

Александр ПАНЧ 11
-
Постов
211 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Александр ПАНЧ 11
-
-
пришлось сначало счисщать припой, варил обычным проводом в два квадрата, сначало надо нагреть, потом следить чтобы не провалилась, прерывесто, один раз капнуло

Возможно РАДС заваривать литейные дефекты на крупных деталях типа таких?


-
Э..нет.По выплавляемым моделям - это очень дорогое производство.Одно изготовление моделей чего стоит..наш удел ..опоки..это правда.
я имел в виду не по выплавляемым, а по выжигаемым моделям либо песчаные формы (ХТС)
-
и оправдано ли такое исправление экономически..других критериев нет.
Цена вопроса в литье чугуна - выжигаемая модель( "кусок пенопласта", рублей 100-200) и норма час формовщика, литейщика. Поэтому и не заморачиваются.
-
 1
1
-
-
По чугуну варил пока мало, а постоянно в постах встречается термин "отбелился чугун". В глаза не видел ни разу, может кто нибудь показать фоточку как это выглядит, чтоб знать на будущее, был бы очень признателен.
Отбел - структурное изменение металла сварочного шва и прилегающих зон,
визуально не увидеть(по крайней мере без приборов), "пощупать" можно - не поддается обработке.-
2
-
-
Думаю многим должен пригодиться этот ГОСТ
-
1
-
-
Мы и стараемся идти в ногу с Вами,
делайте прямыеключевое слово - делайте, прутки можем тянуть от 8 мм и выше, меньше 8 мм надо правильный станок приобретать, и соответственно загружать объемами.
-
Ещё надо выровнять перед нарезкой, видно об этом была речь. А хочется "из коробки" - взял и работаешь.
Изготовили пока только пробные партии ф 2.0мм для розницы, будет спрос - будем решать вопрос упаковки.
-
1
-
-
Пруток прямой или все же в бухте? для ТИГ не очень удобно кода кольцо в руке свисает...
пока только в бухтах, но можно же порезать в размер перед сваркой.
-
2
-
-
@Александр ПАНЧ 11, пора вам в прутках в изготавливать для тиг

Изготавливаем для тиг ф 2мм и БрКМц(СиSi3), и МНЖКТ
-
3
-
-
она вроде разрабатывалась для оборонки, для сварки в полевых условиях
А может в этом весь секрет
 ! панч берут много авто ремонтных заводов а также дочерние предприятия камаза, но каких то рекомендаций ни у кого не выпытать.
! панч берут много авто ремонтных заводов а также дочерние предприятия камаза, но каких то рекомендаций ни у кого не выпытать.-
1
-
-
Аргон убрали
В составе проволоки редкоземльные элементы, которые и способствуют процессу самофлюсования.
воткнули "прямую полярность" для ПА а смысл?Эти рекомендации были разработаны еще в советское время и под оборудование того времени, может в этом дело? Кстати в то время производили проволоку только ф 1.2мм, другие диаметры начали изготавливать по "заявкам трудящихся" последние лет 7-8.
-
3
-
-
я не нашел редкоземельных элементов в хим составе ПАНЧ (они обязаны показать их , или я ошибаюсь и это "секрет" )
Наличие редкоземельных элементов не секрет, по просьбе потребителей прикладываем к продукции сертификат, химия из сертификата:
Ni основа Mn5,48 Cu 2,80 Fe 1,53 РЗМ 0,20 Si 0,01 C 0,11-
3
-
-
@FvS,АВТОГЕН
Валера какую присадку использовал?
-
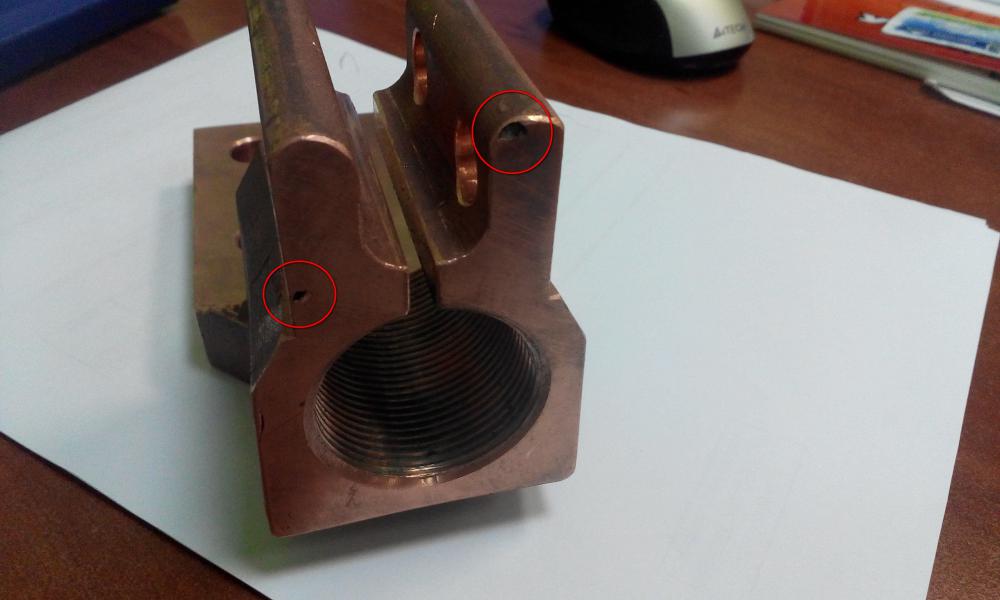
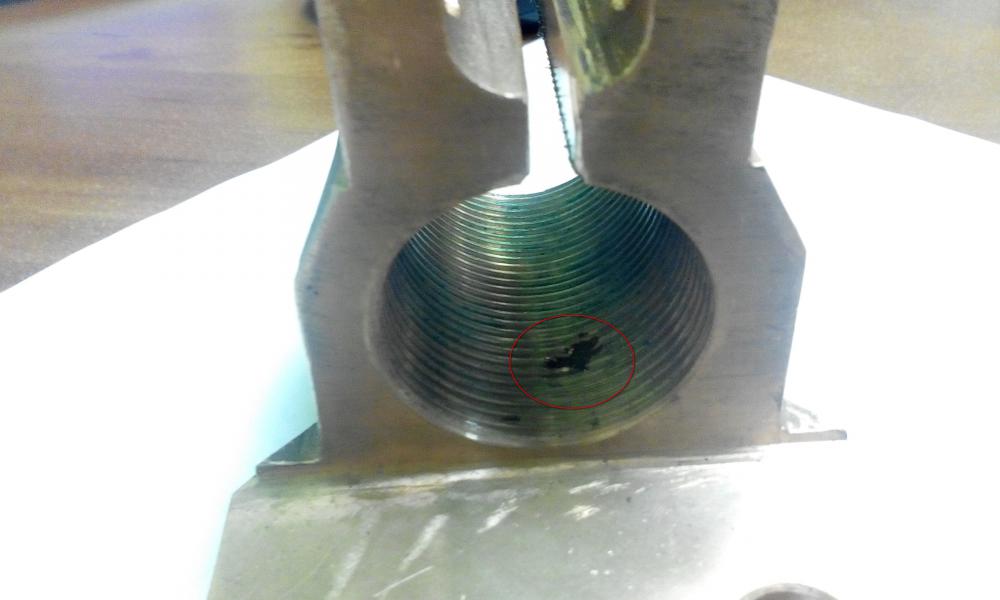
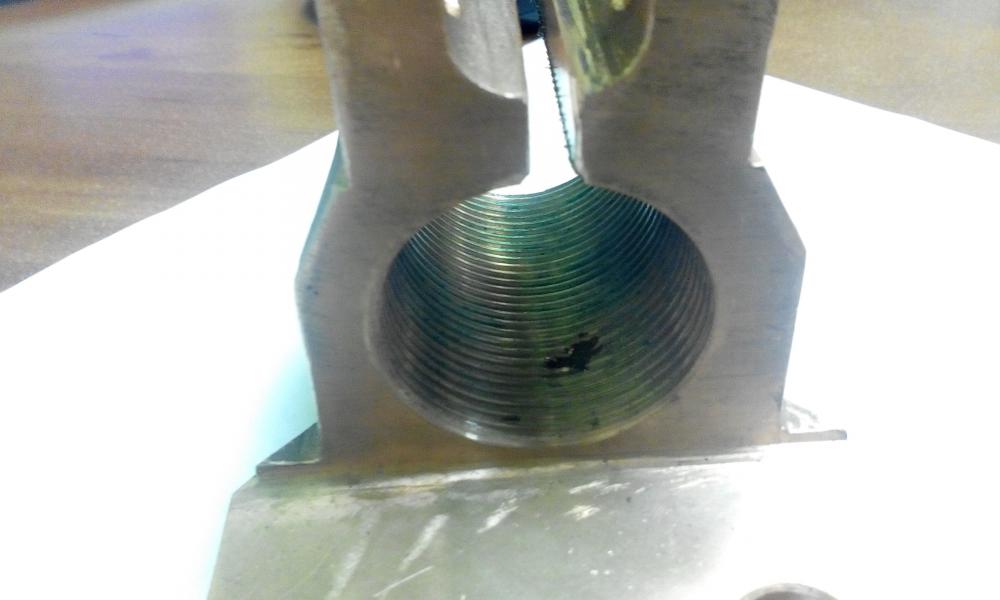
склада нет, мы льем эти контакты и в процессе обработки выявляется литейный брак(раковины), которые необходимо заваривать.
понял. что бы не замарачиваться на складе может новые есть
-
что за контакты , с масленых выключателей 110кВ
контактные зажимы вводов низкого напряжения для трансформаторов
-
Комсомолец 100, чисто медный электрод из меди вроде М-1.
в комсомольце используют медный сплав, предварительный нагрев детали до какой температуры необходим?
Если тиг с присадкой попробовать?
-
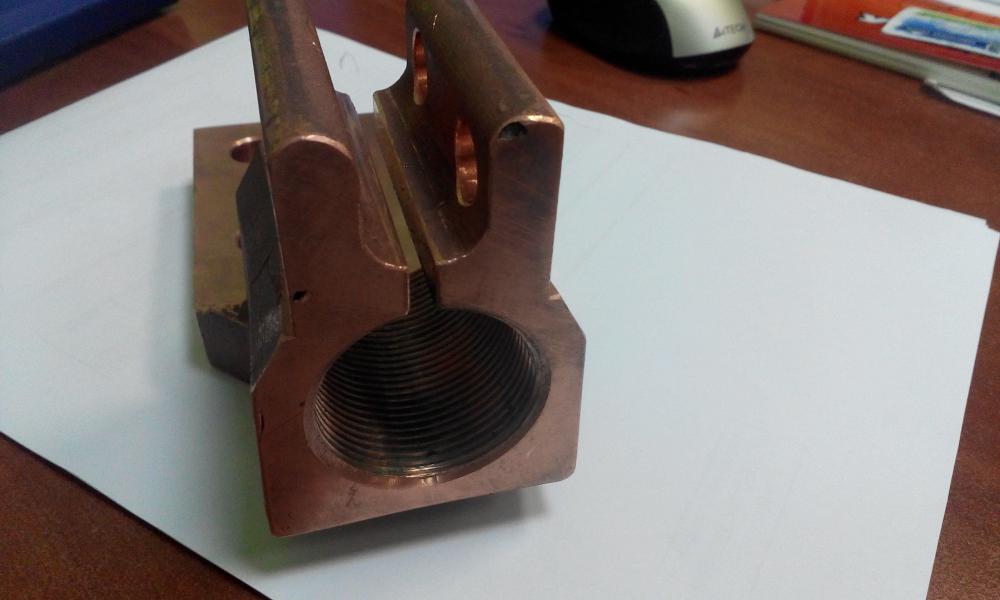
Необходимо исправить литейные дефекты (раковина) на медной детали. Стандартная сварочная проволока для медных сплавов БрКМц3-1 не очень подходит, т.к. отличается по цвету от основного металла. Чем можно запаять/заварить так что не были видны заваренные дефекты?



-
По поводу МНЖКТ - наличие кобальта не смущает?
Выписка из сертификата:
Cu-основа, Ni-5,63, Mn0,51 Fe1,22 Si-0,17 Ti-0,23 Pb-0,005 Zn-0,5 C-0,03
Кобальт если присутствует, то его там следы, т.е. менее 0.01%. Специально легировать кобальтом ни кто не будет, по госту не должно быть.
-
5
-
-
Я уже , и с газом и без и током играюсь , да рука вроде у меня на все набита , осталось тока мне морду набить ))
так скоро и до нас доберетесь..

-
2
-
-
Нет навариваю не много. Я и с углекислотой пробывал и без нее . Думаю может аргон пустить ))
рассчитана на сварку без защиты, надо руку под 08 набивать, может ток?
-
1
-
-
На фото не очень хорошо видно, но может из-за того что много навариваешь?
-
- полностью согласен, и все производство регламентируется ГОСТами и техническими условиями, при соблюдении которых не было бы:ТЕХНОЛОГИЯ не просто громкое словото химия метала не соответствует, то краска без грунта, то грунт не тот то руки не теГОСТ 1639-90 - п. 4.3 гласит: Проволока и прутки должны храниться в крытом проветриваемом помещении на стелажах или поддонах и должны быть защищены от воздействия влаги и активных химических веществ.
При соблюдении указанных условий потребительские свойства при хранении не изменяются.
-
3
-
-
не испарится, окислится. Если для ПА - контакт может ухудшаться, для TIG, да и для ПА - это лишняя грязь, кроме окислов там ещё гидроокислы, углекислая медь будет присутствовать, сульфаты, просто влага в этой шубе.
Кстати, алюминиевых сплавов это тоже касается.
окисленный слой(патина) на медных и никелевых сплавах образуется в процессе прокатки, волочения и промежуточных отжигов. Проволока (БрКМц, МНЖКТ и др. медные и медноникелевые сплавы), если в сухом помещении не окислится. Отгружаем постоянно на предприятия, расходующих отгруженную партию бывает по 2-3 года. Также были отгрузки на склады госрезерва, где сроки хранения 10-15 лет. Про алюминиевые сплавы не буду утверждать, мы их не производим.
-
Забыл еще: у медно кремниевой проволоки как и у любой другой, даже в вакуумной упаковке, есть срок годности. Поэтому для разовой работы можно взять и пруток приобрести, а если постоянно то можно катушку для П/А.
Не согласен, сплав медь-кремний, что с ним будет, не испарится же?
-
1
-

Сварка Меди!
в Технологии и документации
Опубликовано
Возможна ТИГ сварка литейных дефектов на крупных деталях типа таких?