежа подготовил всё и сразу подписывал размеры
4 дня на 4 веранды, выкладывал основание, ставил стоики, поднимал несущие профиля 80*80 восьми метровые, ну и мелочь всю
использовал струбцины по полной
6 дней по причине дождя, потом воспитатели, там крючок, там заусенец, мелочь прибрал.
одеваешься по теплей, организуешь рабочее место, лёгкие леса, (работал без стремянок) на лесах быстрее если ещё доски длинные на настиле
-
5
-
-
тут размер 6 на 3.
у меня был 8*3 метра, 2метра под помещение игрушек, а там где дети- это 6 метров ещё стоики для скамейки.
регион у нас разный, для деревни 10 000 это нормально , для Москвы......
-
4
-
-
делал
Доброго времени суток коллеги. Подскажите пожалуйста сколько денег взять за сварку беседки. работу предлагает подрядчик. хотелось бы узнать цену за сварку и монтаж
делал в июле 4 почти таких же, плюс минус палка туды сюды
за сварочные работы (ушло по времени на 4 шт, работаю один примерно 6 рабочих смен) по 10 000рублей
парни покрасили и обшили 1 шт за 15000 руб
у меня были немного другие, там ещё помещени выгораживалось, для уличных игрущек, дверь в это помещение,
основание, и несущая конструкция - проильная труба 80*80, остальное 40*20
да и скамейки ещё делал, стоики под них
-
3
-
-
У меня в коллекции два таких фотоаппарата, один вроде даже рабочий.
Периодически детям показываю
я в фотокружке с 12-18 лет занимался, всяких фотиков посмотрел, цветная фотография, у азов стояли, светофильтры, печатали целыми ночами.
а сейчас цифра, фотокоректор на компе, а раньше искусством среди специалистов считалось













Сварочный инвертор Ариа
в Советы в выборе
Опубликовано · Изменено пользователем Виктор 69
скатался сделал фото, работать сегодня больше не хочу (это по времени 1 день рабочий)
первое фото зазор нулевой, электроды ок-46 диаметр 3 мм сила тока 80 ампер на табло,(по факту отображается на табло в процессе работы это порядка 70-73 ампер, не факт что амперы должны быть ниже, здесь куча удлинителей порядка 150 метров от щита, пробовал дома при очень хорошем напряжении при тех же 80 амперах на табло, при работе показало 81-84 ампера)
второе фото с другой стороны этой же трубы зазор 4-5 мм, сила тока на табло 70, замазывал как пластилином, стремления провалиться шву не ощутил
длиннее шва на этой конструкции, просто не найти одни прутики с прихватками .
.
вот фото по всему объекту, пришлось по прыгать (это всё варил другим сварочным аппаратом)
труба газовой котельной 377 мм
на трубу по сварке 2 дня, и ещё три на утепление с оцинковкой, установка с краном+ термостойкая покраска
это два подъездных крыльца на одно которое с покрашенными стоиками(варил другой сварщик) ушло три дня делал только верх, а второе которое без покраски 2,5 дня и всё полностью
это крыльца в газовую котельную, с двух сторон здания, ушло по времени 2,5 дня на оба
попрыгал.
завтра закончу над подвалом до обеда, и новый год буду ждать
да рабочий день - кофе попить ,котёл растопить дома, дождаться пока на улице рассветёт , может и по теплее днём будет начинаю в 10,00 + обед и часов до 16,00 -16,30 там уже темняется. и как всегда один кроме очень тяжёлых конструкции(кран, да и мужики подержат иногда чтоб прихватки воткнуть)
по серьёзней работа будет буду пробовать видео снимать, реальный звук электрода, да и оператор нужен что б снимать, а здесь я пока один.
пульт опробовал отлично в карман сварочной робы помещается без проблем, очень удобно.
дату на фотике не устанавливал, ей не верьте, все сегодня фотал.