Лидеры




Популярный контент
Показан контент с высокой репутацией 06.04.2012 во всех областях
-
Я такое "практикую" на 57 мм труба / фланец,на большие диаметры не хватает электрода.Шлак,правда,отбиваю в ходе сварки (на ощупь ),потому как рутиловую обмазку переплавлять дело неблагодарное и ненадёжное. Сварка в нижнем положении,деталь на месте,я - по кругу ,эл. ф 4мм (ОЗС-12, МР-3,что под рукой оказывается), 260 - 280 А.
 4 балла
4 балла -
Билеты с ответами для аттестации по НАКС http://87.239.109.236/talk/files/file/823-bilety-s-otvetami-dlya-attestatsii-po-naks/ 0.01.1.01.ОЭ(м)-I.doc 0.01.1.01.ОЭ(м)-I_о.doc 2.02.1.01.КО-I-РД.doc 2.02.1.01.КО-I-РД_о.doc 2.02.1.02.КО-I-РАД.doc 2.02.1.02.КО-I-РАД_о.doc 4.01.1.01.НГДО-I-РД.doc 4.01.1.01.НГДО-I-РД_о.doc 4.01.1.02.НГДО-I-РАД.doc 4.01.1.02.НГДО-I-РАД_о.doc 4.02.1.01.НГДО-I-РД.doc 4.02.1.01.НГДО-I-РД_о.doc3 балла
-
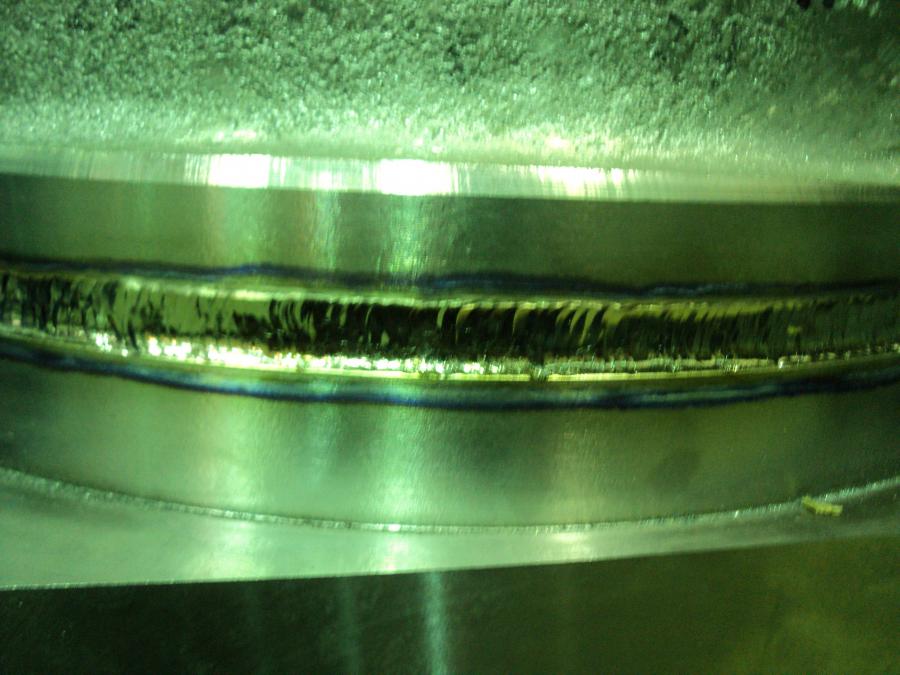
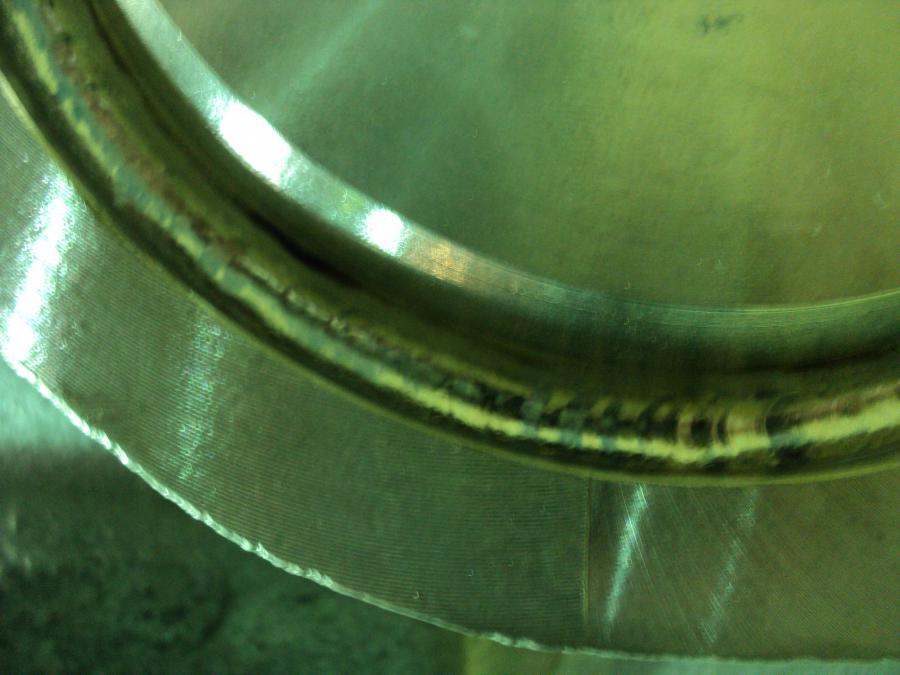
Вот такие колёса я варил когда то... Два можно было успеть сделать за смену, если постараться. Весит - 90 кг.
2 балла
-
Вот ещё и ещё. Это последние,по каждой теме выпадает 5 вопросов.4.03.1.01.НГДО-I-РД.doc 4.03.1.01.НГДО-I-РД_о.doc 4.03.1.02.НГДО-I-РАД.doc 4.03.1.02.НГДО-I-РАД_о.doc 4.04.1.01.НГДО-I-РД.doc 4.04.1.01.НГДО-I-РД_о.doc 4.04.1.02.НГДО-I-РАД.doc 4.04.1.02.НГДО-I-РАД_о.doc 4.05.1.01.НГДО-I-РД_о.doc 4.08.1.01.НГДО-I-РД_о.doc 4.08.1.02.НГДО-I-РАД_о.doc 4.09.1.01.НГДО-I-РД_о.doc 4.09.1.02.НГДО-I-РАД_о.doc 4.10.1.16.НГДО-I-РДН_о.doc 4.11.1.01.НГДО-I-РД_о.doc 4.13.1.01.НГДО-I-РД_о.doc 4.13.1.02.НГДО-I-РАД_о.doc 5.01.1.01.ОХНВП-I-РД.doc 5.01.1.01.ОХНВП-I-РД_о.doc 5.01.1.02.ОХНВП-I-РАД.doc 5.01.1.02.ОХНВП-I-РАД_о.doc 5.02.1.01.ОХНВП-I-РД.doc 5.02.1.01.ОХНВП-I-РД_о.doc 5.02.1.02.ОХНВП-I-РАД_о.doc 5.08.1.01.ОХНВП-I-РД_о.doc 5.08.1.02.ОХНВП-I-РАД_о.doc 5.16.1.01.ОХНВП-I-РД_о.doc 5.16.1.02.ОХНВП-I-РАД_о.doc2 балла
-
Приветствуются технологии сварки в художественной металлообработке и похожие темы... Например: Сварка полуавтоматом, сварка тиг, ручная ковка, материал Ст3, пруток 10 , лист 2 мм:
1 балл
-
Короткая дуга ( электрод плотно прижат к металлу и его продвижение осуществляется по мере сгорания) ,оптимальный наклон электрода ( чтобы и металл грел и шлак отгонял ) и повышенный ток.Всё это работает вкупе,все параметры подбираются опытным путём и с обязательным контролем .Сложного ничего нет. Врезка в 100-ку трубки ф 32мм.,эл.ОЗС-12,ф 3мм.,ток 140-160 А .Нижнее положение,в два захода( 2 замка)
1 балл
-
Вчера подсмотрел нашего коллегу и группу поддержки.
1 балл
-
Сварка НЕПЛАВЯЩИМСЯ электродом в аргоне - ТИГ (TIG, WIG). Каким образом вы собрались варить этим источником (Origo™ Mig 320 – сварочный источник со ступенчатым регулированием напряжения, предназначенный для МИГ/МАГ сварки)? В любом случае, даже с применением сварки под флюсом забудьте про этот источник - на токах до 195А (ПВ=100%) разве что корень шва проварить можно. Изнутри. О заполнении и облицовке можно забыть.1 балл
-
Посоветовать можно. Только для начала озвучь какие требования к нему у тебя, что собираешся варить, какие толщины? На какую сумму расчитываеш. Кемппи, Миллер, Линкольн, Лорх очень хорошие, но стоят денег не мерянных (не каждая фирма такое себе может позволить). Брима, Сварог, Тавр и многие другие подешевле будут.1 балл
-
Микроскоп сейчас не нужен. Начинал варить на лазере и микроплазме. Там микроскоп как бы встроенный в установку. А нынче, мелочь такая, невооружённым глазом видно, почти всегда.
1 балл
-
Ну вот как то так... Простите... люминизированная, это какая????....яж село...))) ДА... понял... торможу... Просто взял проволоку 18х20н10т, толщиной 0,8 и как присадку подсунул... Импульс, пиковый- 170 А, пауза 10% скважность -20%.
1 балл
-
Я имел в виду общую длину всей сборки, не сварочных швов)))) Вот, собственно, что получилось...Ау ж там внутри у неё - полно всяких кишечек))) Горелка это. Фланчик -хн54ю, стаканчик - 18х20н10т
1 балл
-
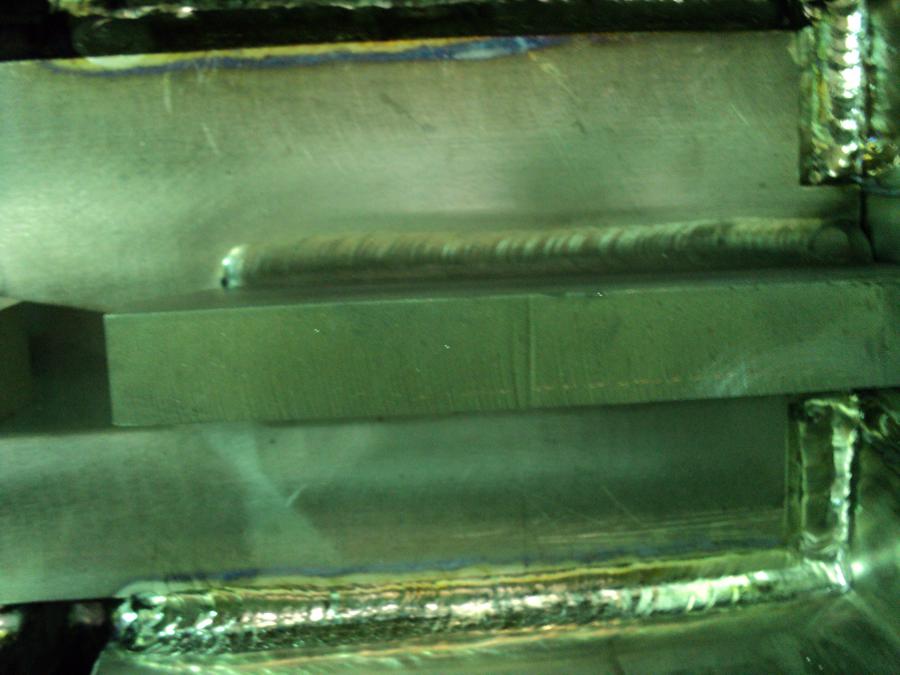
1) титан в разделке мм15 2) титан в разделке мм8 титан в разделке,всё пока недоварено.
1 балл
-
Даже не слыхал.. А что это? Ковкой я такие вещи не считаю... Ковка это когда одними руками и ручным инструментом. А это именно художественная сварка.
1 балл
-
Лишь бы пожарники,не увидели.......(маленькая месть сварщика) кусок пожарного рукава,вполне удобственный "пенал" изготовлен минут за 15.......
1 балл
-
Делал очень долго.Подскажите, кто делал "Перстень Петра" из серебра? Если есть фотки, выложите пожалуйста!
1 балл
-
Оценивайте.
1 балл
-
Знакомая картина, я когда вижу. как железо на метапол меняют, так в одной руке держак держу, а другой слёзы вытираю.1 балл
-
полировать пытался и не один раз нихрена хорошего не получилось.на старой маске вставлял с двух сторон обычное стекло 2 мм,а на новой этот фокус не пройдет(когда покупал в спешке не подумал)вся байда крепится на саморезах.По случаю разжился родными стеклами 110 руб комплект на год хватит(если опять камаз на маску не наедет)1 балл
-
Неправильно выбран режим сварки. В полуавтоматах два основных параметра: скорость подачи проволоки и напряжение холостого хода источника питания. Скорость подачи проволоки напрямую связана с током сварки (больше скорость - выше ток сварки). Выбирается исходя из толщины свариваемого металла, желаемой производительности и др. Под установленную скорость подачи сварочной проволоки подбирается напряжение. При слишком низком напряжении дуга не зажигается, слишком высокое напряжение приводит к быстрому сгоранию проволики до токоподводящего наконечника, дуга гаснет. На образцах надо подобрать напряжение на дуге. При правильном сочетании скорость подачи проволоки - напряжение на дуге будет хорошее формирование сварочного шва, незначительное разбрызгивание, да и звук дуги будет приятным.1 балл