

selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
512
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные selco
-
-
45 минут назад, welderman сказал:
Тут больше вопросы к Вашим ИТР..
Мир потихоньку сходит с ума , вот изречение и главное способ "калымный" которому и ржавчина не почем .
---------------------------------------------------
Я специально не стал чистить лопухи ржавчины внутри, что бы продемонстрировать решение проблем в сварке корней с запасом.
И вот приходит на выручку один из удивительных способов сварки тигом, называю его колымным.-----------------------------------------------------------------
https://m.chinatopcncmachinery.com/news/why-argon-welding-produce-pores-38013078.html
-
 1
1
-
 1
1
-
-
38 минут назад, Viktor_SV сказал:
Сейчас в командировке строим АЭС, швы проходят капиллярный контроль. И когда в силу разных причин появляются пора или сетка пор, находится присадка по нержавейке которая неплохо перекрывает поры.
Кто же вас допустил до АЭС????
Поры не перекрываются ,,,,, их надобно беспощадно вырезать и уже потом устранять сваркой.
Да и вопрос-вопросов какая черная сталь и их море марок????? ,,,,, да и нержавейки тоже море ,,,,,,, так вот озвучьте как это все происходит да еще на АЭС с капиллярным контролем???????????????................
-
1
-
-
5 часов назад, suncov сказал:
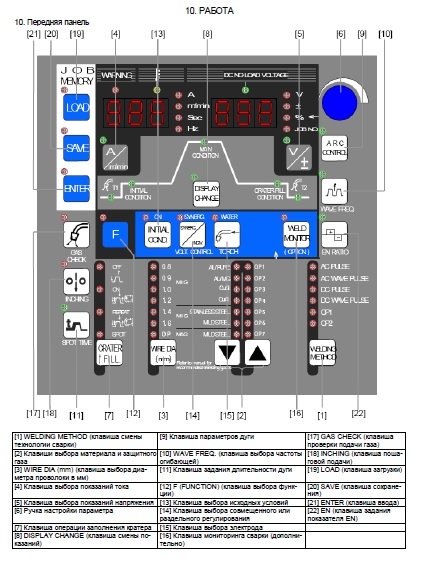
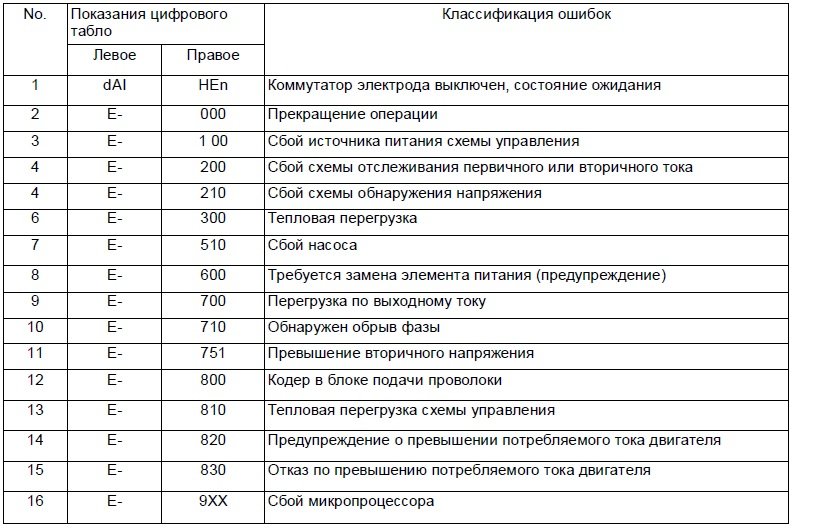
При попытке сварки - ошибка 210 (неисправность питания по мануалу).
Вот коды от японского собрата Daihen DM300 и это старший брат вашего аппарата
-
8 часов назад, Точмаш 23 сказал:
что случиться с данным конкретным баком в бане.
Да черт его знает что может случиться , но вот все таки ESAB пишет и предупреждает что может произойти даже при 65 градусах с присадкой 5356 и думаю все же они это не выдумали а проводили какие то испытания .
Ну и про сам бак в бане и тут главное как он будет работать и если его будут языки пламени лизать то долго он не протянет , впрочем и нерж304 тоже не переживет баню , но вот если бак будет забирать тепло от огнеупорного кирпича и установленного в нишу из онного , то думаю баню переживет или на равне с ней проживет , но главное он будет эффективные нержи в разы по скорости нагрева и от сюда экономия топлива .
И информация к размышлению как раз в тему .
-
2
-
-
9 часов назад, welderman сказал:
Это уже было, и даже на каком-то аппарате серийно было реализовано.
ДА серийно выпускалось еще при СССР , Русич обзывался
9 часов назад, welderman сказал:.В общем, функция интересная вроде как, но вундерваффе не стала.
Не все таки было гаражным "чудом оружия" в СССР , так как им можно было и алюминий в гараже варить , если конечно была возможность достать тиг горелку , но думаю это не сложно было и списанную на заводе и без денег отдали бы , да и с аргоном проблем не было на том же заводе .
-
1
-
-
12 часов назад, Mikhailsvarka сказал:
Чем меньше сварки, тем лучше!
Примерно и ожидал такой ответ , ,,, да это пожалуй верно ,, но не всегда применимо ,,,,,, и по этому и существует такая профессия как сварщик .
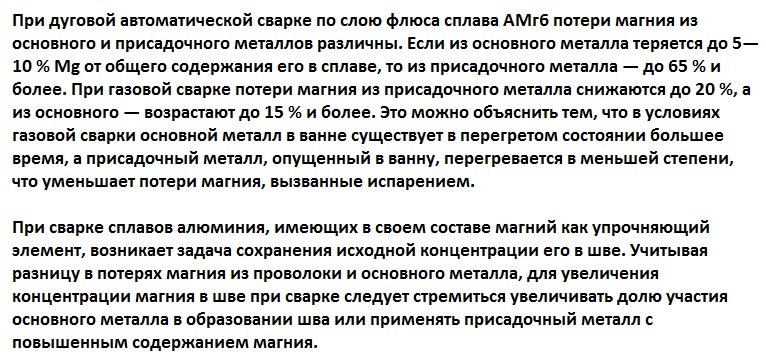
7 часов назад, Miners сказал:Вы конечно все молодцы много написали про свариваемость и не кого не смущает, что бак подразумевается в баню,в каких температурных режимах он будет работать и находится. Осмелюсь заметить, что 5356 имеет рабочий режим 65⁰.
Игорь да все верно , но вряд ли бак будет под горячую воду и скорее под холодную ,,,,, впрочем можно и другую присадочку взять например 5554 или нашу АМГ3 и это аналог 5554 и можно будет и под горячую , рабочая температура сплава АМГ3 от -80 до +150г по цельсию .
-
1
-
-
9 часов назад, Mikhailsvarka сказал:
Вы разве не знаете главное правило сварки?
главное правило сварки ,,,, подготовка под сварку , чтобы усе было стерильно и самое главное чтобы сварщик понимал что он делает ,,,,,,,,,,,, другого "главного правила " к сожалению не знаю ,,,, да и вряд ли оно есть на яву ,,,, но чем черт не шутит и может я что то "упустил " и если оно есть это правило , то может вы его озвучите , так как интерес думаю не уме одного будет к этому .
-
1
-
-
51 минуту назад, welderman сказал:
Потом взять литературу и посмотреть, к чему подходят Ваши материалы
Ну здесь главное свариваемость , впрочем все зависит от конструкции и объема бака ,,,,, ну и самым подходящими для бака все таки будут сплавы АМГ .
вот Сергей поправился и убрал из выше стоящего сообщения сплав АК 5..... , это литейные сплавы и вряд ли листовой существует в основном чушки для литья и эти серии сплавов ну очень плохо варятся практически без трещин не сварить (алюминиевый чугун) .
https://gazmaf.by/info/svarka-aluminiya-i-aluminievyh-splavov.aspx
-
1
-
-
4 часа назад, Mikhailsvarka сказал:
Какой алюминий лучше купить для сварки бака в баню, чтобы легко сваривался присадкой 5356 или 4043
уточните объем бака , впрочем купите АМГ3 это как раз для бака , сварка присадкой 5356 и не каких 4043
Вот почитайте https://nfmetall.ru/articles/30.html
4 часа назад, Mikhailsvarka сказал:Можно ли лист алюминия 3мм согнуть ручным листогибом под сталь 0,8мм?
Вряд ли вы справитесь 3мм АМГ с этим листогибом под 0.8мм сталь ,,,,,,, ну и зачем вам листогиб ???? , если есть сварка , нарежьте в размер листов и сварите .
-
2
-
-
Какие "молнии" ???? ,,,,, это просто напросто фото камера запечатлела и зафиксировала путь раскаленных брызг .

-
2
-
2
-
-
Лодочка прохудилась .
Сваривали у соседа , новым Everlast купленным им же ,,,,,,, нечего аппарат достойный , сосед первый раз Ал варит но почти сразу освоился в этом деле , как никак сварщик ММА со стажем и в сварке не новичок.








-
5
-
-
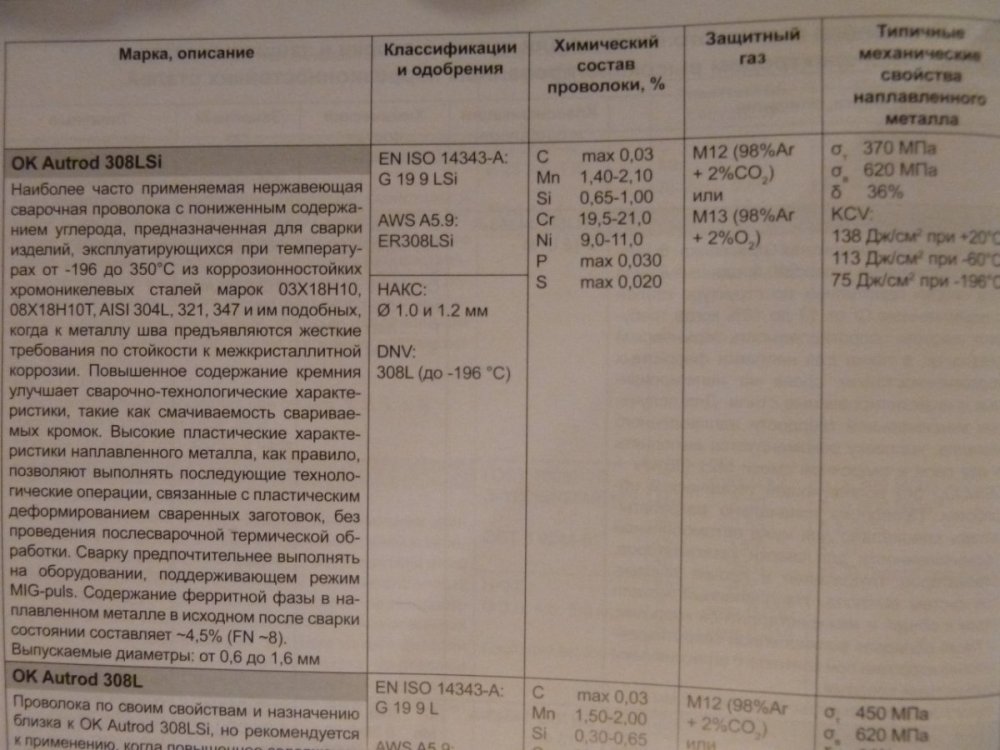
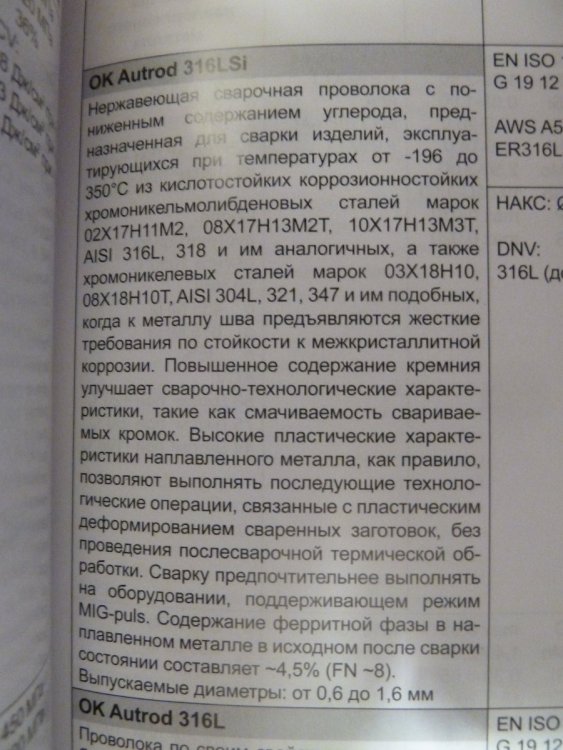
7 часов назад, Клим сказал:
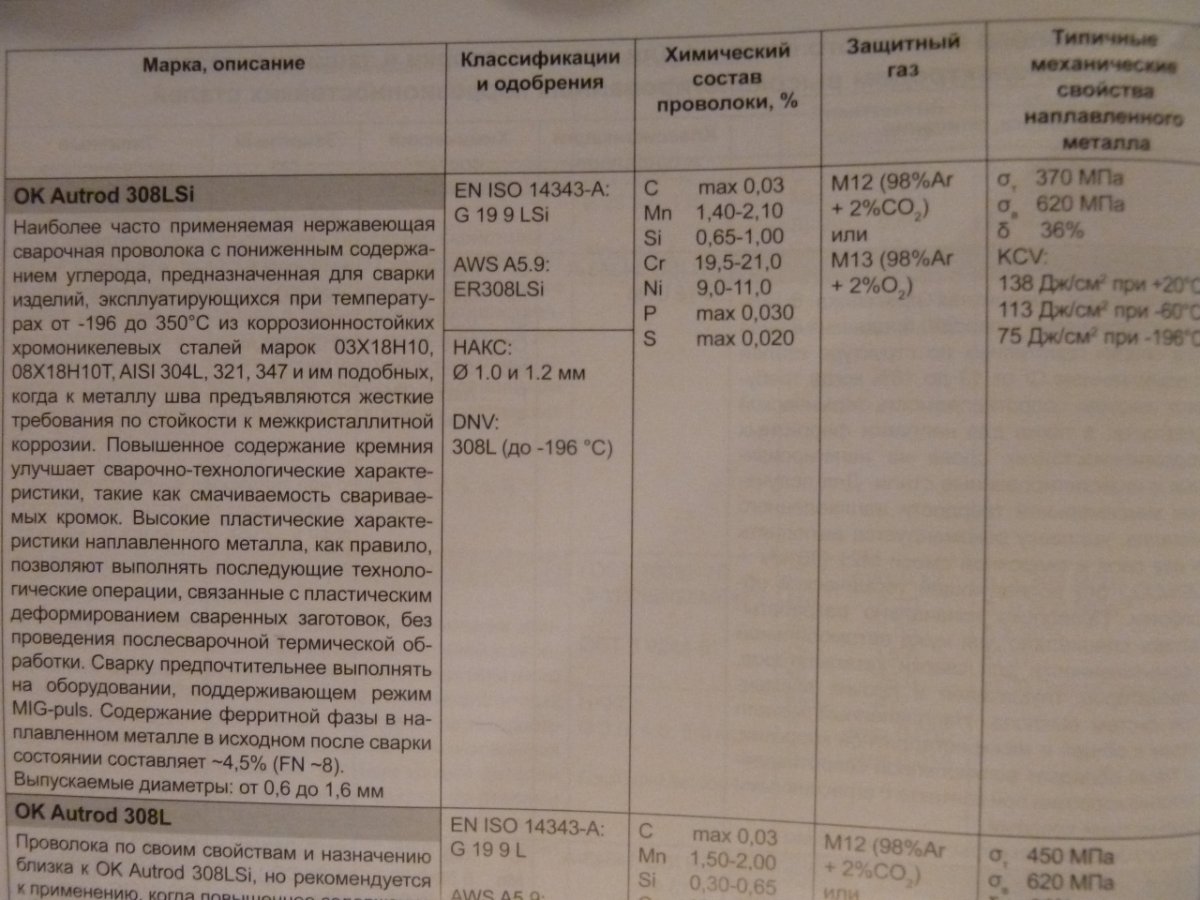
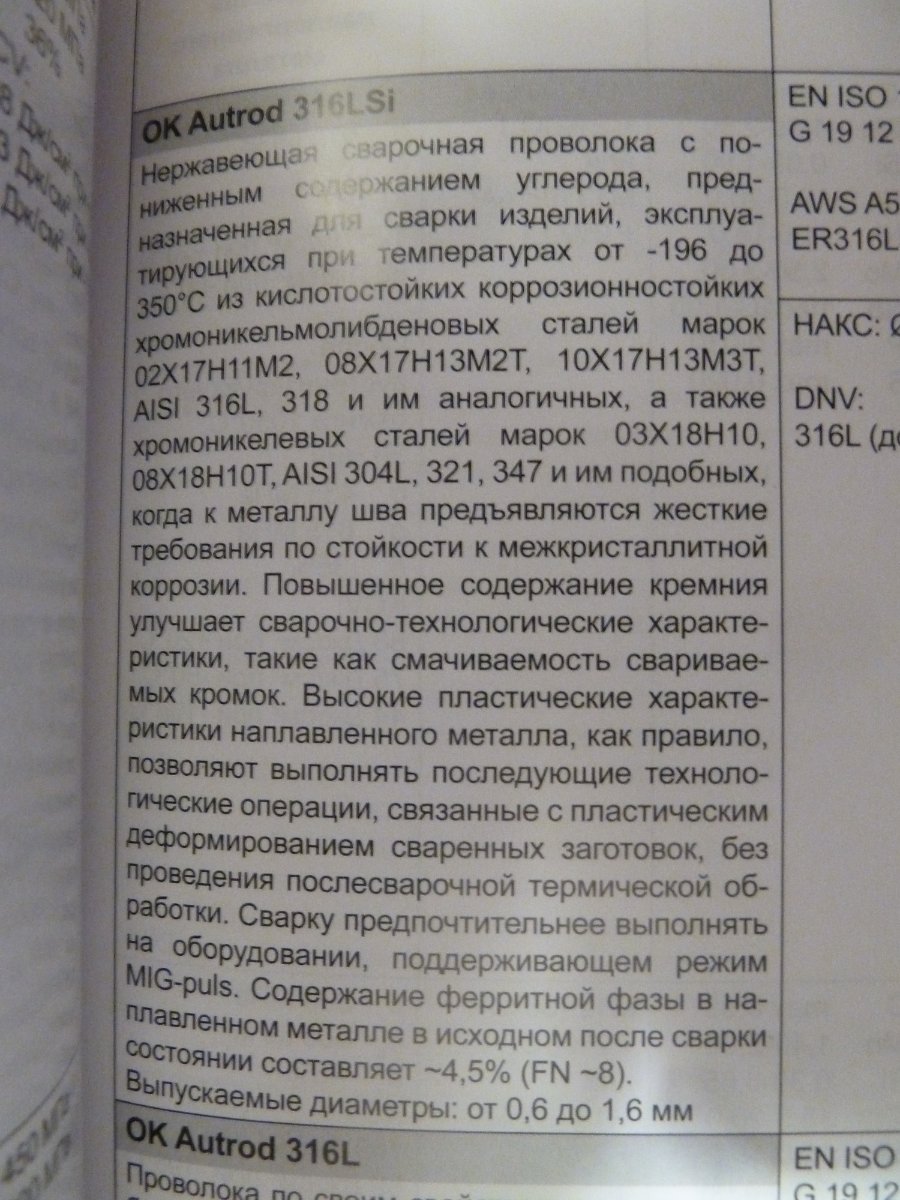
подскажите возможна ли сварка сталей 304 и 304L между собой, и какие могут возникать проблемы.
Да не каких проблем не будет , варите лучше вот одной из этих присадок .
Тему вот сюды перенести надобно .
-
1
-
-
10 минут назад, Владимир С сказал:
Это в морской воде,а бкз воды!!?,
Гальваническая коррозия более активного металла начинается в тот момент, когда две или более детали из разнородных металлов, имеющие взаимный контакт (благодаря обычному соприкосновению, или же посредством проводника) помещаются в электролит (любую жидкость, проводящую электричество). Электролитом может быть что угодно, за исключением химически чистой воды. Не только соленая морская, но и обычная вода из-под крана благодаря наличию минеральных веществ является превосходным электролитом, и с ростом температуры электропроводность ее только растет.
-
1
-
1
-
-
1 час назад, Владимир С сказал:
Допусти мо ли титановые трубки закреплять пропускать через аллюминевые пластины!!??
2 ПАРА: алюминий и все сплавы на его основе не рекомендуется и недопустимо сочетать:
- с титаном и с его сплавами
-
1
-
-
4 часа назад, Алексей51rus сказал:
Работают лет 30 + полет нормальный .
Это понятно что супер надежность ,,,,,,,,. Алексей вы работали 30 лет или только купили ,,,, спрашиваю вот почему ........
-
11 часов назад, Alex902010 сказал:
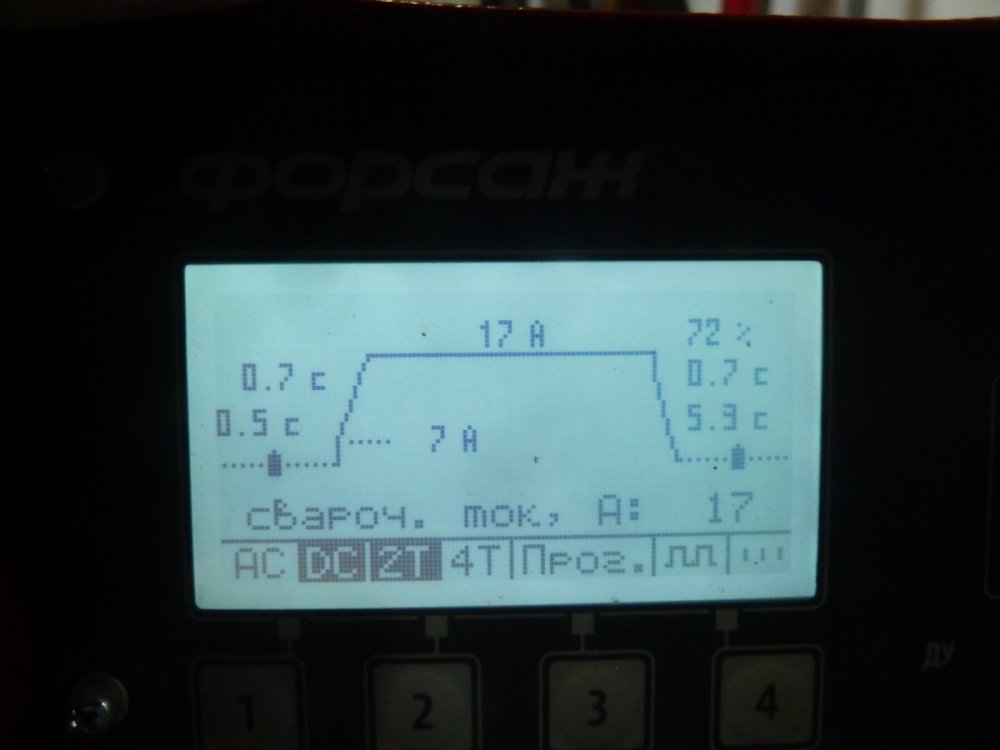
но как только решил сваривать алюминий возникла следующея проблема: дуга не загорается, постоянно работает вч поджиг. Знающие люди подскажите в чем может быть проблема.
Ну перво наперво вам следует озвучить модель сварочного аппарата , и ваши действия с ним на переход сварки алюминия, пред газ, нарастание тока , рабочий ток и т.д. , вы же только озвучили о заточки вольфрама.
Как будет больше информации , тогда и будем думать что не так с аппаратом или с настройками .
-
2
-
-
В 03.07.2023 в 18:55, Владимир С сказал:
в моём случае сталь 20 с титаном! Вопрос,надо ли контролировать нагрев титана при сварке стали к стали??
конечно надо да и защитить его от атмосферы тоже надо , то есть поддув да не кабы как , а качественный .
В 03.07.2023 в 18:55, Владимир С сказал:Может ещё какие подводные камни и нюансы есть!!??
Да подводных камней хватит и конечно надо все проанализировать , ла и что за шов у вас и как работать будет информации не достаточно даже более ее почти нет .
-
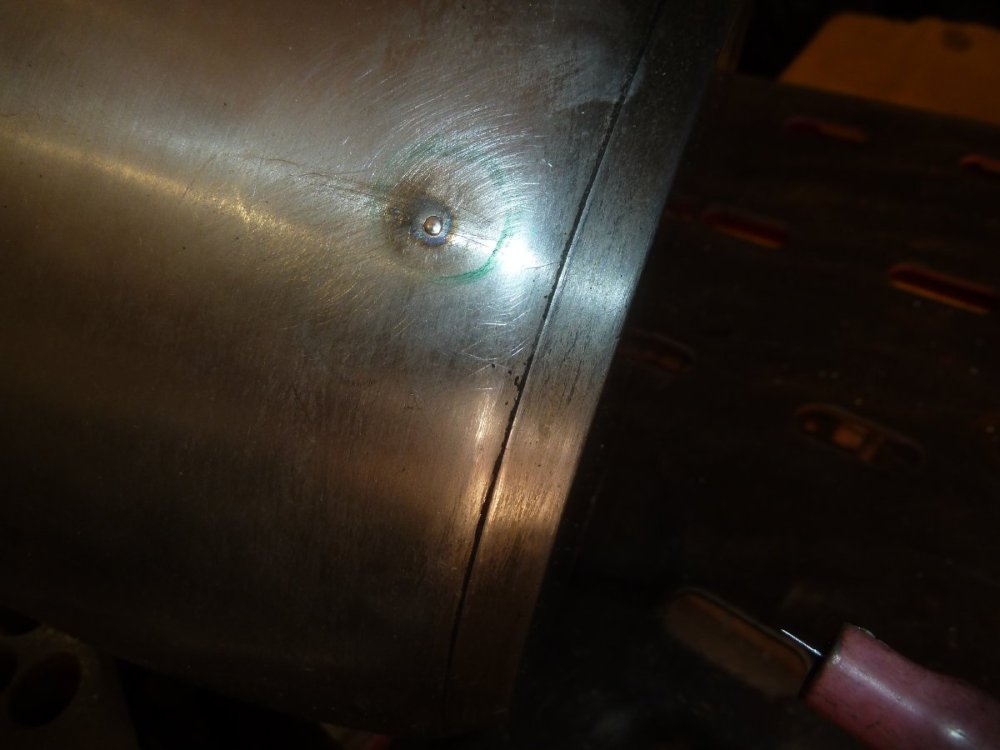
19 минут назад, Serge75 сказал:
Один вопрос возник-бак охлаждению модулей под ним не помешает?По виду большие,силовые ,с ребрами-похоже греются. Чтоб потом не было мучительно больно...
Они имеют охлаждение антифризом , ну и бак из алюминия то есть будет забирать тепло от блоков управления , тем паче с завода стоял сверху блоков пластиковый чехол и довольно толстый , вот он то точно не забирал тепло и наоборот создавал помеху охлаждению блоков .
-
1
-
-
В 21.06.2023 в 21:20, selco сказал:
Вот и электромобили в наш быт внедряются семимильными шагами , платные дороги и стоянки пока для них бесплатно.
Внедрили бак на место , заказчик хочет его еще покрасить порошковой краской .





Ну и до кучи кастрюльку нерж притащили деревенские , прогнила в одном месте , отверстие с иголку , вот тебе и нерж современная ,,,, поправили

-
1
-
4
-
-
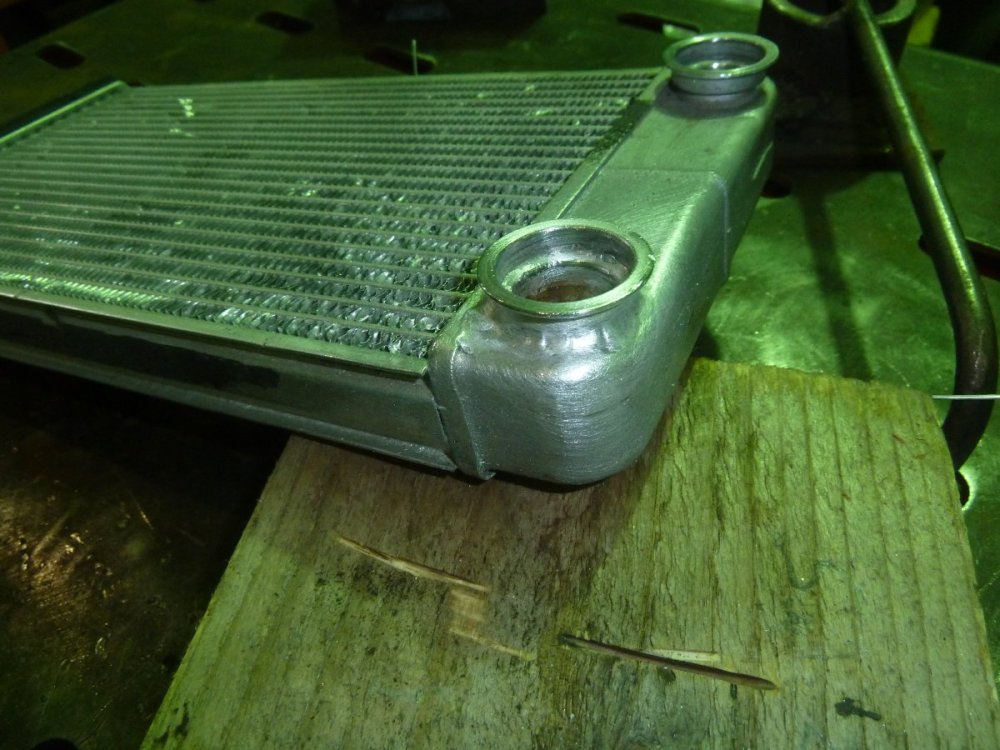
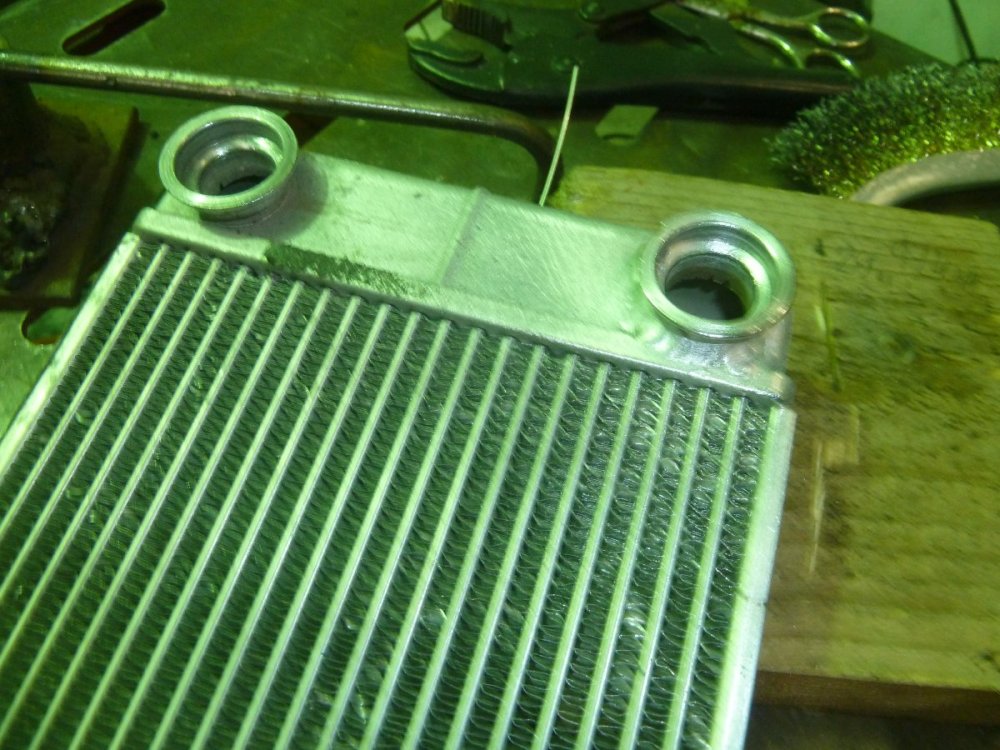
Газель , радиатор печки .




-
1
-
5
-
-
1 минуту назад, welderman сказал:
А жестко-мягко-лабуда......
Вот именно это даже начинающий полуавтоматчик чувствует "нутром", так сказать "народное понятие " , а скорость нарастания КЗ это для разработчиков ПА чтобы аппарат выдавал классные параметры ,,,,,,,, в принципе это одно и тоже КЗ и "Нутром" но вот все же сварщик всегда говорит не КЗ в м.с. а по простому дуга "очень жесткая" или наоборот "очень мягкая" или "средняя" , так что не какой "лабуды" нет
-
1
-
-
1 час назад, KirilLirik сказал:
Подскажите ещё пожалуйста про выходы с разной индуктивность, юкакой для чего?? Если не затруднит..
Настройка индуктивности корректирует «жесткость» сварочной дуги. При минимальной индуктивности снижается температура дуги и глубина проплавления металла, шов получается более выпуклый. Для более глубокого проплавление выставляют большее значение индуктивности, дуга становится «жесткой».
8 минут назад, welderman сказал:Уж сколько раз твердили миру... нет такого понятия"ампераж" , есть сила тока
Ну как это нету , да сила тока есть но она измеряется в амперах ,,,,,, и это более понятно всем ,,,, не измерять же "силу тока" на глазок то есть в слепую на угад.
Сила тока в Международной системе единиц (СИ) измеряется в амперах (обозначение: А), ампер является одной из семи основных единиц СИ. 1 А = 1 Кл / с.
-
21 минуту назад, Точмаш 23 сказал:и малых добавок некоторыхпереходныхметаллов. ---Это объяснение свариваемости.
Скорее оно так и есть , вот ВАД1 имеет очень малую но имеет добавку бериллия , у Д1 его нет .
Алюминий и бериллий — близнецы по свойствам. Даже сейчас с современными приборами и методами сложно отличить этих «братьев». Удивительно, что Луи Воклену в конце XVIII удалось открыть новый окисел. Через 30 лет получили некоторое количество нового металла, сильно загрязненного примесями.
-
8 минут назад, Точмаш 23 сказал:
Ну сколько можно об этом говорить.Допустим, каким-то образом ты приляпал все это дело. Какой процент прочности этого сварного соединения к прочности основного металла? 10%, 20%,30%?...сколько?
Виктор , но вот твой материал же говорит что стыковое соединение ВАД1 до 350МПА выдерживает ,,,,,,, это я не ради спора , а просто интересно все это со сваркой дюраля , вот выходит что не совсем все и профессора по сплавам знают и не могут разъяснить почему ВАД1 вариться даже с большим числом магния , а Д1 ну не вариться ,,,,, интересно и чем дальше в лес тем больше ???????????????????.........


















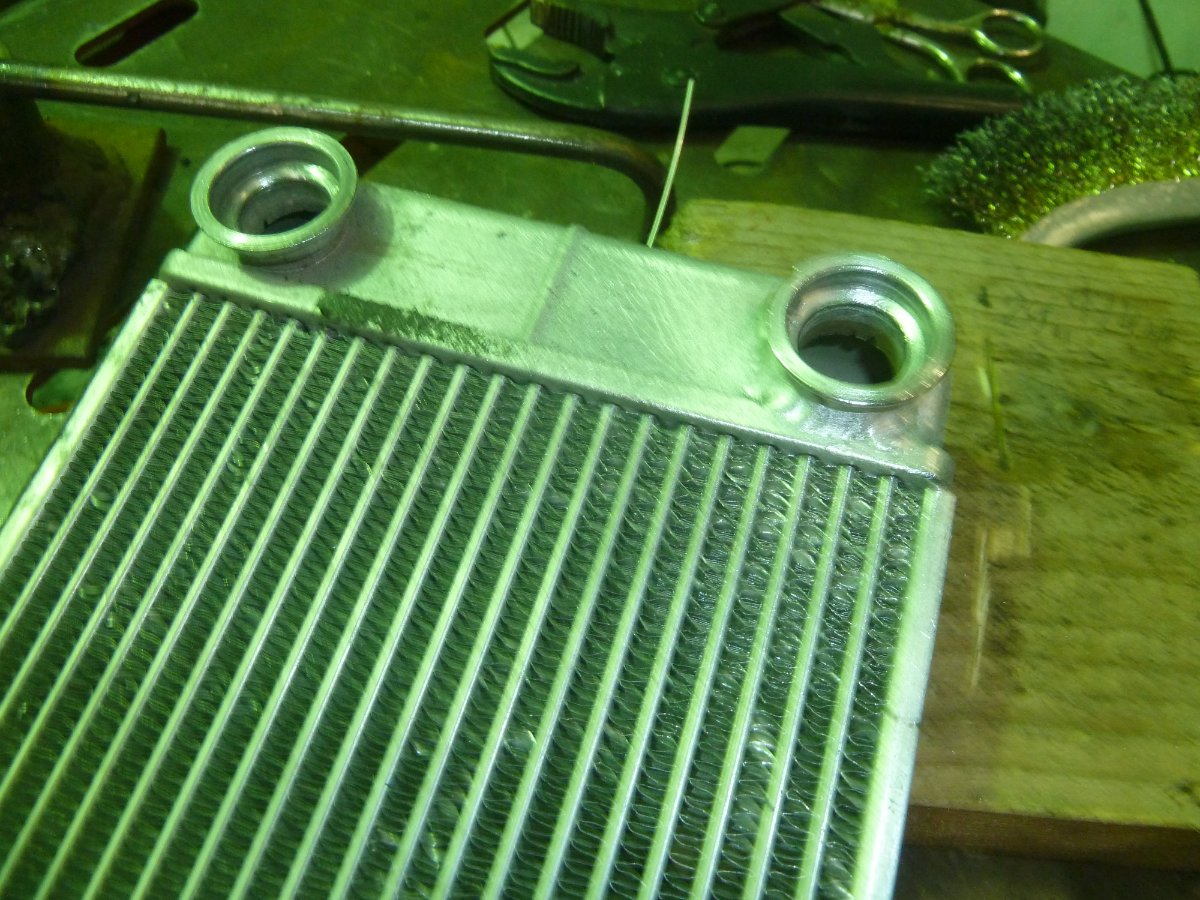

Сварка алюминиевых радиаторов
в Аргонодуговая сварка — TIG
Опубликовано
Но это "бабка" на двое сказала и можно так же на два часа застрять.
Надобно было подрезать отбортовку для комфортной работы и может часок бы с экономил .