Лидеры




Популярный контент
Показан контент с высокой репутацией 02.09.2012 в Сообщения
-
@chegevarik, Свэловские гумно! Шведские чудо!2 балла
-
Пика калённая, варить бесполезно. Разве, отпускать на термичке, варить и заново перекаливать,-и то, нужно марку стали знать, что бы термист задал нужные режимы при закалке.2 балла
-
Да покупаю тут в первом случае, в компании Энергоком-НН. Я сам снабженец, но мне хочется разобраться в том что делают не так сварщики в работе, или не правильно настроен аппарат.И еще я читал, что качество Grovers оставляет желать лучшего, и в России с нее ушли многие торговцы1 балл
-
Сварка корня и заполнение,правда пластина.http://www.youtube.com/watch?v=FgEpxT2sfp4&feature=related Вот за трубу http://www.youtube.com/watch?v=cyjooCWe4rg&feature=related1 балл
-
У нас Basic One по цене дешевле Свеловских УОНИИ. Правда производства Мценского электродного завода. А я уж обрадовался, думал импортные, купил пачку.1 балл
-
Для вертикала, чтобы быстро и с высоким коэффициентом наплавки, хороши электроды с железным порошком в обмазке 7018 это Basic One, OK-48, SE-48 и т.д.1 балл
-
но все ровно МОСТ красав4ик
 1 балл
1 балл -
@АНТОН, верхнее фото, мегаламер спёр с рекламного проспекта какой-то организации, оно мне пару раз попадалось в сети. Я таких чистых и новых сварщиков ни на высоте, ни на земле никогда не видел, даже если выдали всю спецовку новую, то фал, прищепка, кабель, маска, краги, будут старыми (нужное вставить)1 балл
-
Никаких сверху вниз. Да. Именно так.1 балл
-
@chegevarik, УОНИ 13 45, УОНИ 1355, ОК 48 00, МТГ, ЛБ52U, ОК 74 70, ЦУ-5--которые знаю и вспомнил.1 балл
-
А мы только закончили такую фигню .....
1 балл
-
Не забывайте про зазор, попробуйте для электрода 3 мм УОНИИ 13/55 сделать 3 мм зазор и 65 А ток и не спеша. Электроды должны быть сухие, так что лучше прокалить - иначе будут поры и как можно короче дуга, тогда и провар будет и шов красивый. Главное - не спешить!1 балл
-
Сварка TIG латунной трубки , толщина стенки 0,5.
1 балл
-
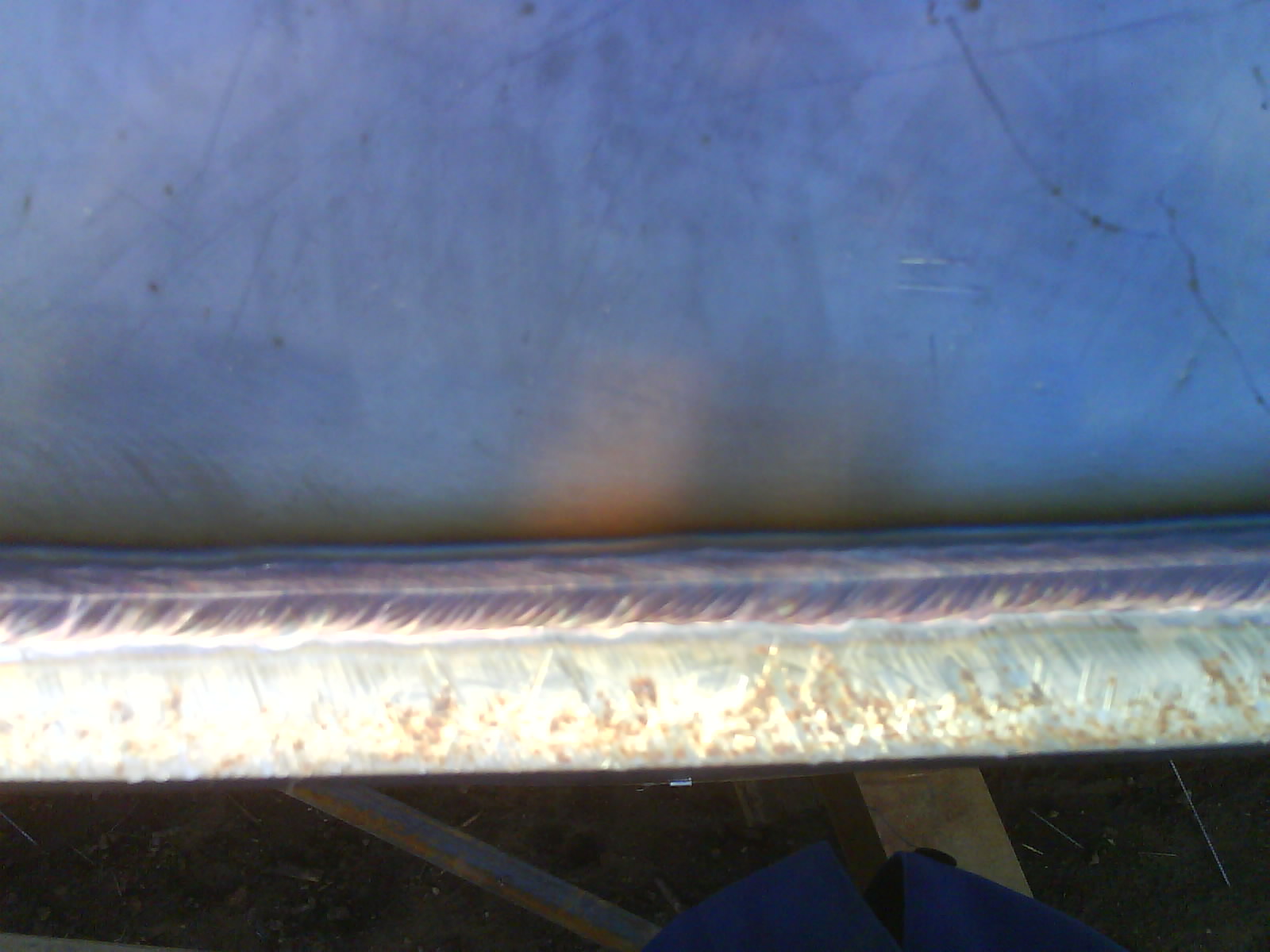
Приятель попросил отремонтировать ёмкость для воды. Бочка метра 4-5 высотой из трубы. ну может 1200 мм, стенка 10 мм. Говорит забыл воду слить перед зимой и вот порвало. Дно тоже 10 мм лист. Говорит там сантиметров 40-50 заваришь и всё. Ага! от ржавчины очистил, так она от края до края, рванина эта . Миллиметров 7-8 трещина. Блин кое как "зашил" OK-46.00 3 мм. Думаю хорошо "зашил", с проваром. Дно из двух листов было, сваренных кем то в стык без зазора. Там и порвало. Заварил полностью. Фото финиша не сделал. Вылетел от туда быстрее. Как вы работаете. Наконец то нагрел свой BLueWeld-170. Больше 20-ти электродов 3 мм на токах 90-110 ампер. Но не отключился. Толи защита не сработала то ли так надо. Но защита есть. Работал без видимых проблем. А ещё лучше было бы промыть водой бочку а не сгребать щёткой, даже потихоньку, всё равно пыль.
1 балл
-
О какую штуку нашел, даже Д/У можно ставить.
1 балл
-
РАДС от многопостового источника.
1 балл
-
Внесу свою лепту .В "материковской" рыбалке очень новичок,а в фидерной ловле так и подавно.Спиннинг отложил ввиду отсутствия рыбы в досягаемых далях.Так вот,когда встала проблема вязания поводков и было перелопачено N-ое кол-во информации,касаемо длины,узлов,крючков да способов соединения их воедно.Из приспособ облегчают жизнь крючковяз (первое фото),петлевязка (жёлтая приблуда на фото) и собственно станок (принцип узрел на буржуйском видео).Повязав поводки "на пальцах",понял,что можно и так,ничего критичного,но...Ох уж это стремление к лучшему да к стабильности .Короче,за полчаса-час изваял сие усторйство.Всё регулирующееся,разборное и компактно упаковывающееся.Ну и бонус за труды (часть улова,для жарёхи) .Ни хвоста ни чешуи! http://i072.radikal.ru/1206/a8/5980a7a7af89.jpghttp://s017.radikal.ru/i406/1206/c1/d15eba4e68c1.jpghttp://s51.radikal.ru/i131/1206/ae/4ee253cf06e0.jpghttp://s15.radikal.ru/i188/1206/15/afb372b6bbb3.jpg1 балл
-
Интересно зачем же вообще эту синергетику выдумали?А есть ещё адаптивное управление:http://www.weldshop.ru/images/material-images/minarcmig_adaptive180_panel.jpghttp://www.spawacz.pl/media/KEMPPI/kemppi%20kempact%20panel.jpg1 балл
-
Осталось от старой работы: облицовка(детали уже и не помню) http://s51.radikal.ru/i131/1105/21/cbef6d0bcdd3.jpg Корень (аргон),ф 273,присадка Bohler,2,4мм(EMK6) http://s006.radikal.ru/i214/1105/ca/0d7e1fc33e45.jpg диаметр тот же,"потолок",виз изнутри http://i012.radikal.ru/1105/5f/bef232939963.jpg1 балл
-
Всем привет, сегодня сваривал звезду от бульдозера электродом ок 6882, на токе170А
1 балл
-
Валик укорачивал , электроды Эсаб ОК 68.81
1 балл
-
Попробывал алюминий так как наши уважаемые трубники варят стали , сопло не катал - просто перемещал горелку .
1 балл
-
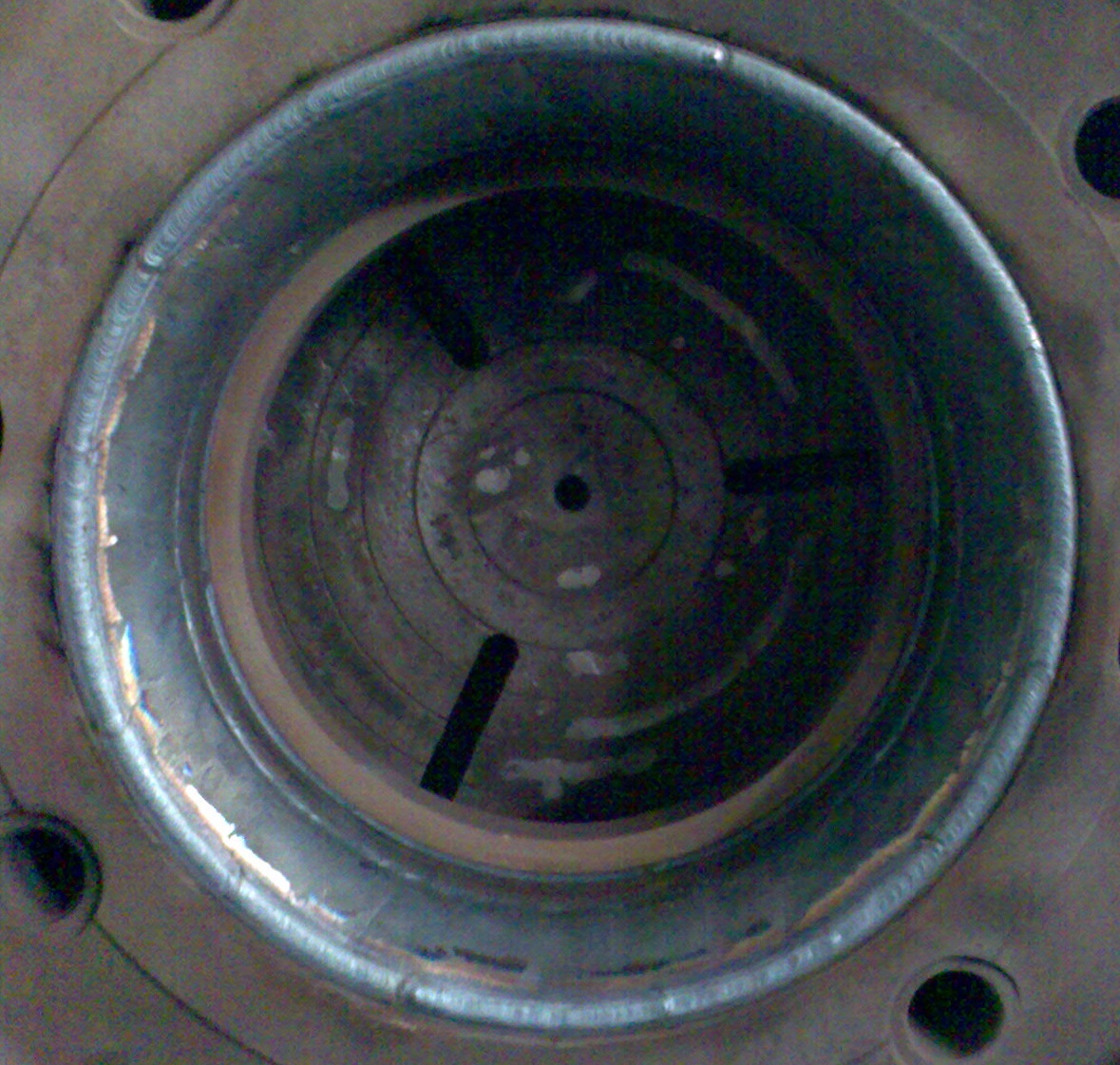
Обратной стороны, порылся, нигде фото нет, я уже давно не работаю сваркой профессионально, вот, осталось правда телефоном и только внешний вид: сварка обечайки к крышке цилиндров. Сварка РАДС, Металл Ст3, толщина 4мм, разделка общая около 60 градусов, притупление 1,5мм, зазор 1,5-2мм, ток на корень 120А. на облицовку 110А, усиление шва~+1мм, обратное формирование ~+0,5. Сварка в нижнем, горизонтальном и вертикальном положении. Присадка 2мм
1 балл
-
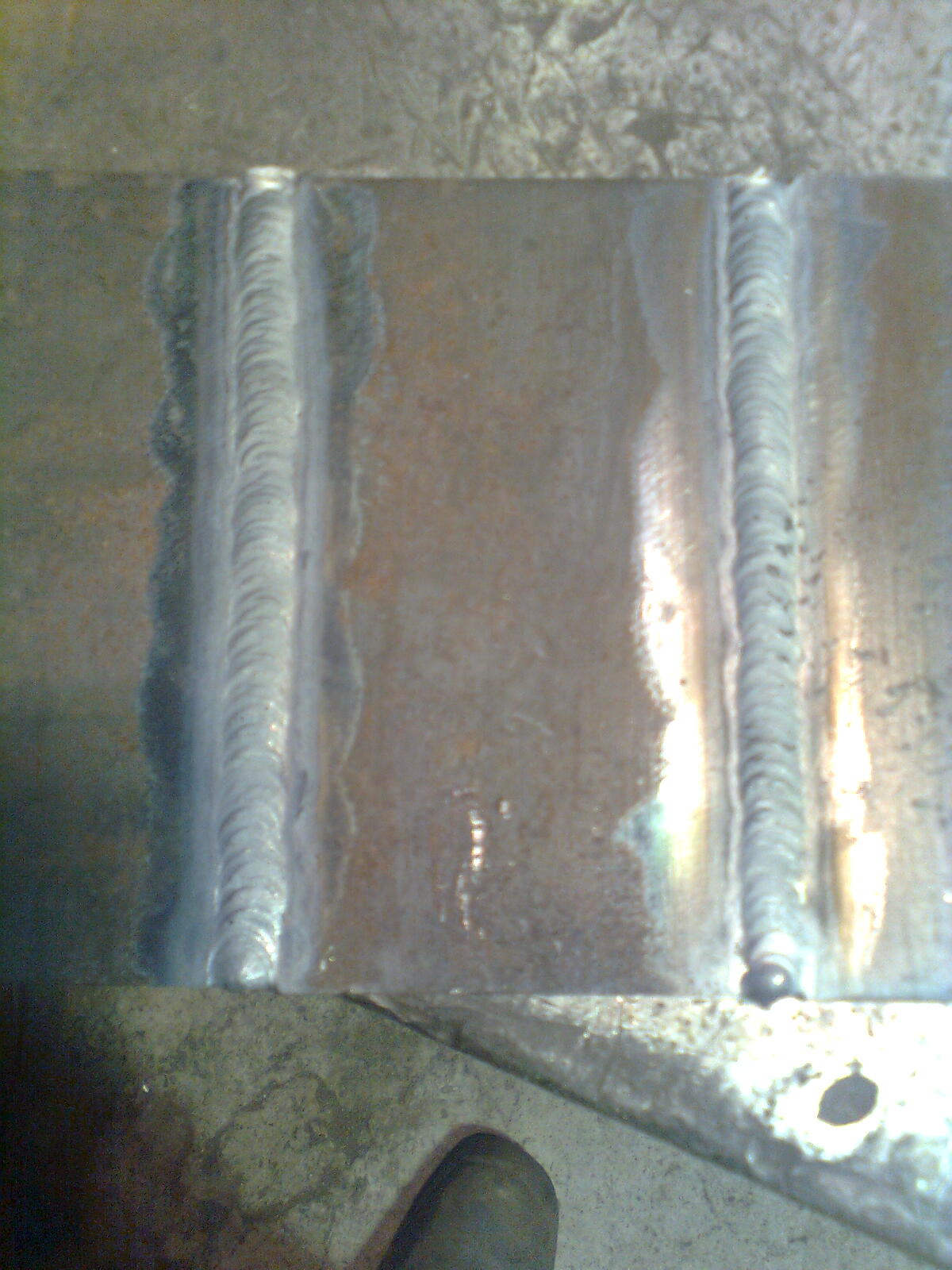
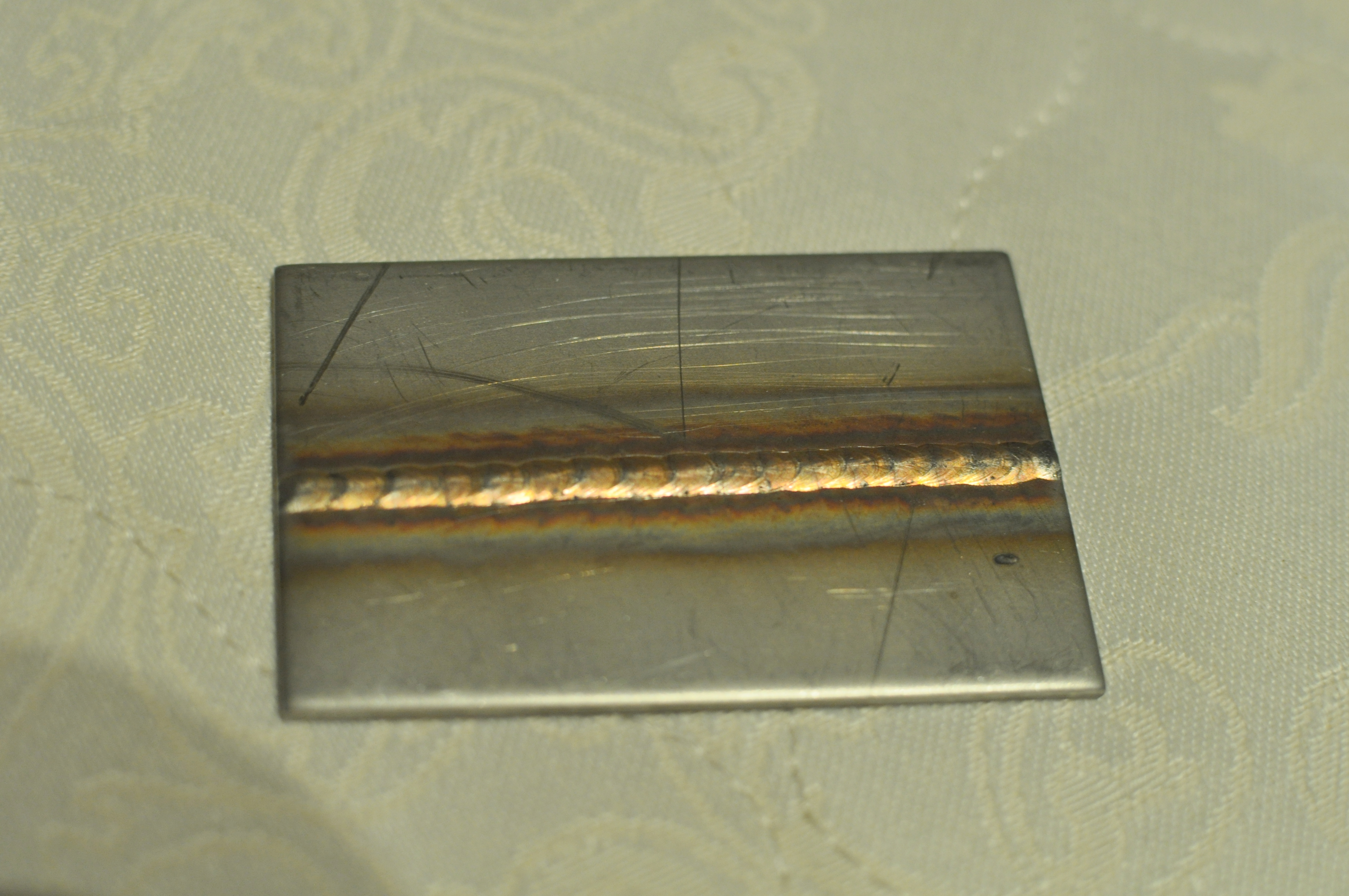
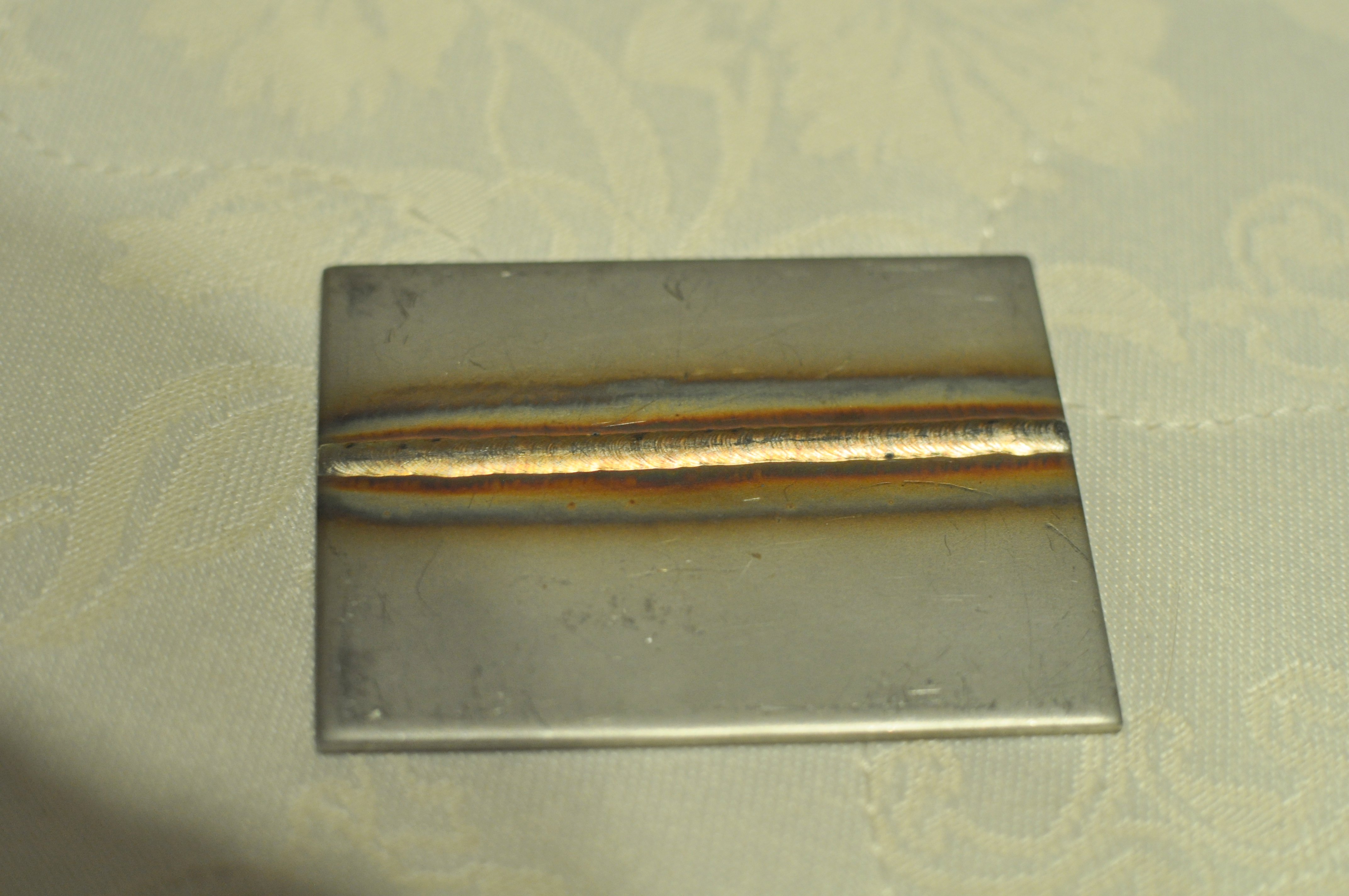
Продолжу тему, ужо больно мне понравились швы vnukа и blazen79 После переписки с blazen79 подкорректировал технику(за что ему огромное спасибо) Вобщем вот что вышло:- вроде оно, а вроде и нет?! Чернуха 5мм без разделки в зазор 2мм. Задачу поставил проварить корень с формированием обратного шва. Варил в два прохода. Хотелось бы услышать: 1.кто какие ошибки видит(по внешнему и обратному) 2.наиболее вероятные причины 3.способы устранения Может кто сделает с разделкой кромок, или в один проход.
1 балл
-
Особо не заморачивался съёмками,всё что есть от той работы. http://www.youtube.com/watch?v=zDV47tcOgII Прокоментирую. 351*36, 12х18н10т,на усу, крень РАДС, заполнение РДС (эа400/10т)1 балл
-
Ну во и я свае художество прилеплю http://s51.radikal.ru/i131/1101/79/d7e28515f3a4t.jpg http://s014.radikal.ru/i327/1101/54/72d41c631d9bt.jpg http://s015.radikal.ru/i332/1101/c7/80a2e3a640e0t.jpg http://i041.radikal.ru/1101/52/3a93bda93c4at.jpg http://s012.radikal.ru/i319/1101/a1/30736fce65e5t.jpg1 балл
-
Сталь20 ДУ 50-89
1 балл
-
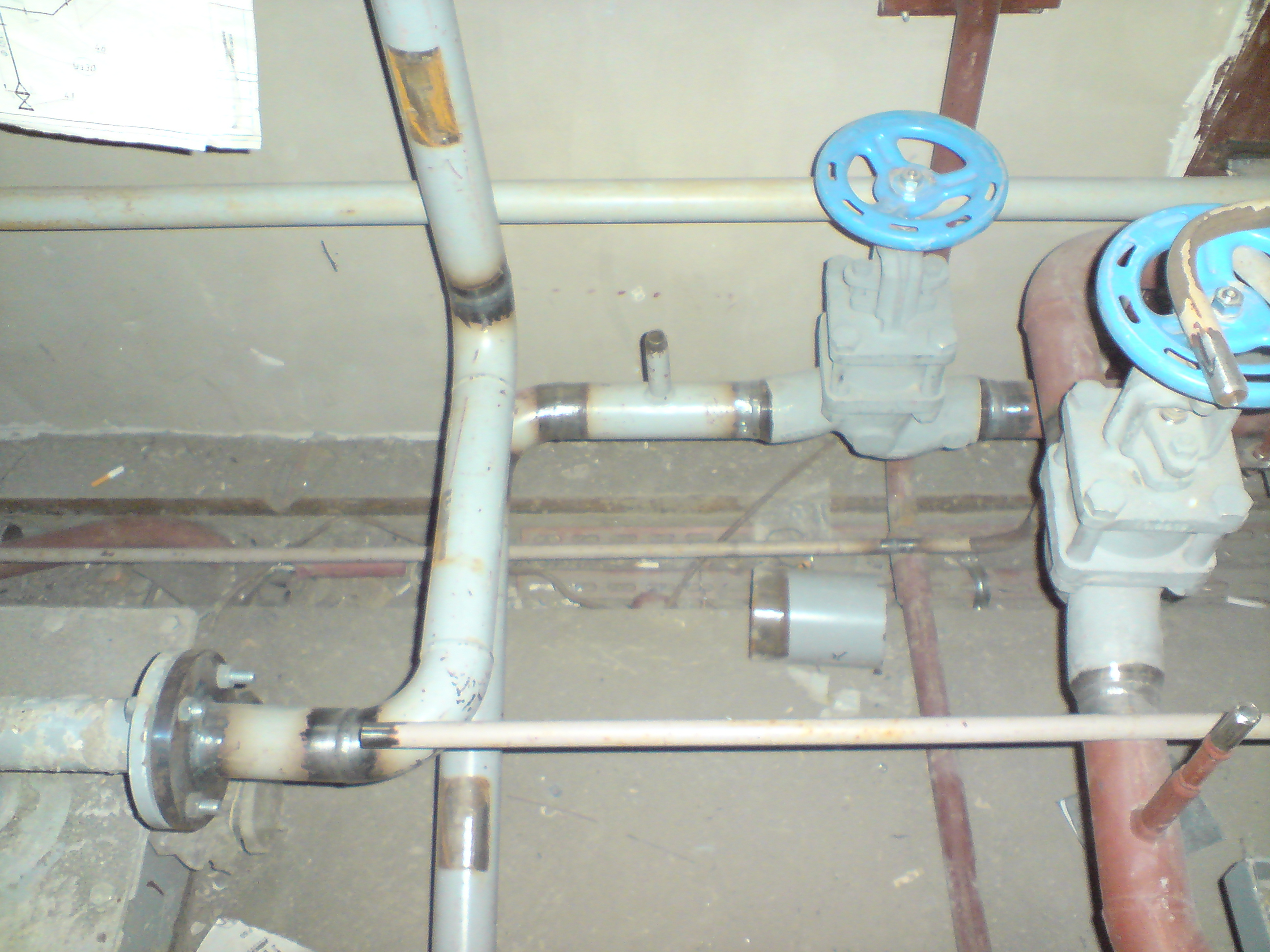
Варил ограничитель давления, получился такой шов. Не по правилам правда, но с другой стороны, не то давление там (всего лишь отопление). А так катет на фланце должен быть больше, чем на трубе.
1 балл
-
да земляк,сочувствую(((день дрянь.... сколько сварщиков не встречал,все курят,просто иногда надо чем то себя занять в перерывах между работой,а если еще и на нервах(то тут то там скручился как буква зю,да еще и током дернуло,да еще и потекло в итоге и сново в позе зю перевариваешь),то волей неволей закуришь, зато не пьющих очень мало,лично сам не пью,в очень знаменательный праздник могу позволить себе фужер шампанского или вина бокал, но водку бррррр на дух не переношу,пиво тоже очень редко пью раз в месяц или в два, стакан выпил и больше не лезет)1 балл
-
Сегодня привезли кп ВАЗ 09.Завели двигатель без внутренних шрусов,результат..
1 балл
-
Фото деталей, наплавленных во вращателе полуавтоматом. СВ-08Г2С.
1 балл
-
В ускореном темпе сегодня . В два аппарата.
1 балл
-
Вот сегодня еще вварил под заборник отверстие не снимая бак .
1 балл
-
Бак топливный Brima315РAC/DC , 110A , АМг-5
1 балл
-
Опять бак с грузовика.Соляра слита,заливная горловина заткнута пластиковой бутылкой,отверстие датчика уровня тряпкой,углекислоту подавал через сливное отверстие.Прошу строго не судить за красоту шва-дрожали руки,т.к. все равно стремно было варить.Был секундный эффект вспышки в баке но углекислота отработала на все 100 процентов.
1 балл
-
Сплошной литой шов в потолочном исполнении 1,5 мм. толщина пластины, вторая чешуйчатая в вертикальном исполнении, способ-скачки(полумесяц), для того, что бы не было перегрева металла, 2мм. толщина пластины. И 70 труба пищевка 2мм.
1 балл
-
500. 2.Стык аргонодуговой. 3.Полуавтомат в чистом аргоне с сплющенным соплом для более лучшей защиты для угловых соединений. Экономно . Фишку плющить придумал сам, сопла изготавливал токарь на выходе внутренний диаметр 22мм., когда стандарт идет 15. Одно овал другое круг большим диаметром и варите полуавтоматом в аргоне даже не порошковой проволокой. Защита хорошая.
1 балл
-
3 разных способа, первый дальний без колебательных движений, второй лодочка(в право в лева)третий бабочка или как еще называют "восьмерка"
1 балл
-
Горизонт
1 балл
-
Трех сотки.
1 балл
-
Электрод. 6 лет профессионально не варил им, все на аргоно дуговой и вот результат без тренировки.
1 балл
-
Ну и вварка предыдущей детали в корпус транспортера света было маловато, фото несколько темные -снял как можно ближе-вертикальный шов ТИГ, слева(слегка изогнутый) П/А
1 балл
-
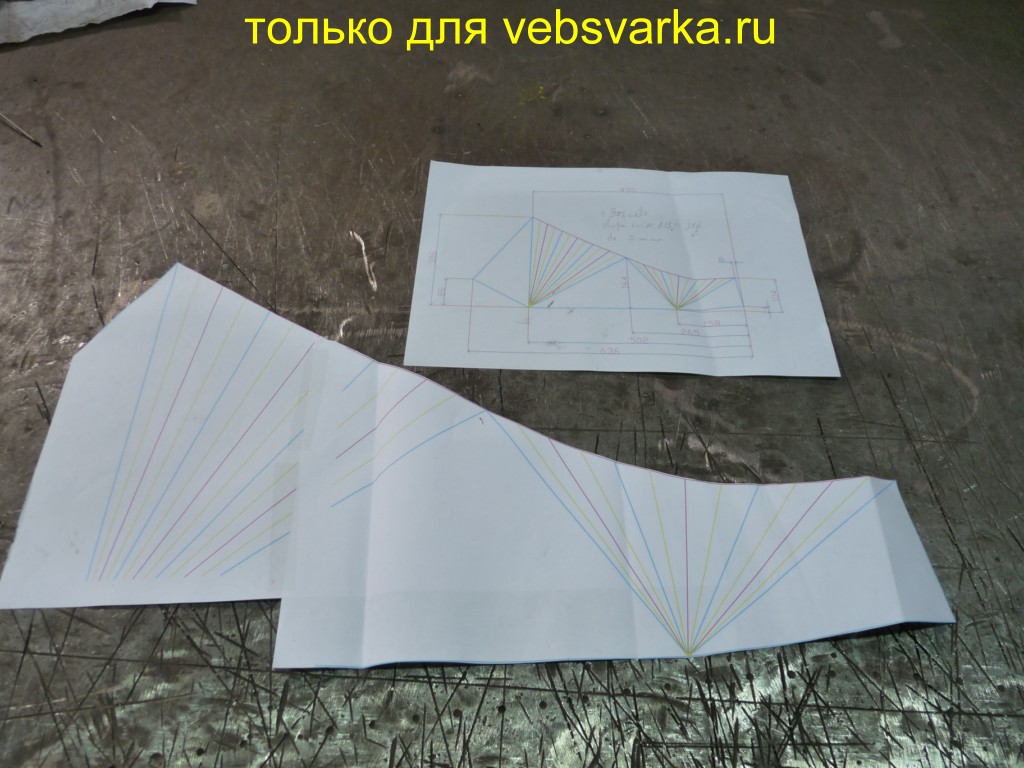
Что то отупел я здесь, слова начал забывать... В общем этот девайс вваривается на выходе траспортера и соединяется со следующим узлом технологической линии(здается высоконаучно и запутанно выразился, но думаю все поймут ) -чертеж и выкройка в реальном размере вырезанные заготовки(гильйотина и плазморез) дальше процес изготовления Сварка ТИГом, Переход с круга на прямоугольник 60А с проваркой с двух сторон, прямоугольная часть варилась на уголке-легче выдержать 90* и теплоотвод хороший, но ток пришлось ставить около 100А, толщина нержавейки 3 мм
1 балл
-
Здесь фото корпуса без дверок и с дверками как дополнение к предыдущему посту
1 балл
-
Заготовки для транспортера: трубы для корпуса, елементы шнека и смонтированный шнек(тодько на прихватках) это уже полность сваренный шнек из таких элементов собирается шнек на полу корпус, вырезаны окна для дверок и приварены усилители корпуса
1 балл
-
Но это самые большие трубы у меня по работе, а так в основном мелочевку варю.
1 балл
-
Немного нержавейки
1 балл
-
Года два наверно будет. Вот сегодня собрали бандуру
1 балл
-
Вот немного нафоткал, толщина от 5ти до 10мм ток от 170до 217
1 балл
-
Мы конечно не летчики...но сверху видим всё,ты так и знай http://phoca.narod.ru/weldphoto/skyweld0.JPG http://phoca.narod.ru/weldphoto/skyweld1.JPG1 балл