АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
244
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент АВН
-
На ВДУ-506 и Гранит-3УМ предохранители меняли редко. На МЕК-4 не работал, это не у меня в заведовании стоил. Просто увидел на складе неликвидов.
-
Я Вам на вентилятор подброшу, чтобы не скучно было: http://websvarka.ru/talk/index.php?showtopic=1195 А есть ещё один п/а, но с двумя проволоками в горелке. На каждую свой импульс подаётся и заморочек с настройкой в разы добавляет...
-
Обсуждение ремонта и модернизации св. трансформатора (с ООСД) перенесены вот сюда: http://websvarka.ru/talk/index.php?showtopic=21
-
если Мы говорим о манипулировании электродом при сварке вертикалов, то я чаще для разделки использую способ ведения "капля" или "треугольник" (что по сути своей одно и тоже). Для отделки иногда за проход по несколько раз меняю тактику ведения, чтобы избежать перегрева и подрезов.
-
Баню можно было вставить в тему "Способы разрядки организма", тогда пост гарантированно не подвергнет пользователя риску БАНа. А ещё есть такая функция как "скрытый текст" - пользуйтесь...
-
По моему мнению, всё это многошаговая реклама оборудования, производимого определённой фирмой. Неоднократно слышал высказывания типа: "Купим и нам будут не нужны квалифицированные (читай: дорогостоящие) сварщики". Потом правда выяснялось, что существует проблема программного обеспечения, гарантии и ... подготовки персонала 1 и 2 категории. Не верите? Посмотрите наш раздел "Видео", там уже было оборудование немецкой фирмы *** и сварка тавров под острыми и тупыми углами с обратным формированием.
-
@Piratwar, издавна существует проблема св. терминологии. Работая в одной системе, мы с Васо29 постоянно уточняем друг у друга про галтели и калибры, голубницы и шпигаты, требования к радиусам спряжения швов и прочие узкоспециальные вещи. Даже у нас иногда одно и то же слово/термин означает несколько разные вещи. Но у нас существуют схемы,эскизы и РД, в которых есть точные пояснения. В данном случае Тудвасев вероятно хотел сказать одно, а получилось другое. Мы практически всегда (если есть такая возможность) варим вертикальные швы углом вперед - это понятно и объяснимо: поток дуги помогает удерживать расплавленный металл эл-да от стекания. Попробуйте варить горизонтальный шов вот так: I/ , а не вот так: I\ (I - расположение пластины Ме, / и \ - расположение эл-да) и всё встанет на своё место.
-
"Гиви, васхот солнца знаешь? вот такой же. только зилёный." При испытаниях мы забраковали Оптрели. Пробовал не один я... На внешнем стекле возникает эффект второго пятна дуги. Это как если фотографировать против солнца, иногда в объективе возникает несколько солнечных "зайчиков". Замечу, что работали в ней и по одному на секции и в составе звена, впечатлениями делились только после окончания первого этапа. Не понравилось внешнее управление и слишком выпуклое стекло забрала. На втором этапе сдох фильтр блока вентиляции. Вероятно на отказ повлияло и то, что у нас повсеместно в работе маски др. производителя, но это уже второстепенно.
-
В "моем" варианте 3 голоса, ну и что? Голосуйте активнее, товарищи, не толпитесь при входе, бюллетеней хватит на всех.
-
Я. Как-то пришёл приятель и долго нудел, что любимый ножик любимой жены сломался, надо бы приварить и всё такое прочее. Приварил РАДС, теперь у меня в шкафу валяется - выкинуть рука не поднимается.
-
я ничего не придумал, вот цитата: За время обучений, пересдач, аттестаций и пр. мероприятий в нашем УЦ никто и никогда не называл ведение электрода способом "полумесяц" - "сваркой углом назад" или "дугой назад". Большой привет тов. Тудвасеву, владельцу аппарата "Фрониус Вейв 400".
-
В деньгах, цветопередаче и эргономике.
-
Своё чувство отсутствия можете продемонстрировать вот здесь: http://websvarka.ru/talk/index.php?showtopic=2688 или в похожих темах.
-
Есть различия в сварке малоуглеродистыми/низколегированными и аустенитными электродами. Васо29 готов ответить на любые вопросы :-), а я спешу на партийное собрание...
-
Примерно так. но это уже совсем другая тема.. и даже раздел.
-
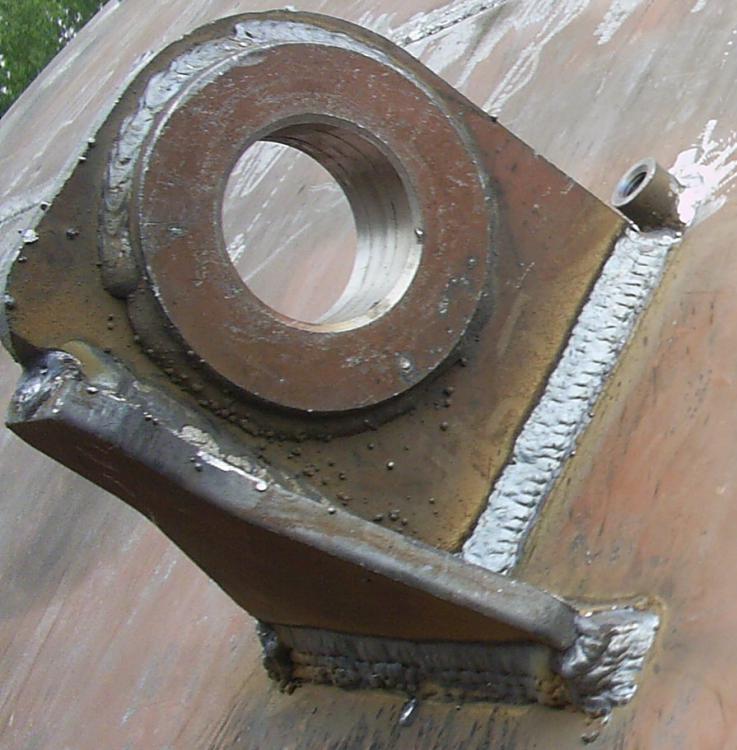
к #59: как я могу комментировать Ваш пост, если Вы в нём ничего толком не указали? Приварка грузоподъёмной оснастки предполагает сварку с галтелью, т.е. в два отделочных валика с плавным переходом к основному металлу. На перлитных сталях даже для приварки временных креплений, не говоря уже о рымах, используют метод "отжигающего валика". Это снижает риск возникновения трещин в зоне термического воздействия. Учитывая, что повышенное тепловложение укрупняет зерно в 3ТВ, рекомендуется соблюдать температурный режим исключая перегрев металла. Так так тема называется "Как лучше варить вертикальный шов", более мне сказать нечего.

-
Исторически так сложилось, что я не испытываю пиетета ни к Вашей ближневосточной Родине в общем, ни к Вам лично. Так что прошу соблюдать тематику в сообщениях и хотя бы некоторые правила Форумов.
-
Нельзя :-), но если интересно, то можете найти тему "Отжигающий валик", там всё описано.
-
Кстати, есть вариант, что горелка (ГРА-?) "прошивает на землю" через резину шлангов. Это вполне может влиять на качество сварки.
-
Не утверждаю и не отрицаю, я лишь выражаю своё мнение. Вы можете попробовать два разных способа и сравнить. Есть вероятность того, что Ваш шов углом назад будет много лучше, чем на таком же режиме углом вперед, ибо: Жёсткими режимами сварки являются: короткая дуга и оптимально низкий сварочный ток. За перегрев перлитных сталей можно и втык получить.
-
Просто у них интересные такие трещинки на обмазке и достаточно хорошие показатели по качеству шва.
-
Посты о электродах перенесены: http://websvarka.ru/talk/index.php?showtopic=2917
-
@URUZ, не забывайте в практике делать поправки на год выпуска книг и совершенствование св. техники.
-
Именно так, в зависимости от условий работы и требования калибров швов.
-
@Васо_29, это я вчера затупил; сначала вписал 48-ХН/15 , потом оставил Н-15, взвесил всё и переправил на Х-15 :-). В 48Н-15 (цвет обмазки почти как на 981-ых) интересует именно Ваша оценка рабочих характеристик и стабильность качества.