

Evgen
-
Постов
588 -
Зарегистрирован
-
Посещение
-
Победитель дней
18
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Evgen
-
-
"своим телом" это без присадки?
да. без нее
А как получается мелкая чешуя? Электрод надо меньше наклонять,да?
чем чаще колебательные движения и короче шаг, тем мельче чешуя(зависит и от самих колебательных движений) , можно добиться и гладкого шва без колебательных движений.
-
Как делается замок с использование TIG сварки? Также, как и при РДС или есть другая методология?
Принципиально по-разному, ведь сами процессы разные, но суть та же сначала разогреть хорошо ванну, потом двигать ее. Нужно хорошо прогреть окончание предыдущего шва. Кроме того, в РАДС можно сваривать "своим телом" трубы с двумя замками на трубе(самый упрощенный вариант). Там нужно делать акцент и на начале первого захода и на начале второго захода.Если конечно речь об отвественных стыках и с требованиями к внешнему виду. Общий смысл в полном прогреве на всю толщину стенки и минимального растягивания этой зоны.
-
+1 за "АК5"
И дешево и сердито!
-
 1
1
-
-
только к подготовке нужно лучше относиться
похоже там не "подготовка", а "мокание" электрода в ванну

-
SSVA-180 + PU
тогда наверное SSVA-160-2 + PU
-
Очень захотелось выкинуть инвертор.....
И что же вызвало такое желание??? http://websvarka.ru/talk/public/style_emoticons/default/blink.gif
А что предприятия от электродов отказываются. Долго и дорого что ли.
корень РАДС и ММА это две большие разницы

-
какие именно колебательные движения
тут нет какого-то стандарта, делают все по-разному, и бабочкой(восьмеркой) и елочкой и круговыми. главное результат http://websvarka.ru/talk/public/style_emoticons/default/rolleyes.gif
-
Вид сварки: ПА-СО2
"полуавтоматическая" сварка в углекислом газе (MAG)
-
1
-
-
Ясно. Спасибо. А то опять я губу раскатал...
Можете опять раскатывать. Есть и у бюджетных моделей.
-
Чтобы узнать фактический ПВ нужно просто "убить" источник
Зачем же его убивать?
Это обнаружится в процессе работы, а некоторые отечественные производители проводят онлайн тесты в интернете http://websvarka.ru/talk/public/style_emoticons/default/rolleyes.gifА по теме вопроса, я бы ответил ДА! Только вот с алюминием момент не однозначный, уже обсуждали.
-
1
-
-
с бОльшим ПВ
Врядли. разве что чуть-чуть. Во всяком случае, я таких не встречал. Да и то не факт. что єто будет реальній показатель
-
Pimen555,
Насколько я понимаю, указанный источник не имеет блока осциллятора. поэтому могу порекомендовать источник такого же класса отечественного производства гораздо дешевле: SSVA 180(по нему кстати ведутся работі по внедрению ВЧ поджига). Да и диапазон токов у FIMER 20-180A для ТИГа не совсем радует
-
Изначально горелку держу сверху кисти
на буржуйский манер в большинстве случаев не очень удобно. Мне например больше удобно традиционным способом. и кнопку в нижней части горелки(это особенно удобно на трубных швах.)
-
1
-
-
Ещё вопрос,на краях надолго ли задерживать дугу?
на нержавейке. ососбенно тонкой, тем более своим телом немного по-другому. Задержвать не нужно. Я над этим моментом вообще не задумываюсь. Смотрите на ванну по ней все видно.
Так же вопрос о притуплении кончика вольфрама.До сих пор нет единого мнения.Для сварки тонкого металла стоит делать?Если да,на что влияет?
Если будет кончик сильно острый на большом токе он просто слетит в шов вот и все мнение. Чем меньше ток. тем тоньше/острее кончик для более "точного" управления дугой.
-
1
-
-
Maler, интересно, что будет с мангалом в 2мм при постоянной эксплуатации?
-
сделаю фото покажу свой вариант.
Было бы интересно посмотреть.
-
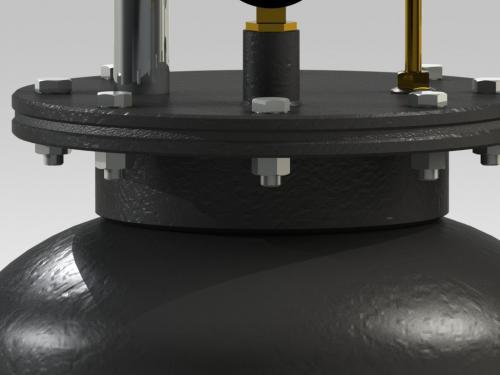
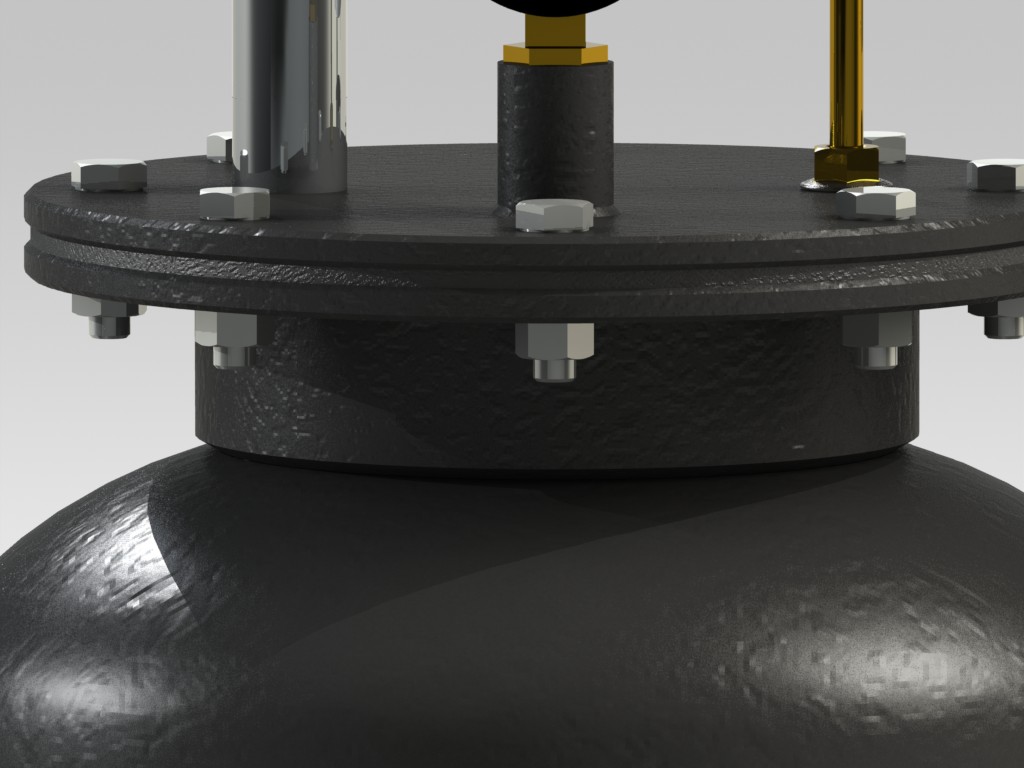
В какой программе делали?
SolidWorks
наверно автоклав собрать хотите
Да, он самый. но собрал горловину по-другому:
-
2
-
-
Konkistador,
менять фильтр. возможно еще цвет фильтра напрягает глаз. Они есть разные и соломенные и голубоватые и зеленые. других пока не встречал
-
1
-
-
работа элемента в холодное время года, ложные срабатывания, микрозадержки на высоких токах и т.д.
-
1
-
-
Я достаточно долго работаю в обычной гибкой нейлоновой маске Jackson в которой кстати легче работать на сложном монтаже(для стационарного поста не критично) с обычным сменным фильтром. Со зрением проблем не замечаю от сварки, хотя много работ на токах за 250А. А у хамелеонов есть свои тараканы кроме определенного комфорта. Тут еще играют роль условия работы.
-
Konkistador, А что Вы вообще хотите получить от маски кроме использования ее в качестве фильтра? Зачем такая дорогая маска?
-
Такого вида она и будет если "без защиты" обратной стороны шва проваривать пластину "насквозь" По фото сложно сказать однозначно. Навскидку провар в средней части более-менее стабильный, вобщем неплохо, но работать есть над чем, и еще одно НО: судя по высоте катета опять же глядя на фото. ванна в основном на вертикальной пластине. Если нет "особых" требований, нужно равномерно распледелять ванну.
Кстати здесь на форуме никто не выставлял фотки обратной стороны шва?
поройтесь в галерее швов, там есть
-
на первом если не учитывать края в принципе неплохо в плане стабильности, только присадки маловато с такого ракурса. На последнем фото объема присадки достаточно, а вот стабильности нет. Можно чуть тока больше и присадку подавать только в хорошо разогретую ванну. Еще лучше, если край присадки все время будет в ванне. а не греть ее до образования капли и потом слетевшую каплю сплавлять в шов. На третьем фото для 1.5мм "нержавейки" великовато усиление и опять же присадка подается "толчками".
-
1
-
-
Alex2x,
ток на всех образцах одинаковый?
Как с газом?
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
и там тоже
обычно около 140кг большие баллоны
без разницы, они все через определенное время аттестовываются
Экстремалы однако...
продадут