Активность
- Последний час
-
именно так. А то крутят и то и другое, а потом говорят, что все покрутили но результата не получили и эта проблема большинства. Хотят одним махом и сразу в дамки. Иногда так бывает, что сразу, но это у того кто имеет опыт.
-
Чтобы грамотно с минимальным количеством повторений подобрать режим, нужно провести несколько серий испытаний. В каждой серии изменять только ОДИН параметр и оценивать результат. К следющей серии приступать ПОСЛЕ ОЦЕНКИ РЕЗУЛЬТАТА предыдущей серии. А то есть руководятлы- любители, которые понимают слабо, а руками водить любят. Вносят сумятицу. Рассматривая швы, я отметил сильное растекаение металла. Это значит, ванна большая. Размер ванны зависит от тока и времени горения дуги. Если тока будет недостаточно, то возможен непровар. Если много- то прожог. Прожога нет- можно не трогать. Пока. Кстати, по талмуду- ток какой-то уж очень большой. Рекомендуемое оборудование АДФ 2002, а на рис. 5.2 от 6 до 100 кА. Есть подозрение, ноль с запятой пропустили перед цыфирами... Время горения дуги по рис. 5.3 определяется. ТС, вы так и не озвучили параметры сварки... Как осадку замеряете? натурально, в мм или по усилию? Привод ручной или механизированный? На мой взгляд, в ситуации с подрезами критический параметр- осадка, затем время горения дуги. Нужно сделать таблицу, придумать маркировку и приваривать штыри, увеличивая осадку с минимальной (по табл. 5.2) с шагом 0,5- 1 мм до максимальной. Каждый штырь маркировать, а потом оценивать. Вы испытательные штыри привриваете? Испытываете? Провар как оцениваете? (мне интересно). Например, Стад- болты, приваренные импульсной установкой гнут под угол 30 градусов к горизонтали. Если 5 штук не сломались- режим подобран верно. А тут как? После визуального осмотра на предмет наружных дефектов и размеров шва, стоит порезать, чтобы оценить, есть провар в корне или нет.
-
 TerenceKathe присоединился к сообществу
TerenceKathe присоединился к сообществу -
 WalterRop присоединился к сообществу
WalterRop присоединился к сообществу -
а защита ли? Может что-то поломалося? Индикация всех лампочек и остального, может быть связано с тем, что микроконтроллер или дешифратор погиб. Надо углубленно изучать этот вопрос. Если внутри аппарата не наблюдается жизни, что смотреть на чем реализовано управление. И по признакам решать, что делать дальше. Как вариант замена платы управления.
-
да в большинстве случаев тут все "на глазок". Само оборудование и согласно фоток - кто во что горазд. Флюс это вообще отдельная тема, какой выбрать, правильно ли его хранили, проводили ли сушку и это только по флюсу. То же самое касается и режимов. По сути, конечно мкс туда\суда не должна оказывать влияние на результат, так же мм выше\ниже то же. Но!!! Много переменных, что делалось, что получалось, что в итоге взяли за базу и на что опираются... ни чего. Только мы делали разное но не получили результата... Т.е. дальнейший разговор не имеет смысла.Либо распишите, что делалось в каких случаях получалось то либо иное, либо платите денег за знающего человека либо сами ищите решение проблемы. Готового результата нет и не будет, особенно учитывая, на каком оборудовании все это реализовано. Надо максимально переменные параметры заводить в строго контролируемые. На сколько поднять и удерживать дугу, сколько времени, какой ток и может использовать другой флюс. В некоторых видах сварки, типа контактная сварка оплавлением, еще необходим дополнительный режим, как отпуск метала. Этот процесс контролируется либо по пирометру либо по таймеру. Тогда результат будет значительно отличаться если не делать отпуск. "Испытания не прошли", какой результат был получен, что было в испытаниях, по какому признаку не был удовлетворительный результат... В общем, вопросов не одна тележка, а ответов 0. Только - тыкните пальцем и дайте нам готовое решение. И букварь, ну такое себе, если вообще не понимаешь смысла происходящего, а только тыкнул и не получилось. Ну оно и не получится или получится чудесным образом. Есть еще нюансы в проведения испытаний. Но ... в нашей стране все хотят все получить халявным способом.
- Сегодня
-
У меня почти такая-же проблема с TSS-200, как будто аппарат встал в защиту. На экране одновременно горят все индикаторы. Началось всё с перегоревшего предохранителя в ящике подключения. Как снять с защиты не знаю.
- Вчера
-
 Metrokrot присоединился к сообществу
Metrokrot присоединился к сообществу -
 Marinawrh присоединился к сообществу
Marinawrh присоединился к сообществу -
 Режимы вообще изначально подбирали под прочностные характеристики,после пытались настроить другие режимы в итоге испытания не прошли
Режимы вообще изначально подбирали под прочностные характеристики,после пытались настроить другие режимы в итоге испытания не прошли -
,после поджига дуга удлиняется ,длина зависит от режимов и флюса ,заготовки.П.С. давно было , проводил эксперименты на установке, конспектов и в помине нет ., по фоткам режимы на глазок ?
-
Обязательно найдите и прочитайте РТМ. Подобрые издания иногда называют "Талмуд"- в них ответы на многие вопросы... И отпишитесь, каков будет итог ваших изысканий.
-
Благодарю,будем подбирать режимы,спасибо за поддержку.
-
На вскидку нашёл такой документ: РТМ 393-94. Раздел 5.1- Сварка под флюсом тавровых соединений. Существенные параметры сварки: сварочный ток, величина начального дугового промежутка, т.е. первоначальный зазор, который следует обеспечить при возбуждении дуги, продолжительность горения дуги, ориентировочная величина осадки стержня в ванну расплавленного металла и продолжительность выдержки стержня в ванне остывающего (кристаллизующегося) металла. Почитайте типовые рекомендации. На мой взгляд, у вас соотношение шва/стержня не то, судя по растеканию шва ток большой или время горения дуги большое, и осадка маленькая. Недостаточная осадка вкупе с перегревом металла даёт эффект стекания металла в ванну и появления подреза. Если идёт последовательная приварка большого количества стержней к относительно тонкому металлу, то может ещё влиять эффект подогрева основного металла, когда время кристаллизации ванны увеличивается и надо либо осадку жёстче делать, либо время горения дуги меньше.
-
А режимы какие? Диаметр, флюс?
-
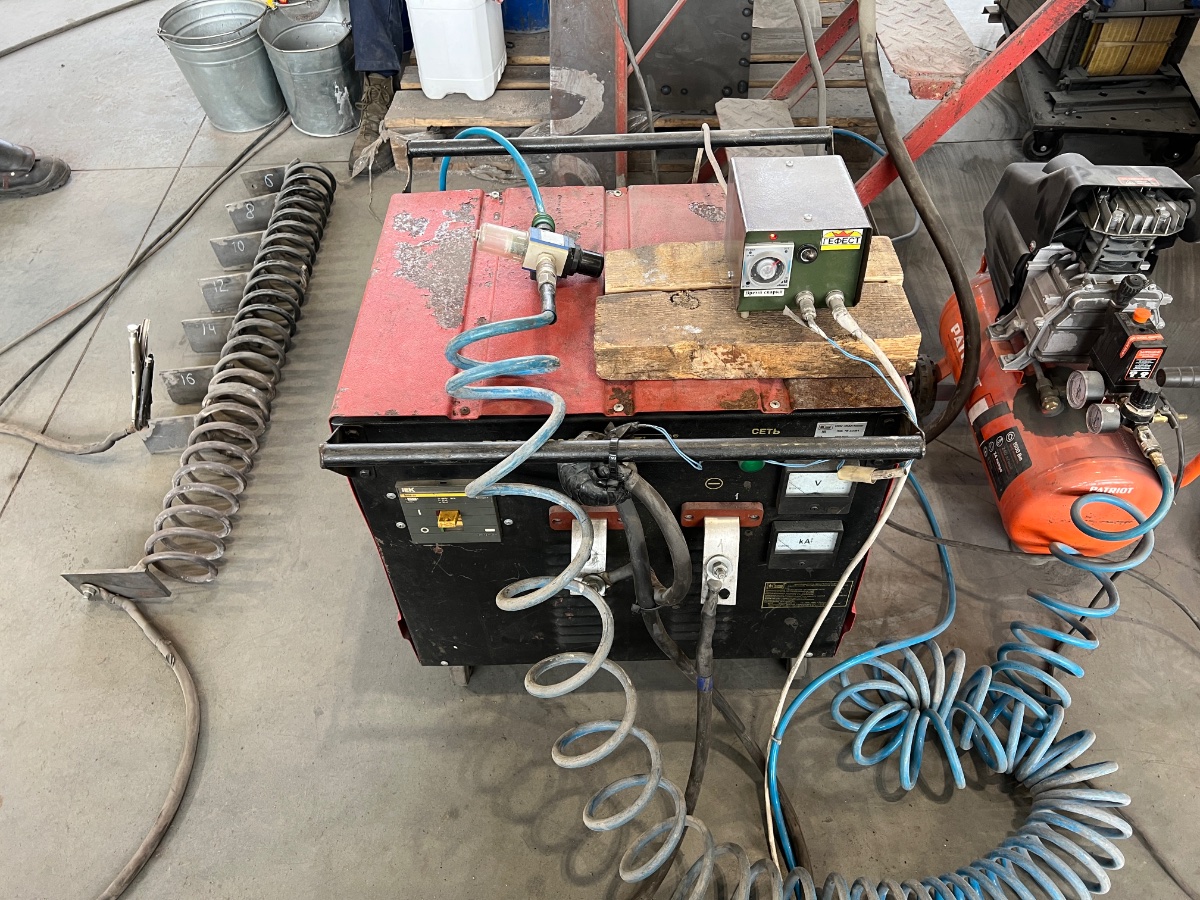
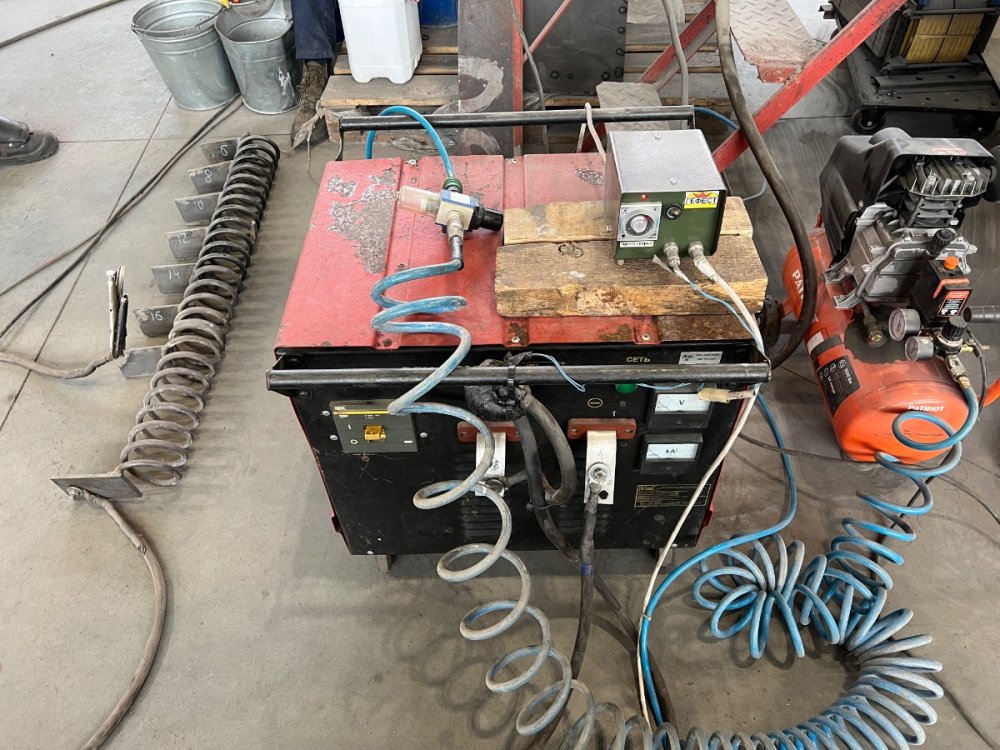
ВДМ 1200С УЗ,ГОСТ 14098-2014 Без присадки,арматура А500СНУ,сталь ст3сп5,буду признателен за помощь.

-
 Marinasdt присоединился к сообществу
Marinasdt присоединился к сообществу -
 gjjbgh присоединился к сообществу
gjjbgh присоединился к сообществу -
Скажите, на каком оборудовании и по какому стандарту проводите сварку? Как я понимаю, без введения присадочного металла? И марку стали укажите пожалуйста.
-
https://www.yaplakal.com/forum2/topic2770557.html
-
Достаточно долго уже экспериментируют,результаты есть,но не такие какие должны
-
хотя бы кусок уголка/швеллера/толстого листа для начала возьмите. Но сдается мне, что троллинга в первом сообщении больше, чем правды. При сегодняшнем количестве информации (безотносительно к ее качеству) первые шаги по ММА сварке можно увидеть за 10-20 минут видео от популярных блоггеров. И там скажут и про заготовку, и про ток, и про электроды... Током в 150А (если он реально достижим аппаратом) на стенке глушителя наверняка возможно дыру прожечь даже при отрыве прилипшего электрода да и старый шов прожечь заодно легко.
- Последняя неделя
-
Всё не так. Начиная с нулевых данных об аппарате. Глушитель оставьте для лучших времён. Сначала учат цифры, а уравнения.....попозже.
-
 Svarog88 присоединился к сообществу
Svarog88 присоединился к сообществу -
а не много ли? 150А! Конечно надо начать с фото, а такого можно насоветовать И ни к чему создавать новую тему. Есть соответствующие. Где уже собаку не только съели, а по косточкам разобрали. Если прочтете и останутся вопросы, то там же можете и продолжить задавать вопросы. А вообще, тест на глушителе, не самый лучший вариант. Тут и с опытом могут вопросы возникнуть. Для старта лучше что-то толще подобрать, кусок швеллера, уголка и т.п. Так же, глушитель покрашен, если покрашен, высокотемпературной краской. следовательно, ее надо ободрать, как минимум. А так же ржавчину и прочее, до металлического блеска. То же самое и со швеллером и прочим, что будет под рукой. В школе не начинают с логарифмов, а с элементарных 1+1 ... Тут так же, убираем все сложности. Сложности потом можно решать, когда будет база опыт).
-
 Хафиз Абдулхафиз присоединился к сообществу
Хафиз Абдулхафиз присоединился к сообществу -
Для начала фото глушителя. Что за св.аппарат, какие электроды? Слишком мало вводных для советов.
- 4 ответа
-
- 1
-

-
Пытаюсь практиковаться в сварке(никогда не держал ее в руках) практикуюсь на глушителе от скутера,но дуга не зажигается о него,только прилипает,а о старый шов на нем загорается без проблем,на 150 амперах пробовал. Подскажите пожалуйста,вдруг что то не так
-
 PLAYBOY_U3_CCCP присоединился к сообществу
PLAYBOY_U3_CCCP присоединился к сообществу -
Чур меня!
-
А зеркала от ферарри, там только AlSi12 и подходит, как -то выкладывал.
-
Ага... Только нету у меня 4047, как-то не сподобился...
-
Дмитрий, я так же " пробую на зуб" На свечение отталкивайся( дуги),иногда и 4047 подходит.
-
Эх, где ж взять-то... Все на ощупь. Мне повезло, что не торопили и не лезли. Можно было на краешке "тарелки" попробовать, попробовал 4043 - не, не то, взял твой (еще раз спасибо!) ZnAl4 - и получилось.