Лидеры

Популярный контент
Показан контент с высокой репутацией 18.02.2010 во всех областях
-
На подогрев вид горючего газа не влияет. Лучше всего пропан-кислородный резак без включения режущего кислорода. Ацетилен+кислород можно, это уже пижонство.Греть желательно с двух сторон, дистанция от среза сопла до детали около 150мм и постоянно перемещать резак чтобы не перегреть небольшой участок. Температурное поле должно быть равномерным.1 балл
-
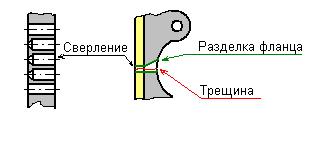
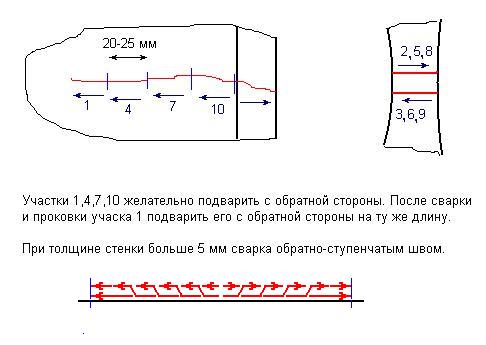
Прилагаю эскизы разделки трещины. 1. Сверлишь отверстия Ф5-6 мм практически насквозь. Когда сверло будет на выходе - чувствуется. Перемычка между отверстиями 1-2 мм. 2. фланец разделываешь болгаркой. Горизонтальный рез - по трещине. Второй рез наклонный сверху. при сварке расплавленный металл ложится "на полочку". ширина разделки минимально достаточная, чтобы проварить корень. 3. С двух сторон зачищаешь зону сварки (15-20 мм от разделки). Подогрев. Конечно, можно и без него обойтись, но лучше подогреть. 250-300С. Горючий газ горелки значения не имеет. Чугун промаслен, при 250-300 С масло выгорает. К тому же подогретую детали легче проварить при малых токах сварки. Это полугорячий способ (нагрев части детали). Если варить без подогрева, то последующие участки можно варить, когда рука «терпит» температуру детали в зоне предыдущего шва. Сварка. Режимы обычно даются на упаковках электродов. Схема сварки – на эскизе. Проковка. Проковку проводят в процессе остывания металла при температурах 450 °С и выше либо от 150 °С и ниже.. Удары наносят вручную молотком массой 0,6-1,2 кг с закругленным бойком с небольшим усилием до изменения рисунка шва. При многослойной сварке проковывают каждый слой, за исключением первого, в котором от удара могут возникнуть. Этот прием весьма эффективен для снятия напряжений при заварке трещин и замыкающих швов в жестких контурах деталей и узлов из конструкционных сталей и чугуна. Проковка сварного соединения способствует также повышению усталостной прочности конструкции. Основной принцип сварщиков, который высказал Патон – отец. «Самая лучшая сварка – когда нет сварки». Но совсем без сварки не обойтись, поэтому надо стремиться к необходимому и достаточному минимуму. И еще. С точки зрения напряжений очень неблагоприятны пересекающиеся швы, по возможности их следует избегать. Разделка.bmp
 1 балл
1 балл