Лидеры




Популярный контент
Показан контент с высокой репутацией 22.03.2010 во всех областях
-
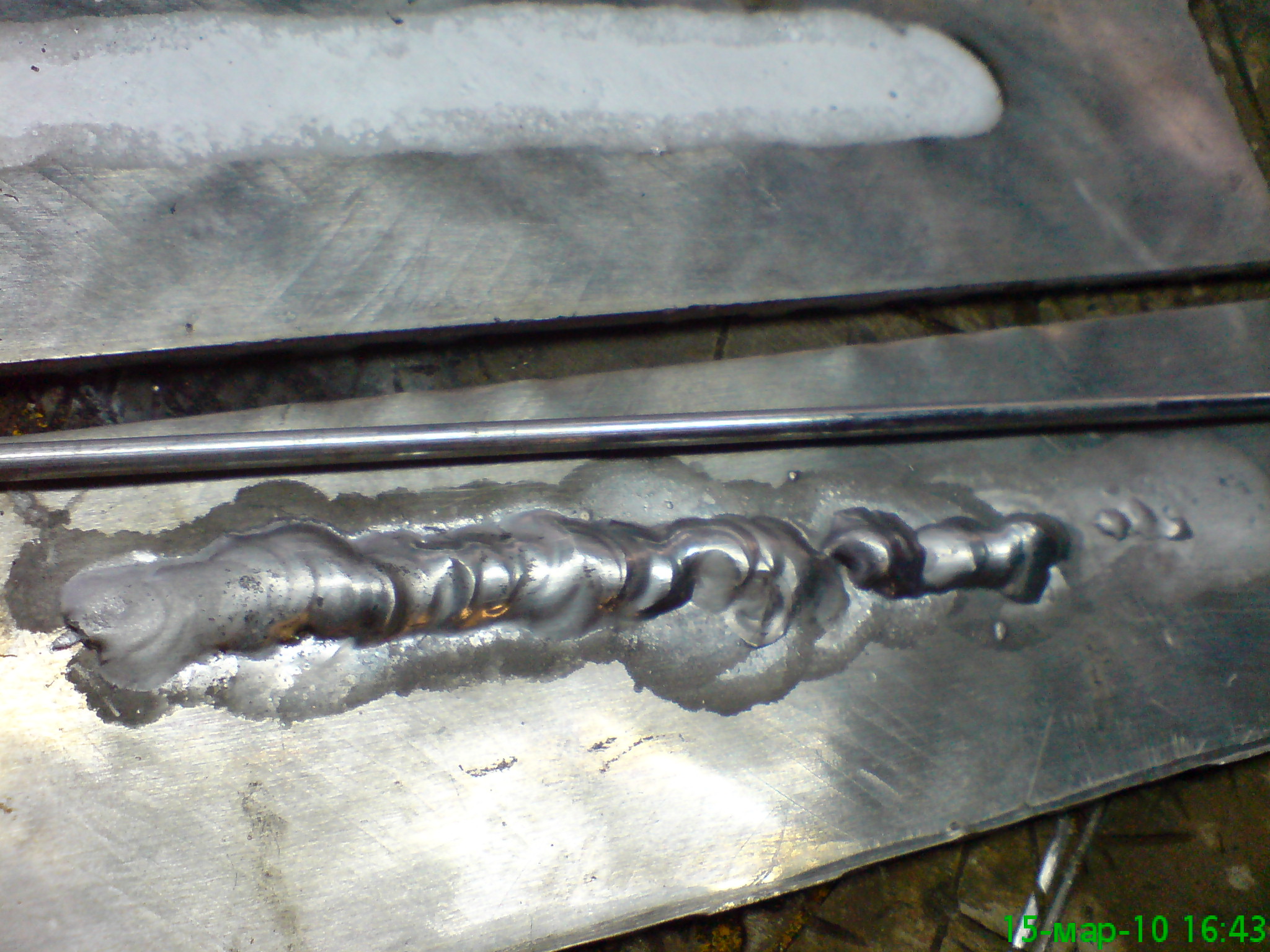
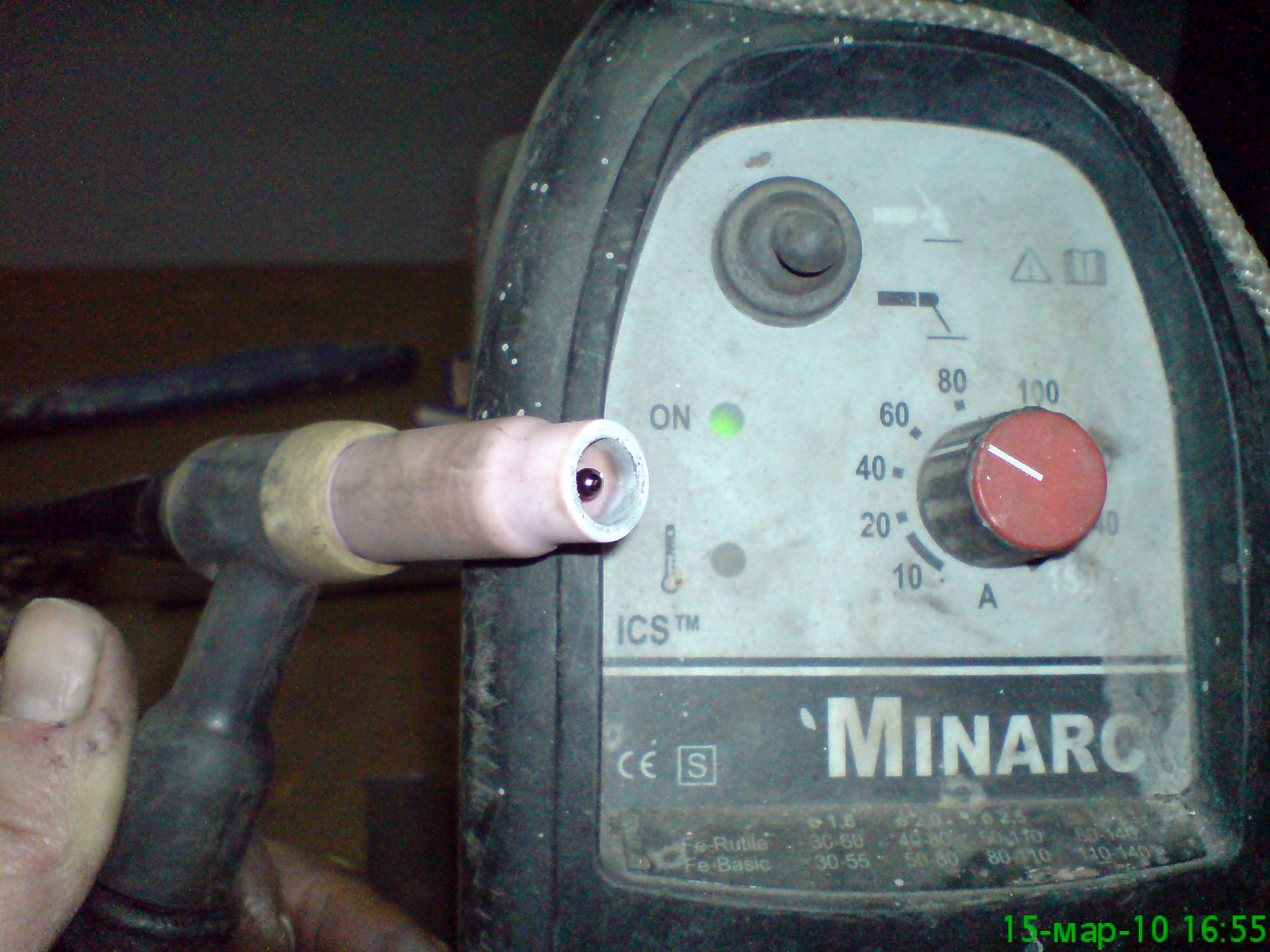
Собственно тема родилась из довольно плотной переписки (в аське,ЛС на форуме в привате и тд.) Вопросы были довольно однотипные, А поскольку я ценю время-"Время деньги-мое время МОИ деньги" попробую ответить сразу и всех(посылать ... не буду, направлять буду всех сюда). Многие купив инвертер с функцией ТИГ решают варить алюминий. Хорошее желание, и достаточно прибыльное, НО... (опять это "НО"). Широко распространенные инвертерные аппараты С функцией ТИГ- это сварка нержавейки и черных металов.АЛЮМИНИЙ варить этими аппаратами конечно можно,НО догорое удовольствие(если все расходники покупать) Не вдаваясь в глубокую теорию... Варить придется на ОБРАТНОЙ полярности(+ на горелке), в мануалах рекомендуют на Прямой(- на горелке) Необходимость изменить полярность в удалении Оксида алюминия(Аl2O3, температура плавления 2050 градусов против 660 алюминия) с помощью "катодного распыления". (выбор что почитать для самообразования за Вами- http://www.google.com.ua/#hl=ru&source=hp&q=%D0%BA%D0%B0%D1%82%D0%BE%D0%B4%D0%BD%D0%BE%D0%B5+%D1%80%D0%B0%D1%81%D0%BF%D1%8B%D0%BB%D0%B5%D0%BD%D0%B8%D0%B5+%D0%BF%D1%80%D0%B8+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B5+%D0%B0%D0%BB%D1%8E%D0%BC%D0%B8%D0%BD%D0%B8%D1%8F&meta=&aq=f&aqi=&aql=&oq=&gs_rfai=&fp=ad5b520a4f8cd276 Пишут там много и правильно, НО.. При этой полярности(обратной,+ на горелке) температура электрода намного выше чем температура свариваемого металла. И электрод будет плавится быстрее и сильнее алюминия. И сварочный ток будет ограничен. 20А на 1 мм диаметраэлектрода. Дальше на фото я покажу примеры сварки на ОБРАТНОЙ полярности. Для демонстрации был взят инвертер Kemppi Minark 152, горелка ТИГ-сопло диаметром 10 мм(большнго просто не было), электрод 2.4мм, вылет электрода перед сваркой примерно 10 мм и в дальнейшем не изменялся что бы сами могли оценить "угар электрода", фото горелки делались на фоне аппарата. Пластины алюминия толщиной 3 мм дуга горела примерно 5 сек, видно место на пластине где горела дуга-пятно это зона "катодного распыления"-в этом месте пока идет аргон алюминий чистый, без оксидной пленки. наплавленный валик, после повторного зажигания дуги и прогрева основного металла в течении 15 сек по пластине(другой) просто вел дугу для того что бы показать след от "катодного распыления" те же пластины сложены под углом 90, сварка наружно угла, длина дугового промежутка 1.5-2.0 мм. Обратите вниманиена вылет сгоревшего электрода-внутренний угловой шов положить просто не реально. попытка увеличить сварочный ток, особой разницы в проплавлении основного металла нет обратите внимание на ток(крутилка) и ка "спрятался"электрод-ушел во внутрь на 2 мм Итоги этого теста- на сварку двух пластин(условия сварки самые благоприятные), длина шва 15-18 см : примерно 1 см электрода. Сопло меньшего диаметра может просто расплавится. Цены на расходники везде разные, так что прежде чем начинать прикиньте себестоимость этой сварки( и заплатят ли потенциальные клиенты учитывая Ваши желания). Не забудьте так же посчитать стоимость расходников на Ваше обучение-сразу даже такой шов(откровенно говоря гавняный-варил,готовил и снимал в рабочее время пока никто не видел) сразу положить врядли получится.






 1 балл
1 балл -
А каким номиналом должен быть этот МБГЧ? На другом сайте советуют, что достаточно двух последовательных кондёров МБГЧ-1 0.5мкФ 500в, а какже напруга от осцилятора в несколько киловольт? И еще одно, если разница в номинале конд., если они стоят в цепи постоянного тока и переменного? Спасибо за ответ.1 балл
-
Один вывод конденсатора на "массу", друой в точку соединения моста и дроселя. Сопротивление паралельно конденсатору(хотя оно и не обязательно, я не ставил) Тип конденсатора только МБГЧ , буква "Ч" означает "высокочастотный". Правда такие конденсаторы уже не выпускаются, современные маркировки не знаю.Так что прежде чем покупать проконсультируйся.Низкочастотные конденсаторы не защитят сварочный аппарат1 балл
-
Слыш, ОЛЕГ, как тема называется? Не помниш? А ведь ты ее сам и создал. Ты сросил(пост №7,8), я ответил(пост №9) Что еще? Флуд решил развести? Не стоит. К стати сварщики (настоящие) метал варят, а не работают там где ты работаеш. Хочеш поговорить о технологии и блеснуть теоретической эрудицией? (не подтвержденной практически в силу специфики твоей теперешней работы) Создай тему, может кто и захочет там "переливать из пустого в порожнее". Но это врядли-тут как на мой взгляд больше практики собираются.1 балл
-
Вопрос как то не в тему... А может устал сегодня и просто соображаловка мал сервиссу(плохо работает)? Уточни пожалуста. Хотя если ты про это: http://www.ntpo.com/patents_welding/patents_welding/welding_294.shtml то на фабрике где я работаю это не актуально.1 балл
-
Пробежался по нету в поисках описания. Самое подробное нашел здесь: http://www.toolcity.ru/catalog/5631.html Не знаю на сколько это описание правдивое, но если все что здесь пишут правда то не советую заморачиватся с ТИГом. Этот аппарат конечно можно использовать для аргоновой сварки, но он "заточен" именно под ММА:"...функции регулирования силы дуги «Arc Force», «горячего старта» и защита от прилипания электрода." Эта выдержка из описания. Говорит она о том что в момент поджига дуги сила тока намного выше установленного "крутилкой" и плавно уменьшается до заданного в течении некоторого времени(2-3 сек) Другими словами в момент поджига дуги, когда требуется сплавить кромки ток будет завышен и возможен прожог, затем он снизится. Приловчится с регулировкой и сваркой конечно можно, но стоит ли? Хотя с другой стороны, тонкую нержавейку врядли Вам придется варить. Стоит конечно связатся с Вашим другом и уточнить какая технология сварки оговаривается в тех.документации.Иногда инициатива "боком выходит"-деньги потратите на горелку, а она не у дел окажется.1 балл
-
Инвертор Fubag 160,кроме регулировки силы тока никаких внешних функций больше нет.Черный металл варю и плачу(от удовлетворения).В паспорте написано,что возможно применение технологии(TIG).Т.е.как я понимаю можно купить горелку с узкопрофильными прибамбасами и варить.Может функции автоматические? Т.к.с этой технологией я знаком по наслышке больше ничего сказать нимогу.Очень Вас прошу просветить.По трубам будут трансп.углеводороды жидкие или газо(технологич.линия на нефтезаводе),так что качество должно быть отменное и контроль конечно будет соотв.По поводу давления сказать не могу,т.к.тех-документацию пока не видел.Просто с другой точки страны позвонил начальник этого проекта,знающий меня в деле и предложил работу связанную с нерж. и сказал что в течении недели-двух позвонит о времени выезда.Я зная его как большого педанта,больше не беспокоюсь и не беспокою.Прошу разъяснения и совета.1 балл
-
Врядли скорость сварки повысится при использовании этой технологии. Коэфициент наплавки простым электродом все же выше. Не стоит забывать и про опасность пережога при сварки корневого шва-придется мудрить с поддувом аргоном, корень варить на меньшем токе. А это дополнительное время и доп. расход аргона что скажется на себестоимости.Как к этому отнесется заказчик? К сожалению Вы не указали марку своего инвертора-есть ли у него штатный осцилятор? Самому "прикручивать" не советую-возможен выход из строя инвертера. И еще. Что по трубам будет подаватся? Какой контроль швов?1 балл
-
В принципе особой разницы нету. Просто стоит немного потренироватся для приобретения навыков. Дело в том что нержавейка при сварке ведет себя немного не так как черный метал. Самое главное отличие- разный диапазон температур точек СОЛИДУСА и ЛИКВИДУСА. У черного металла-150 градусов, у нержавейки- всего 50.... Отсюда вывод-более тщательно нужно подбирать сварочный ток. Но если есть опыт в сварке черных труб, то после небольшой практики и нержавейку будеш варить. Обрати внимание на переход сварочного шва на основной метал-он должен быть плавным, без характерной границы между швом и основой(непроплав) и естественно без "подрезов".1 балл
-
П/А и ивертеры, черный и нержавейку, изготовление механизмов для транспортировки сыпучих материалов-цепные и шнековые транспортировщики, элеваторы и многое другое... Монтаж силушей В разделе "сварочные швы" есть еще фотографии что лично мне приходится делать.


 1 балл
1 балл -
а как актуально?и чего истчо стоило дабавить к тому что вы привели в пример?-1 балл