sakh999
-
Постов
192 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Достижения sakh999
")
Новичок (1/14)
232
Репутация
-
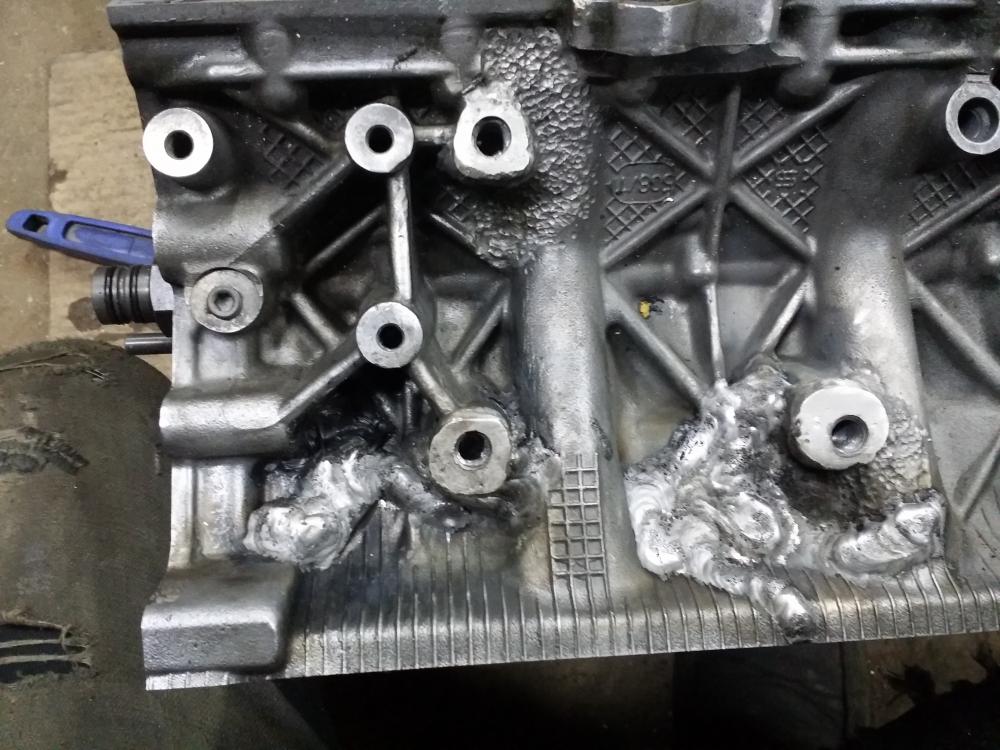
 Владелец у мотора сменился, теперь адекватный человек) Меня в данном случае больше волнует не вопрос денег, а результативность ремонта который буду делать... Блок BMW х5 V-8 объемом 4,8л Очень трескучий, через пару секунд после сварки всегда трещит, если не принимать никактх действий... Имеется две трещины в воду и три в масло... Мотор с пробегом в 20т.км , но после аварии...
Владелец у мотора сменился, теперь адекватный человек) Меня в данном случае больше волнует не вопрос денег, а результативность ремонта который буду делать... Блок BMW х5 V-8 объемом 4,8л Очень трескучий, через пару секунд после сварки всегда трещит, если не принимать никактх действий... Имеется две трещины в воду и три в масло... Мотор с пробегом в 20т.км , но после аварии... -
Принесли блок от бмв алюминиевый... Я на нем несколько месяцев назад уши наплавлял, там оставалось заварить пару трещин, но клиент оказался сначала жадным, потом глупым, ну и в итоге поругались мы с ним. Ему другие аргонщики прям на машине пытались заварить блок — в итоге целая куча длинных трещин, которые снаружи перекрыты наплавленным аллюминием, естественно все без провара. Теперь нужно переделывать, в связи с особой трескучестью именно таких блоков от бмв, пока что в голову пришла идея вырезать все эти каракули и сделать латки встык из ад31, чтобы она растянулась и было меньше усадочных напряжений. Подогрев больше 150градусов не возможен... Может кто подскажет еще какие-то идеи. По фото - прокованные швы мои.

-
На мой взгляд, соты достаточно толстые, чтобы их можно было заварить tig сваркой. Ну и припой на 4047 попробуйте поменять, должно понравиться)
-
Ни в коем случае) Выбора нет, уже давным давно смирился с его ценой и все полностью устраивает... А вот в свете последних событий с рублем, цена на пролоку и некоторое оборудование расстроила...
-
@Sakhalin_Cat, Вы там токарку большую не запустили еще? Я все надеюсь метровый круг из чугуна на Сахалине проточить)
-
Вам бы на Сахалинш на полгодика, где сороковка с аргоном на обмен 3000руб. , потом счастливые бы ходили)) А про заправку баллона с большого в маленький давно известный способ, на большей части пунктов где меняют баллоны, мелкашки так и заправляют. Но есть очень большое "НО" - баллон должен быть чистым и с остаточным давлением. У самого лежит 10балонов из-под закиси азота, сколько не пробовал так и не получилось нормально заправить, всегда газ грязный на выходе... Даже 10раз подряд надувал и сдувал до остаточного, чтобы примеси были максимально малы, не помогло... Нужно теперь откручивать вентеля, смотреть внутри состояние, затем ваккумировать и только потом заправлять...
-
Попал ко мне как-то раз такой блок, после дтп вырвало крепление подушки и пошло пару трещин... Тоже трещал, преимущественно при остывании, решил проблему проковкой шва, как на чугуне.
-
Все таки сторож должен охранять))) 250руб./бутылка 0.5л Я водку не пью, поэтому водку не жалко.
-
Давно, ничего не писал, а за это время появилось много новшеств. Самое главное- наконец определился с названием и сделал маленькую вывеску: Вторым пунктом была замена жижи в охлаждении горелки, антифриз очень сильно оброс какой-то гадостью за год. Было принято решение поменять на спирт. Но как выяснилось спирт выпил сторож, в вечер пятницы спирт было проблематично найти, пришлось сторожу брать водку) Так же уже месяц работает котел на отработке, пока что в тестовом режиме. Периодически устраняю мелкие косяки, все таки горелка почти самодельная. Фото пока не будет. Конечно же дошло дело до маленького апгрейда оборудования) Был приобретен Selco Genesis 1700TLH, правда без переменки, но зато недорого и он реально маленький и легкий... Горелка которая была с ним в комплекте, была в очень печальном состоянии, провод управления порезанный, силовой провод железным хомутом притянут к голове... Но обрадовало что быстросъем на газ в комплекте, штекер на управление целый и голова родная. Путем ваяния ацетиленовой горелкой и походом в электромагазин, была полностью приведена в рабочее состояние. Силовой провод взял с запасом- 25кв.мм Адаптер головы перепаял под раздельные силовой провод и газовый шланг. Сфотать к сожалению не успел. От аппарата в восторге, реально варит по другому в отличие от более младших представителей. Частота пульса до 2.5кГц очень понравилась, соседи только теперь бегают постоянно, понять не могут что так громко пищит) Ну и пробовал пульс от 500Гц до 2.5кГц, металл черный 1,5мм специально пытал на повышенных токах с присадкой.







-
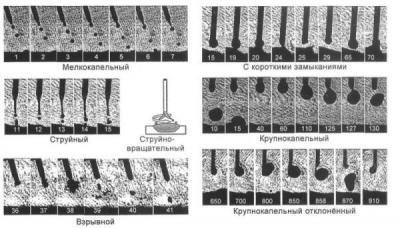
Судя по звуку, как вы описываете, у вас получился крупнокапельный перенос. Я вот нашел таблицу с видами переноса металла при полуавтоматической сварке. Думаю должно помочь в понимании процесса.
-
Если ни разу подобного не делали, то проще считать 30-40руб/см Хотя если клиент даже газ и вольфрам будет оплачивать, то не заморачивайтесь)
-
Там напряжений меньше возникнет,и диапозон температур там меньше + правильный режим сварки. И котел скорей всего не из 430нержи был т.к. у нее шов не пластичный...
-
Этот котел изначально был дизельным, там либо производитель либо клиент перевел на газ... В трубной доске хорошо было бы вырезать отверстия ровно по наружний диаметр трубы, чтобы там был минимальный зазор( или еще лучше чтоб его не было), варить лучше не по одной трубе, а все сразу, предварительно прихватив каждую как минимум на 45 прихватки. Трубу использовать только бесшовную, сварная в скором времени по заводскому шву либо лопнет, либо прогниет. По присадку точно не скажу, но мне кажется 316 присадка будет лучше...
-
Про кипение металла шва именно от действия присадки 12.64 слышу впервые... Были случаи что приходилось в 20 и более проходов и сваривать и наплавлять именно этой присадкой, никогда проблем не было... Вот судя по фото у вас явный перегрев шва, попробуйте варить большим током меньшее время, делайте паузы для остывания стыка... Сам при сварке труб- делаю зазор от 1,5мм до 2,5мм, и варю присадкой 2,4мм. Ток до 32й трубы -90ампер, от 32й до 104й - 115 ампер, все что больше там очень большой разбег по толщине стенки и там индивидуально ток подбирается...
-
При использовании 350амперного аппарата, считаю пролоку 1,2мм самой оптимальной. Заряжали 1,6мм очень сильное тепловложение, при уменьшении подачи или напряжение-одни несплавления и непровары... Металл был от 5мм до 20мм, возможно при толщинах больше 25мм и раскроется весь потенциал пролоки 1,6мм. А так 1,6мм пролоку если только порошковую использовать( которая с флюсом внутри)...