

Evgen
-
Постов
588 -
Зарегистрирован
-
Посещение
-
Победитель дней
18
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Evgen
-
-
http://websvarka.ru/talk/public/style_emoticons/default/blink.gif Офигеть http://websvarka.ru/talk/public/style_emoticons/default/blink.gif
Уже вопрос поменялся???
чем лучше резать нержавеющую трубу
отрезной машиной типа фишера
 .
.Ну вообще конечно и обычной УШМ можно. По нержавейке есть специальные круги, обозначенные INOX или Stainless Steel
Можно и ножовкой по металлу
-
значит без присадки можно сварить только с поддувом?
Если варить так. чтбы без образования шлака в виде окислов с обратной стороны(что в любом случае плохо) нужно либо поддув использовать. либо получите непровар. И не важно. с присадкой или без
-
http://websvarka.ru/talk/public/style_emoticons/default/rofl.gif
ALEX74,
Уже ж разложили все по полочкам во всех Ваших темах про "нержавейку"!
ПОДДУВ пользуйте для получения качественного корня
-
Хоть вопрос и не ко мне, но у меня аппарат выдаёт на постоянке с 0А
И что можно сварить на 0А? http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif
Если серьезно, речь шла о минимильно стабильной величине при которой возможна устойчивая дуга
-
митька51, может просто кондуктор неудачной конструкции.
-
Кондукторы для сборки, даже страшно подумать.
Не на всю же скамейку целиком http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif на отдельные элементы: спинка, ножки и т. д.+ те же шаблоны на резку http://websvarka.ru/talk/public/style_emoticons/default/rolleyes.gif
-
Шаблоны очень могут помочь в сокращении времени и точности.
Я бы сказал тут больше в помощь не шаблоны а кондукторы
-
 1
1
-
-
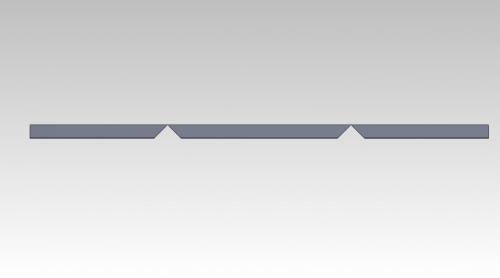
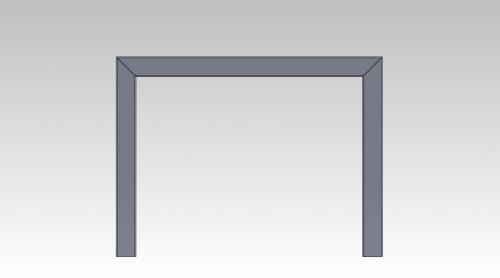
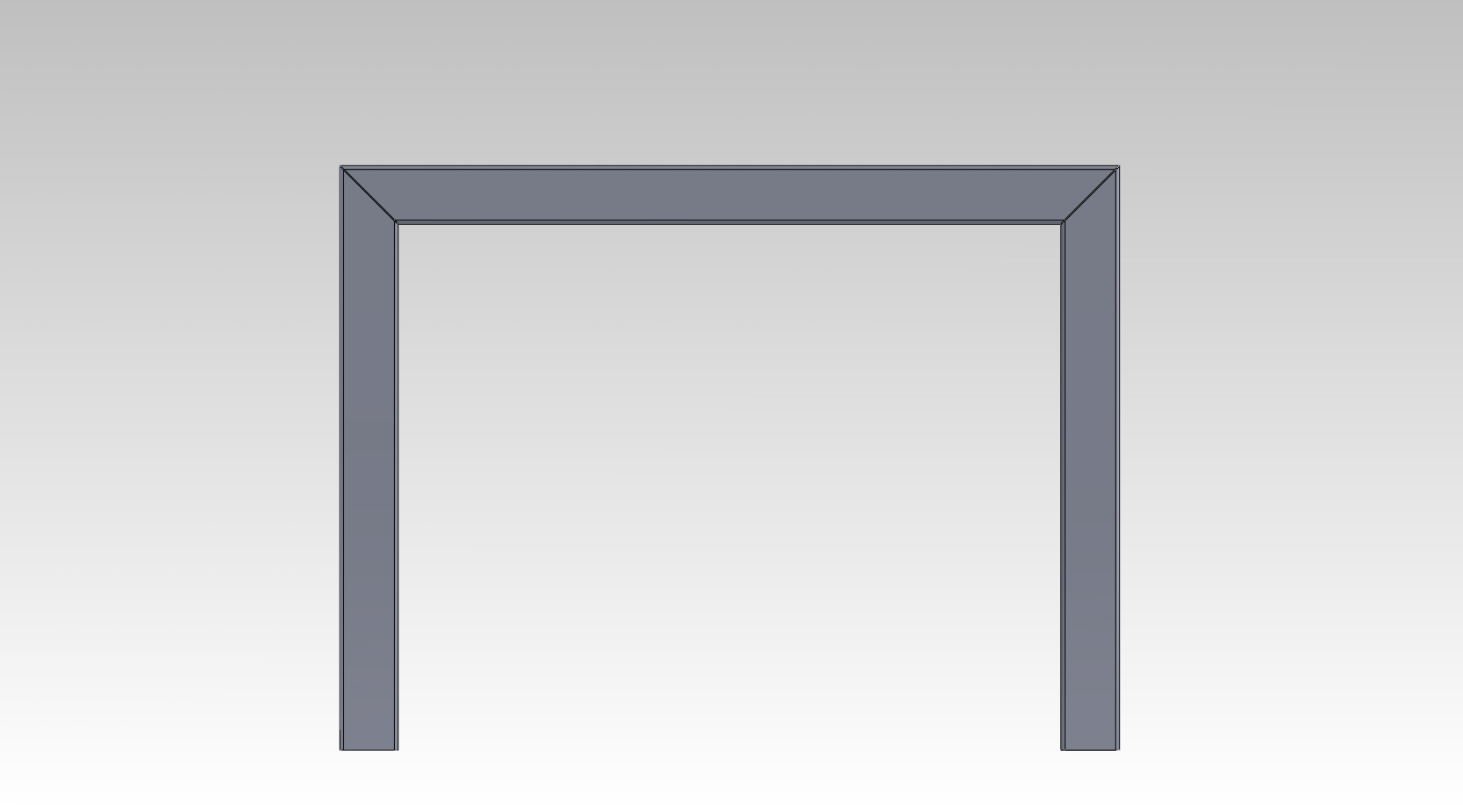
Ну да, на скамейке удобно ножки делать таким макаром.
При изгибе думаю зазор (не факт но...) будет, больше 2 мм.
Смотря как вырезать http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif Можно и "в ноль" Можно и специально зазор сделать.какой нужен. Мое дело посоветовать

-
Лепило,
Я смотрю на Ваши конструкции и у меня в очередной раз напрашивается мысль:
Не приходило в голову соединения делать не из отдельных элементов там где это возможно(например там где угловые), а выполнять путем выреза нужного угла-изгиба? Сократится к-во швов, тепловложения, упростится сборка.
-
Не верил мне и один учитель сварщиков
Просто хочу посмотреть http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif
И о таких мелочах как щетка говорить, какого материала волос должен быть По отношению к изделию считаю не уместным, тут ведь не глупые люди собираются.
Ну это и не мелочи совсем, многие и не знают, а некоторые даже убеждены, что нержавеющие щетки придумали коммерсы http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif
-
осле прохода корня не забываем про щетку по металлу
И желательно нержавеющую.
Лучше фаску снять под нож, то есть остро, стыковать впритык без зазора, задуваем, берем 1мм. проволоки и вперед
Почему бы тогда уже не делать притупление 1,5-2 и варить без зазора с поддувом, как обычную "тонкостенку"
И сварит уже кто-то 4мм стенку за один проход с внутренний и наружным формированием?
На свойства металла это ни как не повлияет в худшую сторону.
На саму железяку может и не повлияет, а вот для шва это некорошо. http://websvarka.ru/talk/public/style_emoticons/default/smile.gif
-
Кратер, какой бы он не был - дефект и точка! Ни одна аттестация сварщика не пройдет положительно уже на этапе визуального контроля при наличии кратера. Другой вопрос, как и кто к этому подходит
-
1
-
-
Также если нет уплотнительной резинки между колпачком и корпусом горелки-плохо дело. Во всяком случае на моей горелке. У меня ТБИ-шная горелка, вот такая:
На моей китайской тоже нет там резинки. и не сифонит http://websvarka.ru/talk/public/style_emoticons/default/rolleyes.gif
-
1
-
-
alek956, А то мешает устроить себе хоть тот же выходной?
-
нужно тему переименовать в "чем варили панель?"...http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif
-
с отрывом у меня получется шов хуже
Как вариант, можно вернуться на вертикал и поварить "в отрыв" Но я советую учиться без отрыва в первую очередь.
-
Блин вы тут все опытные сварщики.Я тоже хочу им стать.Но мне нада дипломироваться с 4 разрядом.Мне нуджен диплом.
Только наличие диплома опыта не добавит, тем более таким образом http://websvarka.ru/talk/public/style_emoticons/default/cool.gif
-
ALEX74,
Каким образом собираетесь стыковать? двухстороннее соединение, или фланец таки с переходом?
-
Foxtrot,
Вы меня простите конечно, но что Вы там описывали в теоретической части, не имея даже темы проекта ? http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif
-
Foxtrot,
А в чем у Вас сложность в написании диплома?
-
гратом еще называются "остатки" от резки металла на кромках... http://websvarka.ru/talk/public/style_emoticons/default/rolleyes.gif
-
Дайте советы как нужно варить! (наставник говорит сперва научись с отрывом варить, с отрывом у меня получется шов хуже)
Так Вам чей совет важнее: "наставника" или по интернету? http://websvarka.ru/talk/public/style_emoticons/default/smile.gif
-
1
-
-
И чего вы за эту плиту взялись? http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif
Кроме того, написано же было, что варили ее ТИГ установкой
-
если ток обрыва дуги будет будет достаточно высок.
Об этом и речь
Последнее то же в тему может автору помочь.
Автору сильно может помочь почитать инструкцию к источнику. пока мы гадаем на кофейной гуще

Сварка нержавейки от Alex74
в Аргонодуговая сварка — TIG
Опубликовано
ALEX74,
А что Вы хотели? С первого раза? пробуйте. тренируйтесь. По просадке экспериментурйте с расходом на поддув, скоростью движения горелки, током
То же самое и с отрезкой. Сделаете с 1000 резов, глядишь и ровнее будет получаться. плюс напильничком подработаете где нужно. Изнутри, как и снаружи там практически ничего не нужно и обрабатывать, основное-сам торец.
Хорошие-дорогие, например Georg Fischer, но цена не детская. http://websvarka.ru/talk/public/style_emoticons/default/smile.gif