Технолог по сварке
-
Постов
20 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Технолог по сварке
-
Доброго времени суток, форумчане! Возник вопрос выбора сварочной проволоки, аналога СВ-08Г2С, производства Кореи и Китая. Выбор стоит между Hyundai, Kiswel и Grovers. По характеристикам наплавленного вроде идентичны, по качеству пробных катушек тоже. А как в промышленных масштабах себя показывает? Кто пользуется проволоками данных марок, дайте свои отзывы. Еще интересует реальное происхождение катанки, не на одном ли заводе все катают? У кого есть инфа, подскажите.
-
Выбираем сварочную проволоку, Корея или Китай?
Технолог по сварке опубликовал тема в Расходные материалы
Доброго времени суток, форумчане! Возник вопрос выбора сварочной проволоки, аналога СВ-08Г2С, производства Кореи и Китая. Выбор стоит между Hyundai, Kiswel и Grovers. По характеристикам наплавленного вроде идентичны, по качеству пробных катушек тоже. А как в промышленных масштабах себя показывает? Кто пользуется проволоками данных марок, дайте свои отзывы. Еще интересует реальное происхождение катанки, не на одном ли заводе все катают? У кого есть инфа, подскажите. -
Надеюсь, что это Вам поможет. А у кого заказывали флюс (если не секрет)?
-
Нет! У нас установка Oerlikon, выполненная под заказ (не стандарт). Сварка одной проволокой. А у Вас сварка ведется двойной проволокой?
-
Варим листы в карту из 09Г2С и 12Х18Н10Т. У нас специализированная установка.
-
Я использую обычные дисковые фрезы на болгарку, толщиной 2-4мм в зависимости от толщины. Щетки не помогут, т.к. в корне алюминия вся "грязь" собирается и оксиды.
-
Могу посоветовать флюс Oerlikon марки OP10U. Очень мелкая фракция. На протяжении 3 лет используюю его на предприятии для сварки на флюсомедной подкладке. На сегодняшний день ничего лучше найти не удалось. Подходит как для "черных", так и для нержавеющих сталей. Единственный минус - высокая стоимость и мало кто поставляет.
-
Дело в том, что флюс для крня и основной действительно разный. Сроки хрнения в полном порядке. Режимы, на мой взгляд, подобраны оптимальные (подбирали совместно с немцами в течении полугода). Похоже, что все дело в медной подкладке, а точнее в качестве поверхности канавки. Вот единственный вопрос остается с периодически возникающими подрезами в крне шва, даже на новой медяшке. Каковы все-таки их причины возникновения я понять никак не могу. Пробовал регулировать и скорость, и силу тока, но результата получить никак не получается. Подрезы конечно очень не глубокие, но мне это не совсем нравится.
-
Длина швов от 2 до 6 метров. Чаще в районе 5 метров.
-
Проволока применяется сплошного сечения. По прижатию хороший вариант, обращу особое внимание. Спасибо.
-
Нет, это не ползун. Флюсо-медная подкладка у нас выполнена в виде медного бруска прямоугольного сечения длиной 6200мм. Эта подкладка имеет простроганную канавку, в которую в последствии засыпается мелкодисперсный флюс, участвующий в защите и формировании корня шва. Подкладка водоохлаждаемая (в ее теле расположены трубки, по которым циркулирует вода).
-
Вот фото получаемых сварных швов и дефектов на них.

-
Варим 09Г2С 3мм и 4мм, а также 12Х18Н10Т тех же толщин. Проволоку пименяем Oerlikon, для сварки 3мм диаметром 2, а при сварке 4мм диаметром 2.4. При сварке периодически возникают прожоги, а иногда непровары. Режимы и сборка при этом не меняются, а дефекты то возникают, то нет. Вот основная проблема!!!
-
Книг то я много уже перелопатил))) Но на практике все гораздо сложнее получается! Вот по этому и спрашиваю "бывалых" в этой области.
-
Поделитесь опытом автоматической сварки под флюсом на флюсо-медной подкладке!!!! Какие тонкости необходимо учесть при ведении данного процесса? Необходим ли зазор в стыке, какой диаметр проволоки, какой ток, напряжение, скорость сварки? В литерату ре очень расплывчато написано, интересен практический опыт! P.S.: Варить необходимо сталь 09Г2С толщиной 3 и 4мм, а также нержавейку 12Х18Н10Т толщиной 3мм.
-
А можете по подробнее про глюки шагового двигателя пояснить? Как обычно проявляются дефекты при его не исправности и что в нем (наиболее вероятно) может выйти из строя? Вариант с температурой листа до резки интересный. Дело в том, что листы которые сегодня резали были завезены в цех с улицы и были холодные и влажные. Резку начали не дав им прогреться и просохнуть (план горит, что поделаешь). Буду наблюдать дальше что будет. P.S.: 0,5мм на сторону - это не стабильно происходит. В ряде случаев листы с тыкуются без зазора. Бывают случаи (но редко), когда зазор по всей длине стыка переменный, т.е. кромка после резки не прямолинейная а кривая.
-
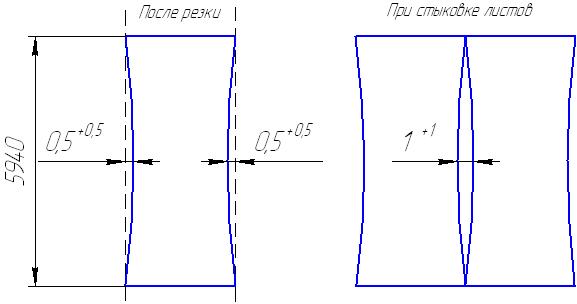
В направлении перпендикулярном стыку таких деформаций нет! Диагональ тоже в норме. Такое явление наблюдается только в середине листа (как указано на рисунке выше). Отход действительно минимальный (не более 10мм с каждой стороны). Перемычки более эффективны на толстолистовом металле, а в моем случае эффекта врятли удастся добиться. Кроме того, лишние врезания будут портить кромку детали, а этого допускать мне никак нельзя, так как перед сваркой лист никак не обрабатывается больше.
-
На ванне с водой опробовать не удасться, так как стол у нас с вытяжкой, а установить на этот стол дополнительно ванну с водой будет проблематично. Слишком большая длина и ширина листов. Может есть еще варианты? Возможно дело все-таки не в усадке? Уж слишком не равномерно она проявляется, а иногда совсем отсутствует.
-
А я грешил на механику портала. Сегодня (буквально 2ч. назад) зазор в стыке был больше 4мм. Пришлось подгнять болгаркой (стачивать края). Может подскажете как можно компенсировать линейное расширение?
-
Добрый день, форумчане! Возникла проблема с получением прямолинейного реза листов на установке плазменной резки с ЧПУ Hyperterm. При резке стали 09Г2С и 12Х18Н10Т толщиной 3 и 4мм наблюдается "серповидность" на кромках. Режимы резки выставляю согласно инструкции по эксплуатации. Режимы резки: 1. Для 09Г2С толщиной 4мм - Ток 130А; Скорость резки 5550мм/мин; Газ О2/Воздух 2. Для 12Х18Н10Т толщиной 3мм - Ток 80А; Скорость резки 2180мм/мин; Газ F5/N2 Дело в том, что прямолинейность нам очень важна, т.к. листы после резки стыкуются под одностороннюю автоматическую сварку на флюсо-медной подкладке, и при таких зазорах в стыке получаются прожоги или вогнута наружная сторона шва. Может кто-то сталкивался с такой проблемой? Будут интересны любые мысли.