Nos
-
Постов
284 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Nos
-
Простите, что может быть не в тему, но здОрово чиорт пабьери. Первый раз вижу как оно вообще происходит: http://www.youtube.com/watch?v=glk93zM-71w До этого думал, что дуга горит непрерывно и равномерно, а метал от проволоки переносится совсем мелкими каплями, а не сопоставимыми по диаметру с подающейся проволокой. Просветите пожалуйста новичка, это обычный режим на п/а или какой то особенный (в/ч пульс например)?
-
Почти такая же "петрушка" - Авроровский сундук Inter TIG 200 AC/DC puls. Крутилок - 8, одна из них время заварки кратера ( выставляется в секундах уменьшение тока от основного сварочного до минимальных 5А). Работает зараза, как и стартовый ток только в 4т. Несмотря на это более чем в половине случаев с алюминиевыми сплавами "цмыкаю" в 2т. Такой пульс очень здорово помогает, пусть даже дуга на паузах гаснет совсем. Газ продолжает идти - это главное...
-
Если источник тока - сундук, то не всё так просто. На многих из них заварка кратера работает только в 4т.
-
Да уж... Если "желает удачи" сам АВН, то нужно было догадаться, что дело практически безнадёжное... Какими только запросами браузер не гонял...
-
С превеликим бы удовольствием... Просто как то характерного ничего по данной теме замечено не было. Сейчас зима, вроде бы Варим потихонечку то лодку из АМГ-5, то литье разное (силумин естественно). Вроде бы процесс идет так же, да и заканчивается такими же результатами, что и при более тёплой погоде. Ничего такого разительно отличающегося не обнаружено. Чистить и обезжиривать только подольше приходится немного... Ну и за горелкой следить нужно, если она с жидкостным охлаждением. Заправлять систему чем-нить морозостойким... Не мне судить конечно, но если никто из коллег-сварщиков никаких особенностей не обнаружил, можно было бы весь разговор о сварке алюминиевых сплавов на морозе объединить с какой-нить более крупной темой по "алюминию"...
-
Колега, Дружище, смеяться никто и не думал. Более того, пару раз видел наступление таких моментов. Опасны они своим коварством совсем по другому. Скажу проще - те, кто испытывал это на себе подтвердят. Задумываться уже не приходится, даже почувствовать не успеешь - просто ни с того, ни с сего темнеет в глазах и люди падают без сознания. Последний раз видел такой "приход" более года назад у рядом работавших "холодильщиков". Собирали они камеру и обвязывали агрегат, что то на фитингах, что то на пайке. Я даже не сразу понял в чём прикол - было видно снаружи, как два парня работавших в камере вдруг резко стартанули из её глубины и побежали к проёму. Добежать не успели! Рухнули как подкошенные оба без сознания. Хорошо коллеги поняли в чём дело. Задержали дыхание и выволокли их оттуда. Откачали без проблем. Те двое сказали, что успели вдохнуть пару раз до того как увидели, что каким то образом разгерметизировалась система заполненная то ли азотом, то ли аргоном. Эффект будет абсолютно такой же. Оба газа без цвета и запаха. Если не знаешь, что вдыхаешь их без кислорода, то можешь даже не почувствовать как потеряешь сознание... Ну и естественно, если рухнуть вниз, туда откуда аргон вытеснил кислород, и полежать там так весьма недолгое время, то родным придётся потратиться на деревянный макинтош... Дыхательные пути при этом не перекрываются, а смерть наступает именно от гипоксии - мозгу не хватает кислорода...
-
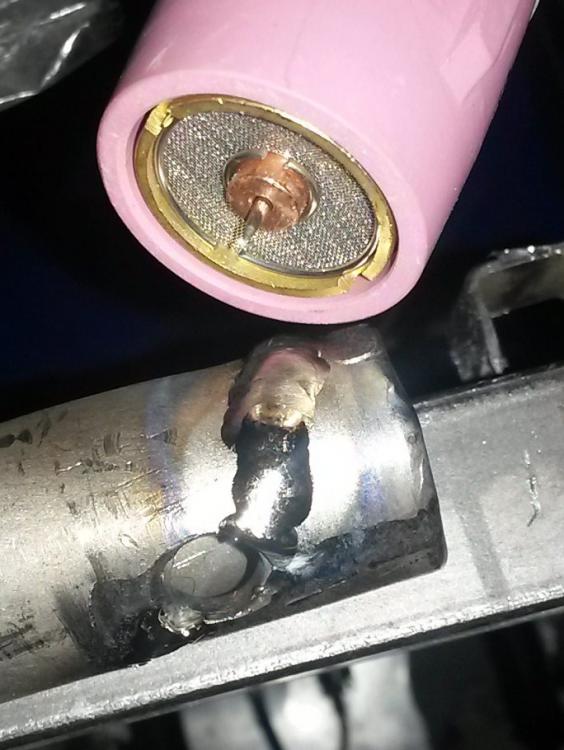
намедни тоже пришлось заняться "модернизацией" данного аппарата. Захотелось прикупить ещё одну горелочку с жидкостным охлаждением и шлейфом 8м. Заказал прямую - TIG25. Получил, помчался распаковывать и подключать... Не тут то было!!! Двухконтактные разъёмы аппарата и горелки абсолютно разных форм-факторов! См. фото. На аппарате штатный Y2M-2TJ, которого не только в РФ, но и на "алибабе" найти не удалось. Пришлось идти по более простому пути - пытаться найти разъём, который наиболее часто поставляется с горелками. После разных запросов оказалось, что это так называемые "микрофонные разъёмы" 16мм. Точнее, с горелками идёт гнездо Q-2816 (MC902-2P). Что довольно странно - по идее гнездо должно было быть со стороны аппарата, т.к. контакты штекера могут быть закорочены гораздо проще в разомкнутом положении. Хотя управление (кнопка горелки) низковольтное, получается что со стороны питания вилка, а не розетка. Интересно, как такие аппараты удостаиваются сертификата НАКС? В общем Q-2816 (MC902-2P) оказалось навалом, на "алибабе", "ебее", в Питере и даже в Москве, в единственной сети "Кварц". На аппарате разъём менять не стал, отрезал от горелки и сделал переходник. На очереди дубль 2 - упражнения с переходниками разъёмов 1/4 под газ и М12 под воду с тоководом...

-
Очень похоже на DCEP. Вы токовод горелки точно к "-" подключили? Не пробовали на DC поменять клемы горелки и зажима массы местами, как ведёт себя дуга при этом?
-
У меня конечно не Jasic TIG 200p AC\DC, но довольно похожий сундук от Aurora. Ситуацию, когда основная деталь "не хочет" показывать чистенькую зеркальную ванну, получается решать, хорошенько придавив педаль тапком, потом соответственно отпустив, чтобы всю деталь в лужу не превратить. Бывает, что рядом нет педали. Приходится по полной использовать 4т режим. Не так удобно, но на этот случай должна быть крутилка типа "стартового тока". Выворачивал на столько, сколько могла держать горелка и вольфрам на конкретном, выставленном балансе полярности (иначе не только вольфрам, но и вся горелка в шарик может превратиться) и ессно, включал 4т-режим. Нажимал кнопку и держал её не отпуская, пока не появлялась небольшая зеркально-чистая ванночка. При 4т, у "сундуков" пока не отпускать кнопку горелки, как правило действует значение тока, которое нарегулировано выше упомянутой крутилкой (стартовый ток). Как только кнопка будет отпущена, ток принимает значение, которое выставлено крутилкой "основной ток сварки" или что-нить в этом роде. Варим. Снова нажимаем клавишу и опять держим не отпуская - включается заварка кратера (сварочный ток уменьшается от основного значения до минимального, за время, которое накручено "заваркой кратера" в секундах)... В 2т "цмыкать" кнопкой тоже довольно часто приходится. Очень помогает. Автоматический пульс пока не освоил... А вообще, как правило, знакомство с деталью приходится начинать положив левую "варежку" на крутилку баланса полярности, запалив дугу, крутя и наблюдая, что при этом происходит. Очень познавательно бывает... Про основы арифметики, таблицу умножения и соответствующую очистку и обезжиривание сплавов алюминиевой базы умолчу с Вашего позволения... Один хитрый, распоясавшийся американский дядько (Коллиер) применяет альтернативный метод (всем известного предпрогрева) швыряет более массивные деталюхи в гриль... Судя по отсутствию жира на деталях, ничего кроме металлов он в гриле не жарит:
-
Асфиксия ващета вродь как - перекрытие дыхательных путей... Если надышаться аргоном, возникает непреодолимая тяга повеситься что ли? Мож всё-таки не от асфиксии, а от гипоксии - критически малого содержания кислорода в крови. Извиняюсь за флуд
-
Отойдя на безопасное расстояние, чтобы успеть смыться до того, как поймают и поколотят: Ещё одна интересная тема - как то не задумывался, что поддув как часть технологического процесса должен по идее как то регламентироваться. Надо будет поискать и почитать норматив... ОТК его принимает, проверяет и дает замечания в случае их наличия наверняка в соответствии с каким то регламентом...
-
1) Так в принципе и делаю всё время перед сваркой. 2) Как только узнал о таком явлении как поддув в РАДС, до меня практически сразу дошло, что аргон тяжелее и воздух гораздо более полноценно вытесняется вверх. И если я правильно понял, то лучше подобрать такое положение детали, чтобы выход был ещё и повыше, чем самая верхняя точка зоны опасного нагрева сплава... Было дело, одну небольшую деталь, варил в здоровенной кастрюле, предварительно "налив в неё аргона". Побежалости замечено не было (кроме мест, где тыкал), но вынужден согласиться с VERS - "удобно" как будто пьешь чай, вися вверх ногами. Вольфрамом потыкал деталь от души при этом... 3) Если честно, то мне при отсутствии опыта стрёмно определять без ротаметра. Естественно, что любой из них приверает и абсолютного значения не подобрать, но субъективное относительное (такое же как было, когда хоть чего то получилось) здорово экономит сомнения... Потихонечку на "чердаке" проясняться начинает...
-
Блин, опять я всё неправильно понял... Приношу извинения...
-
Уважаемый Дядя Костя, да какая там стоимость? Чтобы обзаводиться камерой для водолазов, нужно не в одиночку "сверкать" в факультативном порядке, а иметь целое сварочное производство, такое как у Вас... Тут приносят раз в месяц пару свёрнутых ледобуров около метра длинной... Дай Бог стоимость аргона отбить...
-
Аквариум как и любая другая ёмкость, наполнится аргоном и воздух из неё будет вытеснен. С этим всё понятно... Вопрос в том, все ли примеси будут вытеснены аргоном? Да и детальки такие есть, для которых очень большой аквариум нужен. Либо пробу на пятно не особо сделаешь. Как проверить продувку полости полудюймовой трубы на пятно? Что дугой греть? Снаружи греть, а потом внутрь фонариком светить, цвет оценивать?
-
Благодарствую! Будем искать... Про пробу на пятно и читал и смотрел (не совсем туда наверняка), но пока не могу сообразить как поступать с полостями, где не очень то эту пробу на пятно и проведешь... ПоищЧем...
-
Посоветуйте пожалуйста, как поступить лучше в таких случаях?
-
Если честно, то выглядит он отвратительно... Закреплять деталь (колено ледобура) пришлось вертикально, снизу втыкать шланг (входил внутрь очень туго, но на всяк случай был обмотан). Ломал бошку с верхними дырками. Если был бы только торцевой срез, было бы легче. Скотч и всякие эластичные уплотнители использовать побоялся из-за того, что они моментом превратятся в газ от которого сплав не откажется и любезно примет в себя... Ротаметр поддува выставил на 3 л/мин (аргону вроде бы как особенно деваться некуда, большие дыры перекрыты). Ради интереса проверял спичкой. Гасла мгновенно. Даже угли не светили... Не нашёл ничего лучшего, чем разрезать дешёвую крагу и пустить её на затычки... Больше всего помог палец, но его постоянно приходилось поворачивать. Под конец, как только я не пережидал, охлаждая детальку, запах появился и от него... Естественно, запах это смесь газов, поэтому ничего хорошего ждать не приходится.. Всё-таки наверное лучше бокс мастырить для таких развлечений: http://www.youtube.com/watch?v=Pq4ft34TG7s
-
Ещё и коротит из-за этого краями линзы при поджиге в обход электрода, если горелку под наклоном к детали держать. Это сопло такое #15 короткое... Остальные, те что поуже все линзу "дома" держат...
-
Что же в ней такого чУдного? Вся "алибаба" этим барахлом заваленаhttp://ru.aliexpress.com/wholesale?catId=0&initiative_id=SB_20150211024320&SearchText=+gas+lens+large+diametr Обзывается gas lens large diametr и ещё по всякому. Горелка самая обыкновенная sr-26, тоже китаецкая... Коллега в посте #251 такой же комплект на фото показал, только у него сопло #12 накручено...
-
Судя по цвету, "камеру" можно выкинуть нафик... Тоже упражнялся, без камеры правда. Только поддув внутрь и самая большая "сопля" - №15. Пришёл к выводу, что всё это - мудовые рыдания... За весьма короткое время деталь разогревалась так, что раскалённое пятно выползало за пределы самой ишачей линзы. Даже короткими "стежками" с перерывами на охлаждение получается так, что только "УОНЯМИ и точку пАбольше" Даже присадки добавить не успеваешь, чтобы кратера не было, а раскалённая зона уже здоровенная (деталька тонковата). Изнутри, благодаря поддуву, всё серебристое, а снаружи полный слив... Пришёл к выводу, что подобные детальки нужно варить в нормальном, изолированном боксе с контролируемой атмосферой.
-
 Получил очередную посылку из Евротека - горелку TIG-25. Это моя первая горелка с водяным охлаждением. После охлаждаемых газом, немного непривычны миниатюрные размеры и толщины цанг, держателей и всего остального. Появились и пара вопросов: 1. Газовый канал просверлен с эксцентриситетом и на первый взгляд, какой то узенький. Я так понял, что в связи с этим длинный электрод туда не вставить, придётся пилить вольфрам на коротенькие электродики? 2. В комплекте с этой горелкой идёт хвостовик, да ещё длиннющий! Был бы благодарен, если кто то просветил, как его можно использовать совместно с данной (TIG-25) горелкой. Стыдно признаться, но моей убогой фантазии не хватает...
Получил очередную посылку из Евротека - горелку TIG-25. Это моя первая горелка с водяным охлаждением. После охлаждаемых газом, немного непривычны миниатюрные размеры и толщины цанг, держателей и всего остального. Появились и пара вопросов: 1. Газовый канал просверлен с эксцентриситетом и на первый взгляд, какой то узенький. Я так понял, что в связи с этим длинный электрод туда не вставить, придётся пилить вольфрам на коротенькие электродики? 2. В комплекте с этой горелкой идёт хвостовик, да ещё длиннющий! Был бы благодарен, если кто то просветил, как его можно использовать совместно с данной (TIG-25) горелкой. Стыдно признаться, но моей убогой фантазии не хватает...
-
Пожадуйста, если можно, расскажите поподробнее. Дополнительная плата позволяет расширить диапазон пульсирующего DC и регулировать диапазон частоты АС??? Последняя настройка в высшей степени интересна! Испытывали уже?
-
Благодарствую за ответы! Немного не укладывается в моей квадратной башке... Выжиганием можно дегазировать не только поверхностный слой, но и весь сплав детали? Затрудняюсь сказать на сколько лапша чиста... При добавлении пузыри всё равно потихоньку всплывали у границ ванны...
-
Состоялось моё первое знакомство с магниевыми сплавами... Сварить принесли корпус от рулевого механизма Фокуса. Человеческая присадка придёт не скоро. Как и многим пришлось выбрать вариант, когда "за неимением горничных, приходится любить дворников" - искать "донора" пилить его на лапшу. Донор нашёлся довольно легко. На работе "вундеркинды" ушатали в хлам болгарку "интерскол", которая ждала отправки в помойку. Кроме "надписи на заборе" (на редукторе слово "магний") была проверка уксусной кислотой, которая весело забулькала водородом и оставила на литье тёмный след. Напилил немного "лапши" и попробовал сначала потренироваться "на кошках" - отломал кусок редуктора и снова сварил всё это хозяйство. Был немного в недоумении от того как всё просто и без проблем получилось. Черноты было совсем немного, расчистка без проблем давала зеркальную ванну на обоих кромках, которые практически сами притягивались друг к другу и без проблем смешивались. Лапша растворялась в ванне с удивительной лёгкостью. Сварил, сломал. Лопнуло не по шву и не по сплавлению. Спилил часть шва. Пор не обнаружил. В общем показалось, что гораздо проще чем с алюминием. Что за сплав у "интерскола" выяснить не удалось... И вот на очереди деталь из MgAl9Zn1. Окрылённый успехом с "интерсколом" я с воодушевлением бросился в бой и с налёта, стремительно.... "ПОЦЕЛОВАЛ В ЗАДНИЦУ" этот сплав... Чернота есть. Расчисткой убирается с лёгкостью. Ванна зеркальная, чистенькая. Но... Из литья понемногу всплывают пузыри! Естественно, не так, как у ЦАМ, но неужели один процент цинка может доставлять такие проблемы?!! Если хорошо "жарил" ванну, пузыри в ней прекращались. Такой же эффект давала "интерсколовская" лапша (как присадка с кремнием "успокаивает" кипящую чернягу). Но по границе ванны пузыри время от времени всё таки всплывали. Ощущение такое, что нужно таким образом переплавить всю деталь, чтобы избавиться от этих пор ... При сильном нагреве ванна иногда стреляла как латунь, после чего пузыри в ней больше не показывались. Заваривал, разделывал с каждой стороны и заваривал снова. Эффект тот же - в шве пор нет, по границам попадаются... "Сварил". Снаружи всё гладко, чинно и аккуратно. Начал всё спиливать в исследовательских целях - попадаются поры (на фото). На детали повис, постучал молотком по шву, проверил на излом. Держит. Но ведь любые поры - это брак!!! Господа специалисты, просветите пожалуйста, как сделать так, чтобы литьё не пузырило в ванну? Всё было отчищено, обезжирено и деталь и лапша...