

Evgen
-
Постов
588 -
Зарегистрирован
-
Посещение
-
Победитель дней
18
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Evgen
-
-
На некрутящемся неудобно танцевать?

Можно на фланцах с подшипниками. Подшипники можно запрессовать, можно на композит. А вообще в продаже есть все. Готовых не видел, но думаю. что есть. хотя найти нужный размер бывает очень трудно. Труба то поди еще и полированная "нержавеющая"
-
-
начинаю не в том месте где закончил,а приблизительно на сантиметр заступаю на шов
Я зажигаю электрод чуток дальше от замка вперед. разогреваю электрод и подвожу к замку, первую чешую ложу на полочку оконченого шва
-
 3
3
-
-
Maler, У тебя же вроде были проблемы со стабильностью неповоротных труб, а ты хочешь не научившись толком опять уйти от этого. Думается мне, если много однотипного варить, конечно есть смысл приспособы делать, но время от времени варить неповорот, даже если есть возможность облегчить процесс.
-
Maler, Это смотря на какой разряд
А где же культура сварки?

-
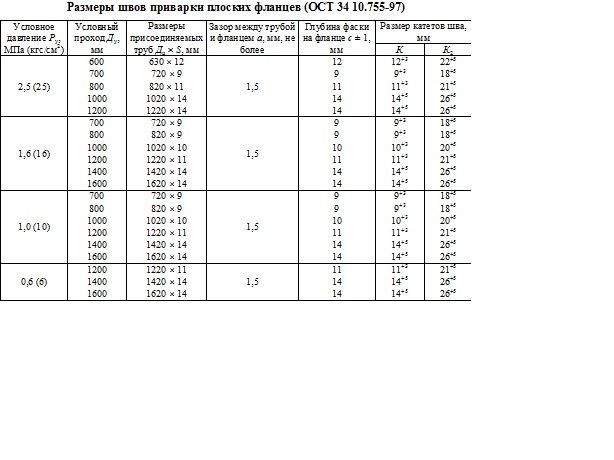
Фланцы приваривают к трубе двумя угловыми швами - наружным и внутренним
Плоские фланцы

pofigist, Да. я это все тоже когда-то читал. На практике чего только не видел. Кстати многие считают, что внутренний шов совсем не обязательно, с чем я категорически несогласен абсолютно для всех плоскофланцевых соединений. Кстати я вот тоже видел эти 7мм. Интересно. с чем связана эта цифра.
-
Maler, Скидывай конечно
С техникой сварки я уж как нибудь справлюсь, мне особо технология интереснаесли же труба тонкостенная
электрод веду на себя
тут скорее нужно наоборот, хотя можно сбалансировать скоростью прохода и положением ванны.
-
Господа трубники! поделитесь опытом по фланцам. В основном интересуют сквозные фланцы большого диаметра с короткой полкой разные варианты по толщинам. может даже и одинаковой толщины фланец-труба. Я бы варил с ответным фланцем в сборе наружный шов по четвертям, возможно обратно ступенчатым, потом, после снятия ответного, внутренний по четвертям. Катет по тощине меньшей стенки. Может есть какие-то особенности. Есть ли специалисты подобного профиля?
-
Бачок пластмассовый,радиатор,движок небольшой с "пропеллером" и кнопка "Вкл-выкл" как на сетевом фильтре.Залита водой,поднимает на метров этак на 10.Оранжевая как апельсин,цвета схожего как "Selma".
был тоже похожий оранжевый холодильничек горизонтальной ориентации, Кемппи.
-
Нет предела совершенству... http://www.shtorm-it...t/tigtick/sr17/ 240А, ПВ 60%
У меня как раз такая. Это Китай, хотя очень похожа на TBi, заявленные параметры далеки от действительности. А вот у TBi действительно есть похожая горелка 240/200
-
Если уж на то пошло, то технически это возможно.
Я не понял Ваш вопрос. скажу подробнее то, о чем Я говорил:
Абитиг 200 имеет ПВ 35% для постоянки 200А, для переменки 140.
И это максимум, что предлагает Бинцель с воздушным охлаждением. ПВ 100% на переменке будет точно меньше 100А.
-
Как раз та, о которой говорил выше
посмотрите у нее ПВ на переменке.
Сварщикам приходилось таскать за собой неподъемный блок шлангов с тяжеленной горелкой - за то "круто" фирма выглядела...
Это не круто
это дешевый вариантMykola, А есть гарантия точных параметров от производителя? я имею ввиду. что там точно будет 100% при заявленных параметрах. И долго ли работают устройства при 90-100% загрузке? Разница по цене небольшая. зато есть запас по ресурсу и возможностям
-
Я в том смысле, что на поршень хватит ПВ 35%?
мне сложно ответить на этот вопрос. потому, что поршни бывают разные. Я варил и 600мм в диаметре. Абитиг18 очень слабенькая горелка и для постоянки. Если есть необходимость варить алюминий, я бы брал горелку с холодильником(ну или самому делать ) не задумываясь. Горелку на 300А
-
Mykola, Ну так я о чем, мы не знаем для каких работ нужен холодильник. и какая вообще горелка у автора вопроса.
Если ПВ 35% на токе 200А. то 100% мне думается будет 110-120А.
-
А кто сказал. что у автора вопроса источник потянет хоть 300А с ПВ100%?
Зачем огород городить, если достаточно и воздушного охлаждения?
Достаточно для чего? и на какой горелке?
Если сварки достаточно и на токах больше 100А. , да еще и алюминий, можно смело задумываться о холодильнике
У того же Бинцеля максимум с воздушным охлаждением 200А ПВ35%
-
Mykola, а откуда взялась цифра 300А? и почему в условиях гаража нельзя варить головку или поршень например?
-
Michik, я свой менял с кислородного на аргон. Аргоновый баллон серый с зеленой маркировкой
-
Вообещ-то аргоном.
на фото баллон очень похож на углекислотный.
-
Michik, Вы что, углекислотой работаете?
-
Выбирайте, что можете, для обсуждаемого вида сварки...
Я могу много чего . Вы еще забыли про стабилизированные сплавы и соответствующую присадку. Разницы нет, какими способами этого достигают, главное, что это вполне возможно и не так сложно при определенном подходе, при этом как раз большой диапазон дает широкую свободу действий.
-
Я уже тут выкладывал для начинающих по ТИГу
Любой повторный нагрев нержавеющей стали дает межкристаллитную коррозию в ниже лежащих слоях наплавленного металла и околошовной зоне.
не любой повторный нагрев и не любой "нержавеющей" стали. Исходя из Ваших слов невозможна впринципе многопроходная сварка "нержавеющих" сталей.
-
gor85, перила можно и без поддува конечно подгонять нужно лучше. желательно вообще без зазоров, и присадки не нужно будет наваливать, и поводок меньше. Обратите внимание на присадку! Техники космической нет, варите как и все трубные швы.
-
что такое защита корня?
он же и поддув в самом распространенном случае.
прежег шва идет от дуги или от взаимодействия с кислородом
Тут скорее комплексное воздействие чаще всего дуги и кислорода.
поможет ли поддув аргоном с внутренней стороны трубы?
поможет для чего конкретно? В каждом случае нужно смотреть индивидуально. Вы хоть примерно изобразите что Вы делаете. Поддув газом с большими зазорами неактуально в основном, хотя и выполнимо при определенных условиях. В какой-то степени поддув поддерживает шов изнутри. но это не панацея.
-
окисление, окалина и поры - плохая защита шва; ток влияет только на проплавление
не обязательно. Чтобы убедиться, можно по той же нержавейке сделать проход на малой скорости даже не увеличивая ток от обычного режима, а можно еще раза два сверху. можно еще и без присадки. И даже без прямого влияния тока результаты будут весьма плачевны. Без увеличения проплавления, с помощью манипуляций скоростью и током, окалину образовать на раз! А на черной и без манипуляций током обеспечить окисление проще простого
Мангал своими руками
в Изделия и проекты
Опубликовано