Лидеры




Популярный контент
Показан контент с высокой репутацией 21.07.2012 в Сообщения
-
на счёт розы .... шипы то вниз )))) когда я делал мне мой коллега проспорил сотку )))) а вот и мои изделия ... ещё есть авианосец , подлодка и всс-ка , делал сыну но он не часто с ними играет --тяжёлые )
 3 балла
3 балла -
Может это и к лучшему? Вчера залезает ко мне в "берлогу" молодой парнишка и завидует:"У тебя тут хорошо,лёжа на ватнике варить можно.Надоело мне уже на коленках ползать".Сразу предлагаю ему обмен - он сюда,а я на его место.Витя взвешивает что-то в уме и отказывается:"Не-е,я лучше у себя поварю".3 балла
-
Маятник Yamaha V-Max . Задача была удлиннить на 180мм и придумать и изготовить усилитель.Поменял в итоге и дропаут колеса( на цельнофрезерованый).Оч долго мучался с развалом и схождением колес((. Но вроде как удалось победить) http://s44.radikal.ru/i103/1207/7c/1ec56cb07e5e.jpg http://s42.radikal.ru/i095/1207/04/e4c9d855b246.jpg http://s019.radikal.ru/i618/1207/66/6c911841aff8.jpg http://s017.radikal.ru/i444/1207/04/f774206ca4b3.jpg http://s58.radikal.ru/i162/1207/8b/6ebb72e330ec.jpg http://s011.radikal.ru/i318/1207/ed/7d2b0ac06451.jpg http://s11.radikal.ru/i183/1207/7c/5b1bd5de4868.jpg http://s56.radikal.ru/i154/1207/39/fb73df21eb55.jpg потом пескоструй,и покраска))2 балла
-
Нет, не МЛ. Неделю назад с таким же горем столкнулся, тоже бензопила нонаме. Никакой зелени, чистый, гладкий шов без копоти, хорошее сплавление, при остывании никакого треска. Но ломается от легкого усилия, излом крупнозернистый.2 балла
-
Домкратишь колесо,подставляешь шило к середине протектора и крутишь колесо.Шило рисует линию, от неё меряешь, только на одной высоте от пола,впереди и сзади колеса. Я так схождение делаю на ГАЗ-ах и ГАЗ-елях.2 балла
-
<p> + аргон (не менее 4 обьемов бака + риск (и незаряженное ружье стреляет раз в год) + гарантия на сварочный шов в течении полугода (переварка бесплатная)2 балла
-
Литейные силумины (Силуми́н — сплав алюминия с кремнием. Химический состав — 4-22 % Si, основа — Al, незначительное количество примесей Fe, Cu, Mn, Ca, Ti, Zn, и некоторых других) прилично свариваются, только нужно соблюдать очень чётко тепловой режим и варить на пороге плавления и не выше. Без горелки ап даун или д/у это довольно сложно сделать особенно на разнотолщинных изделиях(поддоны, корпуса ...) . При определённой сноровке и опыте получается довольно качественно. Чем больше содержание цинка в силумине, тем хуже он сваривается(например АК7Ц9). ЦАМ варится ещё хуже. Удачи в освоении силуминов.2 балла
-
Привет с Амура от нашей касаточки-скрипуна.
1 балл
-
Здравствуйте, nils190. На нашем заводе, оборудование только Fronius и Kemppi, машины этих двух брендов, регулярно выходит из строя, так что не убиваемая техника - нет ! Может быть, немного не по теме, но так как вы являетесь представителем Kemppi, может быть сможите ответить на следующий вопрос,для настройка баланса MasterTig MLS 2300 ACDC.В сварке TIG на переменном токе, баланс регулируется только в диапазоне от 0 до -50%, при вращении потенциометра вправо,шкала остается до 0, в инструкции написано, что баланс можно регулировать в диапазоне от (- 50 ... 0 ... +10%) Исключаю что это машина повреждена, ,на заводе, есть другой такой машины который ведет себя точно так же.Вы,можете ли мне поможет? Могу ли я сделать установку например от (Функции Set-up) или других настраиваемые параметры , чтобы иметь возможность регулировать баланс в положительном диапазоне . Я спросил, и в других форумах, но до сих пор никто не может ответить мне!1 балл
-
Ребят, если я не ошибаюсь и правильно запомнил слова нашего гуру мастера то алюминий можно варить не на инверторе а на трансформаторе т.к. переменный ток разбивает оксидную пленку алюминия. Вот так, если честно то сам не пробовал и некогда не видел, так что не очень уверен.1 балл
-
Вот это верное решение.Выздоравливай!1 балл
-
Хоть какая то герметичность Герметичный контейнер1 балл
-
В пределах пары штук.Я себе пару лет назад прикупил.Трансформатор на 36 В достать тоже не проблема.Температура 150*С. Вот навскидку ссылка http://www.lingas.ru/electro/?p=11537387491 балл
-
Термопенал купи,благо он не так дорого стоит,и все проблемы решатся.Ну,или на крайняк,герметичный тубус.Открыл пачку новую и туда её.Достал электродов на свои нужды и снова "на замок".1 балл
-
посмотрев схему по внимательнее увидел что кондеры кажется 2х200мкф подключены как раз после диодов но для хорошего результата ёмкости явно очень мало да и та от времени могла высохнуть.так как силовой выход у аппарата один производители решили проблему коммутации пуска и сварки установкой симистора (всего на 80ампер при том что надо было ТИРИСТОР и ампер на 150????).Рас кондеры есть значит Uх.х.не подымется но добавить ёмкость не помешает .Отечественная бытовуха всегда отличалась не доделками и урезанными параметрами по сравнению даже с нормально сделанными самоделками.1 балл
-
У меня есть отличная малогабаритная пропановая сварка. Просто хотелось бы иметь такую-же ацетиленовую. Иногда требуется подварить кислородные трубопроводы (медь 20 мм) или заварить отверстие в корпусе компрессора кондиционера. Большие баллоны таскать облом. А насчет картриджей, так у нас 1430 год на календаре. Спасибо за предостережения. Во время войны директорский сейф вскрыли без всякой сварки. Калашников лучше любого резака!1 балл
-
Рекомендуется blazen79 к рассмотрению в качестве аватора.
1 балл
-
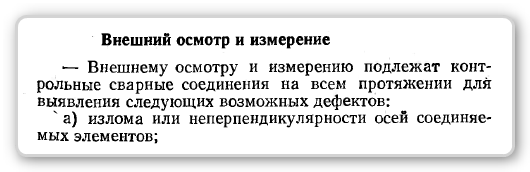
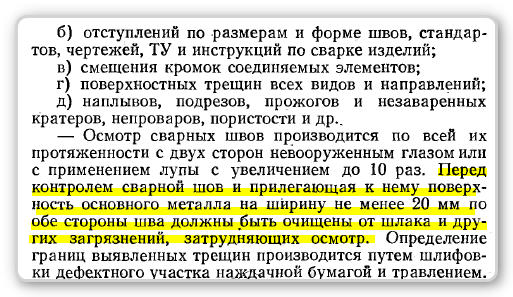
@Менгон, я поражён Вашей скромностью.Всего две цитаты...После того как мне неделю в городе читали лекции на допуск к "штампику",я пришёл на работу и потребовал лупу с подсветкой для внешнего осмотра швов.В ответ мне показали фигу,калибромер и мел-керосин. По делу и в дополнение к @goshka:если оставить на ночь шлак на прихватках или св.шве,то утром,вне зависимости от погоды, вокруг них будут влажные пятна.Это очень наглядно показывает дальнейший процесс коррозии.Но не однократно видел как граждане соседних республик красят "вольеры для цветов" прямо по шлаку.Что показательно,происходило это недалеко от ЦНИИ ТС и ни один "профессор сварки" не сделал замечания трудящимся :P. p.s.Штампик мне так и не дали: "молод ещё" !1 балл
-
Выдержка из справочника.
1 балл
-
А как вы её покрасите по шлаку? Отвалится же краска у вас вместе в шлаком. В случае же отсутствая краски, шов корродирует быстрее со шлаком, чем без. Шлак не составляет единое целое со швом, и в щелях будет скапливаться вода, которая будет сохнуть куда дольше, чем на поверхности.1 балл
-
@муханик, а мож, ну его, этот транс, хоть он и хороший, да взять инвертор...1 балл
-
@toxa, извини, но не понял твою методику. Будь другом, расскажи подробней, пожалуйста!1 балл
-
Снова пошли чёрные танки. Горловина с дублиром - компенсирующим кольцом (мой вольный перевод compensation ring), шов - вертикал, 2 прохода, второй на 175А десятой головой. http://s017.radikal.ru/i443/1207/b2/607474e5ea5c.jpg Ну и общий вид танка. http://s017.radikal.ru/i413/1207/04/8cb55d77f9a8.jpg http://i063.radikal.ru/1207/30/e8f35f70fbf3.jpg1 балл
-
А как вам такой соломотряс, правда я егоеще пока не закончил (осталось щпаклевать и красить), но ходовые уже провел очень понравилось.
1 балл
-
Кстати при давлении выше 2.5 атм ацетилен может взорваться.1 балл
-
Может не привозили потому,что не покупали? Наши наладчики дважды ремонтировали свой МинАрк,пока его не стырили*. *Прошу факт кражи не расценивать как рекламу.1 балл
-
Самое смешное,что до 2006 г отношения к сварке вообще не имел никакого,так потом свяла с НЕЙ судьба,сейчас своя компания по продаже сварочного оборудования Кемппи в Ростове,достаточно не плохо.Начинал менеджером в Москве,не врубался долго,ненавидел,сейчас сварка мое родное...)))) ..знаю многое,общаюсь с людьми в мире сварки России,которых не этично упоминать,провожу конкурсы выставки...а ведь хотел быть юристом..Жизнь!1 балл
-
Мне фиолетово какая у них дуга,как в общем и сборка.Ремонтопригодность и компоненты - другое дело.1 балл
-
Хоршо ездить и на запорожце можно, в пределах его возможностей. А то кой кто и на брабусе до первого столба ездит. Так что жёсткой взаимосвязи "оборудование должно быть качественным" и "качественным будет шов" имхо нет.. Работать то ясное дело приятней хорошим оборудованием. А1 балл
-
Полуприцеп "Крёне". Очередная установка Мойдодыра - "умывальников начальник и мочалок командир". (с) Петли бортов пришлось тоже заменить. Старые срезали, а новые сделали в виде втулки со смещённым отверстием. Сварка полуавтоматом, проволока Св-08Г2С диам. 0,8 мм, почти максимальные режимы.
1 балл
-
12 фиксированных режимов это и есть регулировка напряжения. Сила тока регулируется скоростью подачи проволоки.1 балл
-
Продолжение субботы: Готовое изделие.
1 балл
-
вот.. такое дело были себе люки, а теперь не будет за качество фото извините, телефон SE x8
1 балл
-
Вот пара фоток с халтурки.Учюсь варить потихоньку. Жаль учить некому(( http://i052.radikal.ru/1207/85/f5a505254823.jpg http://s44.radikal.ru/i104/1207/2a/4cb9804b11d5.jpg http://s53.radikal.ru/i139/1207/12/dfa8e6e0a5ae.jpg http://s019.radikal.ru/i641/1207/14/7470c4220476.jpg http://s57.radikal.ru/i158/1207/aa/f5bbaec92625.jpg http://s004.radikal.ru/i208/1207/8f/df547b5e4e61.jpg http://i057.radikal.ru/1207/c3/232d6747d048.jpg http://s017.radikal.ru/i440/1207/a2/20e9d1e7f0ad.jpg http://s018.radikal.ru/i514/1207/51/960241368c09.jpg1 балл
-
Не помню уже писал или нет раньше.Иногда "пели дуэтом" - один ведёт электрод,а второй командует.Бывают места,когда издалека видно,а близко нет.Например угольники с разной шириной полок.С торца хорошо видно,но не дотянуться.Близко глухая зона,но варить удобно.Вот и орут:"Быстрее,чуть медленнее,давай-давайвлево,правостой.Ты чего, не видишь куда я тебе командую?".1 балл
-
Да мне тоже один из начальников говорил что был на каком то заводе где сварщики варят исключительно электродами очень изумительно . жаль адрес не дал . ну а мы по его словам так . недоучки . сожалею что перед увольнением сдержался . надо было заехать в репу и не только за это .1 балл
-
Это обычный рекламный ход, на который покупаются по своей неопытности. В данный момент ТИГу на пятки наступает плазма и П/А, но только не ММА. ММА правда ещё долго будет жить вне помещений. Плазма пока дорогая и хороший П/А тоже не из дешевых, но это реальные конкуренты.1 балл
-
если пробой в средней части, то заварить можно. На пробой ставится латка с высокотемпературным герметиком, я ставил вечером, а утром варил. Масло не течет и все гуд.1 балл
-
Но раслабится не дали . в очередной раз накрылась печка в термичке . горит сварное соединение нихрома со стержнем (даже не горит а просто вспухает из нутри . как при меж -кристалической корозии ) . стержни из жаропрочной хромистой . название так не кто и не сказал -засекречено видимо (технолог должен знать но тоже засекречено ) . пошёл на склад за аустенитными . говорю русским языком дайте электродов по нержавейке - мне в ответ мы не знаем сам выбирай . откопал сам . марку не помню но только 2мм. блин . пол элекрода вариш и выкидываеш из за перегрева . но как то домучил . .
1 балл
-
Я пока ещё бездельничаю, ну, по большому счёту. Вот сегодня канистру забабахал из 3ёх миллимитрового люминя на 13 литров получилась, и ещё один колчан, ну так, на всякий случай. Но скоро тоже вроде как трубы будут. тфу-тьфу-тьфу
1 балл
-
вчера устанавливали и доделывал эту лесенку,вертолёт чуть-чуть не получился поэтому ступенки пришлось выводить по уровню по месту
1 балл
-
Из подручных материаловгазопорошковая наплавка
1 балл
-
Это она и есть,только небольшая и самопальная.В Северодвинске имеются таких размеров,что несколько человек одновременно могут внутри находиться.Но Г.К. не всегда оправданы,слишком высока цена костюмов и этой...как её...человеческой жизни.1 балл
-
Приткну снимки наверное сюда . погорячился назвать это газовой камерой . Этот ящик кумекали для сварки титана . из не достатков по рассказам слишком мало влезает деталей . если одну деталь варить куда не шло . а вот партию ...
1 балл
-
Раз мотоциклы,тогда вот.Делает кум,приходит ко мне,сам режет,варит.Я помогаю ему в свободное время,он мне.Это за неделю,сейчас разобрали,зачищаем,будет весь черный акриловый.
1 балл
-
Обычно оставляю свою каску (или маску) на видном месте,чтоб знали,где меня ждать-искать.1 балл
-
Где бы найти знакомого сварщика...1 балл
-
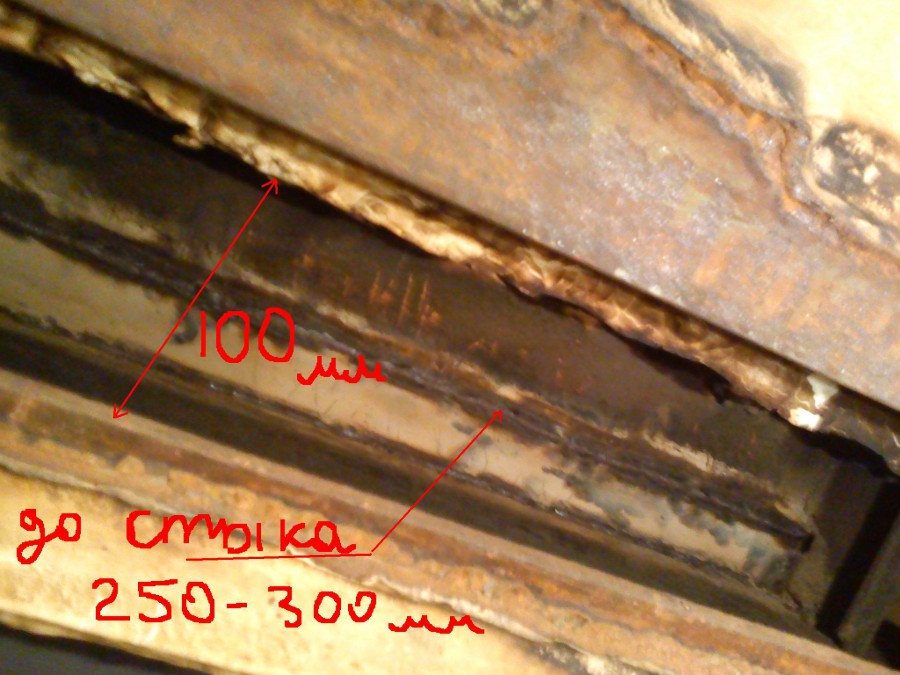
«В ряде случаев возникает необходимость проведения сборочных и сварочных работ при температуре окружающего воздуха и начальной температуре свариваемого металла вплоть до -50 С. Специально проведенные исследования показали, что снижение начальной температуры металла в пределах, наблюдаемых в естественных условиях, не оказывает существенного влияния на механические свойства металла шва. По мере снижения температуры прочность шва несколько повышается, а пластичность снижается, однако абсолютное изменение этих величин невелико. Структура и форма металла шва и околошовной зоны не претерпевают заметных изменений. Понижение температуры приводит к некоторому снижению стойкости металла шва против образования кристаллизационных трещин и пор. Понижение температуры отрицательно сказывается на физиологическом состоянии рабочего, снижая его трудоспособность. Ухудшаются условия работы аппаратуры. Это повышает вероятность возникновения дефектов формирования шва. Со снижением начальной температуры возрастает вероятность хрупкого разрушения конструкции в процессе ее изготовления, монтажа или ремонта. Поэтому необходимо стремиться к выполнению сварочных работ при нормальных температурах или небольших морозах. При больших морозах следует проводить укрупнительную сборку в отапливаемых помещениях, расчленять ремонтируемые узлы на транспортабельные элементы, свариваемые в цехах, широко применять рулонные заготовки и т. п. Сборку и сварку на морозе должны выполнять организации, специально подготовленные для работы в этих условиях. Сущность дополнительных мероприятий, которые необходимо проводить при сварке на морозе, сводится к следующему. Желательно применять основной металл, специально предназначенный для конструкций, работающих при низких температурах. Такой металл в состоянии поставки имеет повышенную стойкость против перехода в хрупкое состояние и мало изменяет свои свойства в околошовной зоне под воздействием процесса сварки. Транспортировать и хранить металл следует в условиях, исключающих его деформацию и повреждение поверхности. При проектировании конструкций необходимо избегать резкого изменения сечения сопрягаемых элементов и сосредоточения большого числа швов в одном месте. Это может привести к значительной концентрации напряжений и повысить вероятность хрупкого разрушения в процессе изготовления конструкции при низких температурах. Особое внимание следует обращать на доступность швов, правильный выбор режимов сварки и типа подготовки кромок. Стыковые швы, как правило, должны быть двусторонними. При односторонних стыковых швах необходимо обеспечить возможность полного провара кромок. Применение прерывистых швов и электрозаклепок не рекомендуется. Следует производить тщательный контроль качества покрытых электродов, флюса и сварочной проволоки и строго соблюдать правила их хранения и подготовки для сварки. Марку электродов, флюсов и сварочной проволоки выбирают в зависимости от конкретных условий. Для ручной сварки во всех случаях предпочтения заслуживают электроды с фтористо-кальциевым покрытием. Хранить сварочные материалы вне рабочего места необходимо в сухом отапливаемом помещении при температуре не ниже 15 С. К рабочему месту покрытые электроды и флюс подают непосредственно перед сваркой в плотно закрывающейся таре. Сварочную проволоку сразу же устанавливают на аппарат. Сварочное оборудование должно быть специально приспособлено для работы при низких температурах. Механизмы смазывают специальными маслами. Перед работой все применяемые для сварки механизмы (кантователи, сварочные установки и др.) любым способом, не приводящим к их повреждению, разогревают До температуры, при которой обеспечивается нормальная их эксплуатация. Следует применять источники питания постоянного тока. Рабочий и место сварки должны быть защищены от ветра и осадков. Желательно во всех случаях, где это возможно, оборудовать специальные тепляки. Непосредственно у рабочего места должно быть устройство для обогрева рук. Желательно применение одежды с электрическим подогревом. При температуре воздуха ниже -40 С для дыхания сварщика следует подавать подогретый воздух. Периоды работы на морозе необходимо чередовать с периодами отдыха в теплом помещении с температурой 22-24 С. Сварщик, впервые приступающий к работе при низкой температуре, должен пройти специальную тренировку и испытание. Не следует применять правку деталей в холодном состоянии. В проектное положение элементы надлежит устанавливать без ударов в условиях, предупреждающих деформацию. Подгонку элементов при их сборке желательно выполнять газовой резкой или шлифованием. Вырубку металла зубилом можно проводить только после подогрева. Закреплять детали при сборке желательно струбцинами, стяжками, клиньями и другими временными элементами. Непосредственно перед сборкой металл в месте наложения шва очищают любым способом от ржавчины, льда, масла и других загрязнений. Прихватки, если они необходимы, выполняет квали фицированный сварщик. Желательна замена прихваток сплош ным слоем малого сечения, перевариваемым в процессе выполне ния шва. Кантовать и транспортировать собранную под сварку конструкцию не рекомендуется. В случае крайней необходимости эти операции следует выполнять при закреплении деталей, исключающих их изгиб и нарушение взаиморасположения. Поступающие на монтаж элементы должны быть полностью сварены, проконтролированы и исправлены. Сварку при низких температурах можно проводить только при отсутствии сильного ветра, снегопада и тумана или при наличии условий, предохраняющих рабочего, аппаратуру и место сварки от их влияния. Для конструкций из низкоуглеродистых и низколегированных сталей последовательность операций должна обеспечивать сварку швов с минимальным закреплением. В первую очередь сваривают швы, дающие максимальную усадку (например, поперечные стыковые швы). Начало и конец шва следует, как правило, выводить на специальные планки. Непосредственно перед сваркой место наложения шва должно быть очищено от льда, масла и других загрязнений и особенно тщательно - торцы свариваемых кромок. Все швы заваривают без перерыва. Нельзя прекращать сварку до выполнения проектного размера шва и оставлять незаверенными отдельные его участки. Сохраняются режимы, применяемые для сварки аналогичных соединений при нормальных температурах. При выполнении участка замыкания круговых швов всех типов и первых двух слоев при сварке многослойных швов (на всем их протяжении) необходим предварительный и сопутствующий подогрев основного металла до температуры 180-200 С. При дуговой сварке многослойных швов на металле толщиной более 60 мм подогревать рекомендуется все слои для повышения стойкости против образования кристаллизационных трещин. Расчистку корня шва (если она предусмотрена технологическим процессом), осуществляют выплавкой или шлифованием. Удалять металл зубилом можно только после подогрева до температуры 100-120 С. Цель подогрева - повышение стойкости металла против перехода в хрупкое состояние. Швы малого сечения на металле толщиной более 18 мм рекомендуется сваривать с подогревом до температуры 220-240 С для повышения пластичности металла шва. Ручной и полуавтоматический процессы следует выполнять методом сварки горкой. Двусторонние швы рекомендуется сваривать одновременно с двух сторон. Дефектные участки шва следует заваривать только с предварительным и сопутствующим подогревом до температуры 180-200 С. Желательно применять те же режимы и способы сварки, которыми выполняли ремонтируемый шов. При заварке дефектных участков вручную предпочтение заслуживают электроды с фтористо-кальциевым покрытием. Кантовку, транспортировку, погрузку, разгрузку и складирование готовых конструкций и монтажных элементов следует проводить в условиях, исключающих их деформацию и удары. Сбрасывание конструкции при их разгрузке, транспортировка путем волочения, свисание конструкции за пределы транспортных средств недопустимы. При транспортировке элементов, имеющих гибкие узлы, необходимо применять приспособления, обеспечивающие жесткое закрепление их на время транспортировки и установки. Нельзя проводить правку конструкций в холодном состоянии. В случае необходимости правку выполняют только после подогрева металла. При низкой температуре не следует проводить вальцовку, калибровку и штамповку элементов со сварными соединениями. Источник: "Технология электрической сварки металлов и сплавов плавлением." Под ред. акад. Б.Е. Патона. М.»1 балл
-
Ну конечно лопнуло если стык не прогретый как положено и не остужено как положено т.е не завернуто в термополотенце,а если стык лопнул это только говорит о безответствености и не умений работать.Мороз ошибок не прощает.На севере варят в любой мороз если это надо как кровь из носа и даже тех надзор рты закрываетю1 балл
-
дядьки TIGa на вас нет)))он бы устроил куськину мать вам=))) svarnjuk и Руслан Кулиев ,судя по вашим работам вы такие же новички как и многие кто ищет тут советов,назревает вопрос зачем вы тогда что-то спрашиваете,если тут же начинаете лезть в бессмысленную полемику с людьми которые знают свое дело,не хвастают им направо и налево,а именно показывают "как надо" и "к чему стремиться"???? про 7ми летние электроды это конечно отмаза,Белаз правильно заметил. Я как и многие работаю на предприятие где снабжение поставляет лишь самые дешевые электроды,и по такому случаю купил пару пачек на работу сам.Косячу,не отрицаю этого,гнилье котельной течь начинает гораздо реже чем в прошлом году=)) и несмотря на то что в заначке лежат толковые жлектроды,продолжаю сжигать МР3 килограммами,чтоб результат был такой же как у ОК,УОНИ,АНО...как было уже замечено ,срут не электроды,а сварщик. по поводу условий,посмотрите на АВН ,человек и в снег и в дождь на судне,по-моему в случае косяка спрос с него будет ого-го какой. или например morgmail ,где то было фото из подвала с подвешаным инвертором=)))уверен что в такой воде вы вряд ли работали,а так же посмотрите на его швы. P.S. Руслан Кулиев,будьте добры писать со знаками препинания и хотя бы без ошибок,читать unreal...1 балл