Лидеры



Популярный контент
Показан контент с высокой репутацией 23.01.2010 во всех областях
-
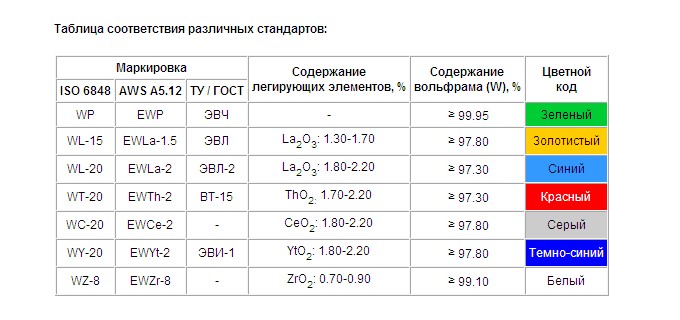
Anton5444 -вот таблица цветной маркировки вольфрама Взято от сюда: http://www.gweld.ru/materials/wolframelectrod.html Тут же и пояснения для чего вольфрамм легируется. А вот о цветной маркировке присадочной проволоки все поисковики растеряно разводят руками...
 1 балл
1 балл -
"Трудно искать черную кошку в темной комнате, особенно если ее там нет" Кунфуций. Цветом маркируются вольфрамовые электроды, присадка маркируется штампом, как здесь- К стати, если все же такая таблица для присадки существует-поделись со всеми
1 балл
-
Брызги расплавленного металла с оксидами вплавились в стекло и глазурь плитки. Это происходит при сварке (сварщики знают, что происходит с защитным стеклом маски). При резке металла болгаркой сноп искр также внедряется в поверхность кафеля. Это обязаны были знать сварщик и сантехник которые у вас работали и убрать стеклянную полочку, укрыть кафель (лист асбеста, тонкого металла). Как быть. 1. Смириться с неизбежным. Можно попытаться химическими методами вывести точки, но щербинки останутся. 2. Заменить стеклянную полочку, испорченные плитки. 3. Предъявить претензию руководству конторы, которая производила работы. Предварительно вызвать комиссию и составить акт повреждения кафеля.1 балл
-
Доброго времени суток! Подозреваю, что это не осадки, а вкрапления легковесных, горячих в момент соприкосновения, частиц металла (фотку посмотреть бы). Эмаль скорее всего сгорела, поэтому, как говориться: "Покрасить или выбросить..." Ну и к химикам на форум заглянуть ещё можно. Кстати, будет интересно результат экспериментов узнать.1 балл
-
Рисунок понятен. На левом варианте плазмотрон неподвижен до окончания наплавки в 1 оборот. Затем перемещается на шаг и снова неподвижен. Наплавка по спирали предполагает постоянное перемещение плазмотрона. При вращении шнека верхняя точка, скажем, первого витка, за один оборот переместится на шаг спирали, т.е. на 142 мм. И плазмотрон тоже должен постоянно перемещаться, в каждый момент находиться над верхней точкой наплавляемой ленточки. Я уже упоминал токарный станок. При нарезании резьбы (похоже на шнек) резец в любой момент времени оказывается в нужном месте. Для этого надо синхронизировать скорость вращения шнека и скорость перемещения плазмотрона. Возьми болт и гайку. Гайку (плазмотрон) держи, а болт (шнек) вращай. Гайка будет перемещаться вдоль оси болта, причем точно попадать в шаг резьбы. Тот же принцип и в данном случае. Повторю. Если шнек вращать с постоянной скоростью, а выставленный над вершиной ленточки плазмотрон равномерно перемещать вдоль оси шнека со скоростью ШАГ ШНЕКА / 1 оборот то в любой момент времени плазмотрон будет расположен над наплавляемой кромкой ленточки шнека.1 балл
-
Я схематично описал принцип работы установки для автоматической наплавки шнеков. Если это серийное производство - она должна быть специализированной. Если единичное производство - пойдет и приведенное универсальное устройство. С настройкой придется повозиться (в реальности, не в дипломной работе). Итак. 1 Устанавливаем и закрепляем шнек в центрах вращателя (поз. 7 или 17, читается плохо). 2. Выставляем скорость вращения шнека. 3. Выставляем скорость перемещения каретки с плазмотроном – 142 мм за один оборот шнека. 4. Выставляем плазмотрон на начало наплавляемой ленточки и без включения плазмотрона запускаем вращение шнека и движения каретки. Одной кнопкой. При необходимости корректируем скорость каретки. 5. Если все ОК – выставляем плазмотрон на начало ленточки и включаем наплавку.1 балл
-
Ознакомительная статья о применении газотермических способов нанесения покрытий.Применение_методов_напыления.zip Применение_методов_напыления.zip1 балл
-
Обычно на шнеках наплавляют рабочую поверхность ленточки, она изнашивается. Из чертежа я понял, что надо наплавить наружную кромку. В этом случае ось вращения шнека располагаем горизонтально, чтобы наплавка велась в нижнем положении. Установка для наплавки - по принципу токарного станка. Деталь вращается, плазмотрон перемешается ходовым винтом, в качестве такового можно применить такой же шнек (если это серия) или изготовить винт с шагом как у шнека.. Вращение детали и ходового винта жестко связаны (шестерни, не ремень) Плазмотрон устанавливается со смещением на 15-20 мм в сторону, противоположную направлению вращения шнека. Предлагаемые порошковые сплавы химико-термической обработке подвергать не надо. После наплавки медленно охладить, накрыв асбестовым полотном.1 балл
-
1. Шнек устанавливается во вращателе с вертикальным расположением оси вращения. Скорость вращения рассчитывается исходя из требуемой линейной скорости перемещения плазмотрона относительно наплавляемой поверхности. Плазмотрон перемещается по вертикали, движение задается по копиру, копир - сам шнек. Для достижения требуемой ширины наплавки можно задать колебания плазмотрона (усложнение конструкции привода, целесообразно на серии) либо наплавлять в несколько проходов. 2. Я бы посоветовал применить порошок самофлюсующегося сплава системы Ni-Cr-Si-B. У них хорошая износостойкость, выбором марки порошка можно изменять твердость наплавки. 3. Подогрев при сварке и наплавке полезен, но это дополнительная операция, а если поверхность шнека большая может оказаться и бесполезной - быстро остынет, не дождавшись наплавки. Можно без подогрева. У меня есть статья по плазменной наплавке, если надо - вышлю на мыло.1 балл