))1.jpg.af9935c18c1804495ac655c422b5496e.jpg)
Вадим2026
-
Постов
51 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Вадим2026
-
Окончание

-
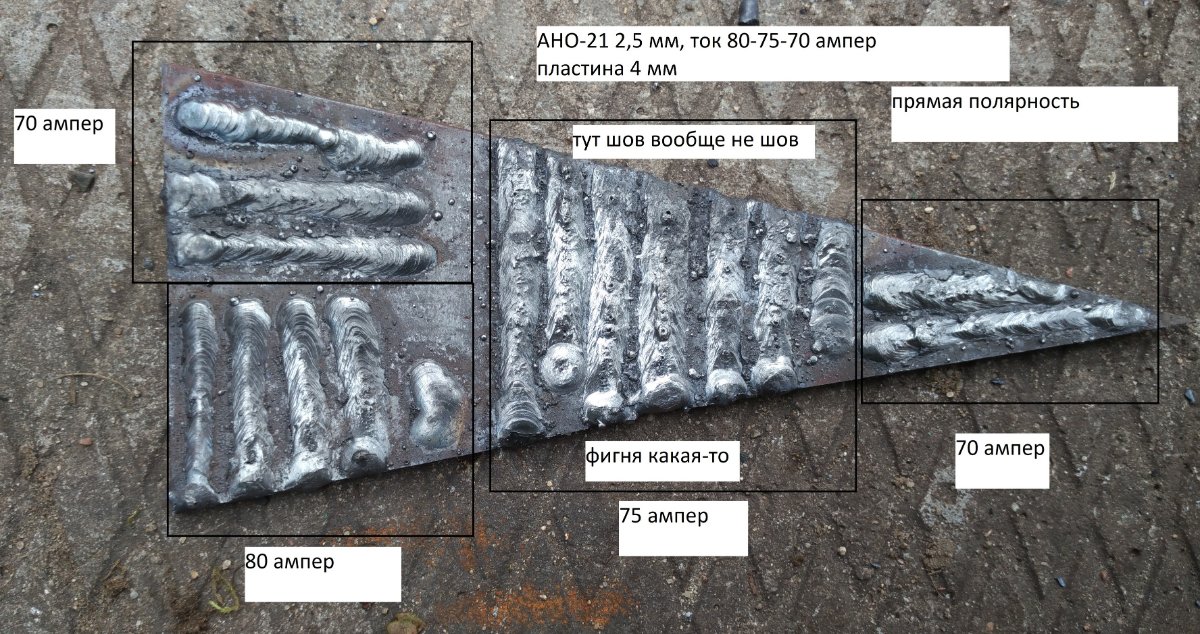
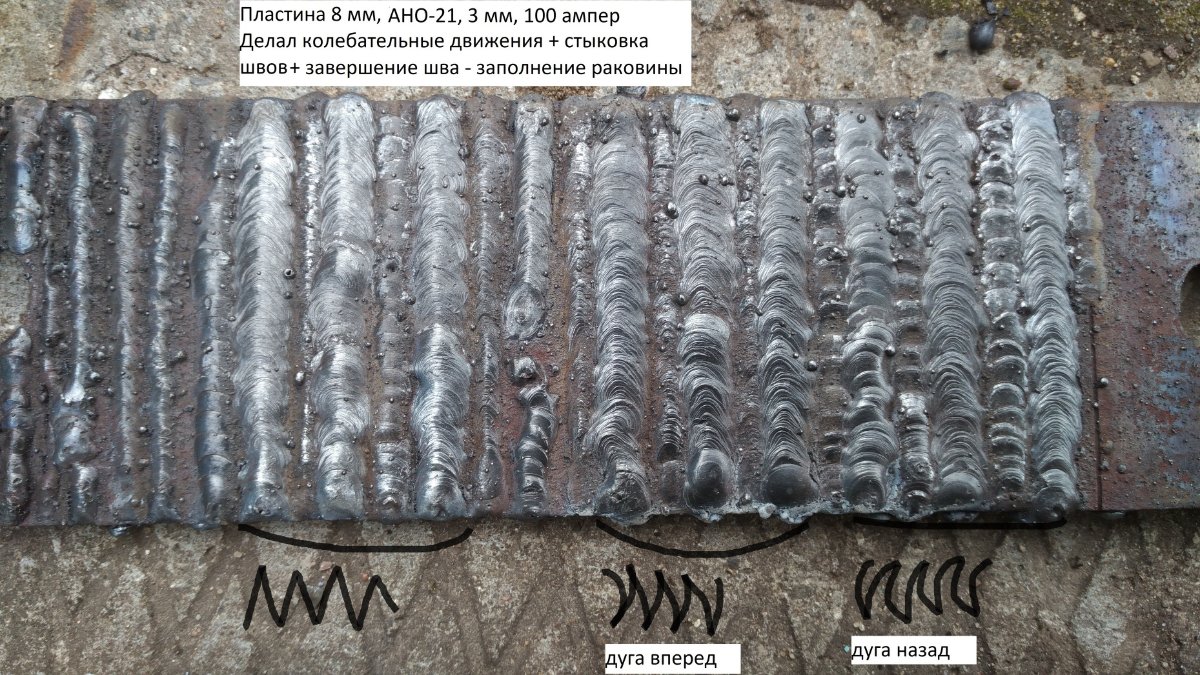
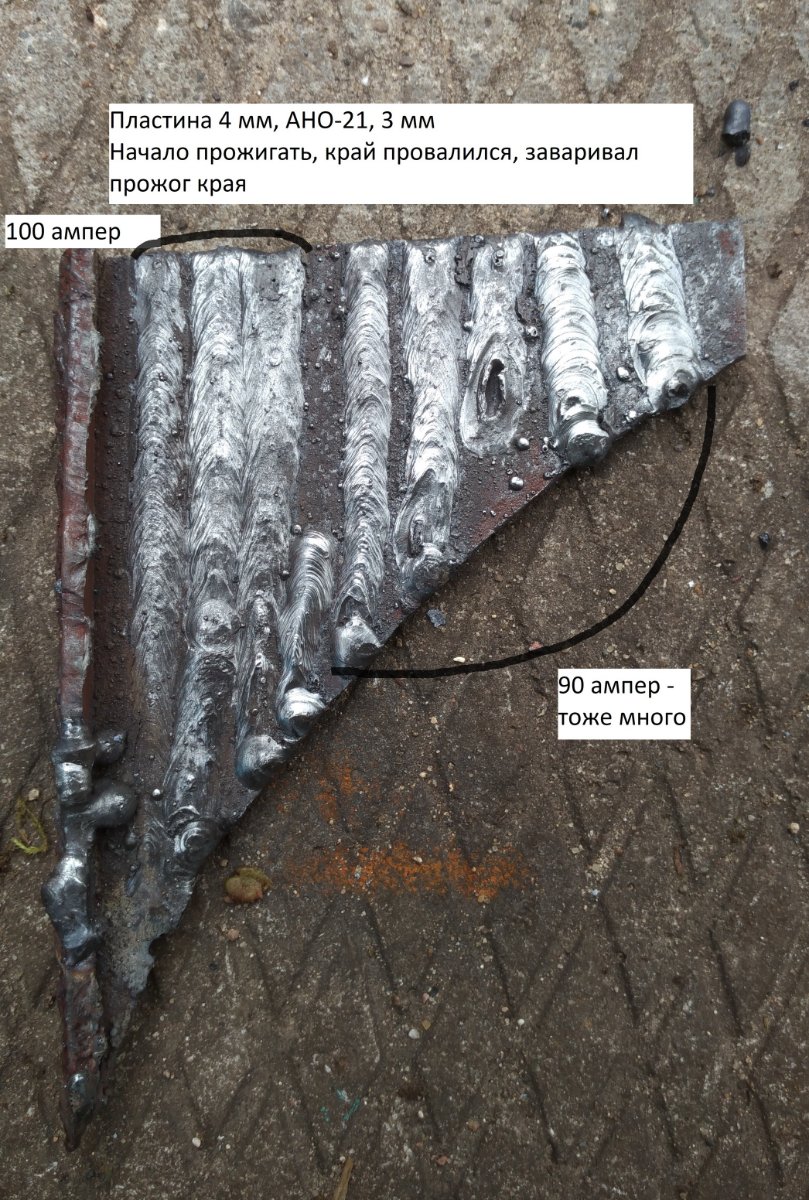
Сегодня протестировал электроды АНО-21 3 мм (Риметалк) и 2,5 мм (Гудел) на разных токах на пластине 8 и 4 мм. Полярность везде прямая. На толстой пластине на 100 амперах пробовал делать широкий шов с помощью колебательных движений. В конце шва для заполнения усадочной раковины вносил металл точками, но давая больше времени на остывание - вроде бы кратеров стало меньше, но совсем не исчезли. АНО-21 загораются заметно лучше, чем МР3. У электродов 2,5 мм первые примерно 2 см было много брызг, шипения и чихания, затем горение стало стабильным - наверное, сырость. Вот как перешел на пластину 4 мм так я и прикурил))). Сразу стало понятно, что 100 ампер - это катастрофа, много тока, край потек, пришлось заделывать дыру точками. 90 ампер тоже много, убавил до 80 ампер - стало заметно, что кончик электрода захлебывается в шлаке. На пачке вообще диапазон токов был указан 100-140 ампер. Поэтому перешел на электроды 2,5 мм. Пробовал 80, 75, 70 ампер. 80-75 тоже много, шов и край еще долго светился (маска уже высветлилась, глазам было ярко). В общем, только на 70 амперах стало более-менее, край не проваливался, шов не раскалялся до бела, остывал более-менее быстро. В общем, надо поставить в следующий раз обратную полярность и попробовать повторить. Я-то думал, что 4 мм - это толстый металл, но оказалось, что электродом тройкой он уже режется, а если даже и проварил, то хорошо видно, что металл перегрет и поверхность коробится, прочности здесь не будет.
-
А еще, товарищи, подскажите, пожалуйста - есть ли разница в рутиловых электродах - наших диаметром 3 мм и зарубежных 6013 диаметром 3,2 мм в отношении скорости сгорания и кол-ва наплавляемого металла? Хоть и разница диаметра составляет всего 6,6%, но, наверное, изменится диапазон токов, возможно, и сам электрод нужно будет подавать медленнее. И по поводу электродов диаметром 2,5 мм - в каких случаях его используют? В книгах пишут, что условно 2 мм металл сваривают электродом 2-кой, а 3-4 мм -электродом 3-кой. Получается, что электродом диаметром 2,5 мм можно пробовать варить как металл 3 мм, так и 2 мм? На ютубе по этому вопросу стоит бахвальство, что "я такой опытный даже автожесть варю 5-кой".
-
Когда я разглядывал эти кратеры, то тоже заметил, что они имеют вид как будто лопнувшего пузыря. Значит, наблюдательность не обманула.
-
Спасибо, теперь буду знать об этом приеме. Получается, что без выводных пластин - кратеры на краю шва - это практически неизбежный дефект?
-
На днях протестировал разные варианты окончания сварочного шва. Попробовал даже "круговое движение" на конце шва как советовали выше - скорее всего это некая авторская технология, это надо чувствовать. Оказалось, что у меня кратеры образуются именно на кромке металла и при проставлении точек (для заполнения усадочной раковины). Лучше всего усадочная раковина заполнялась в вариантах остановки и при добавлении точек. Если вести шов с отрывом и заканчивать не на кромке, то кратеров нет. В общем, надо еще пробовать, тренироваться.
-
Скачано и изучено, но ответа не нашел. Лично сам я предполагаю, что дело в разнице площади сечения электрода и детали - на конце электрода напряженность ЭМ поля выше, поэтому идет перенос металла преимущественно в одну сторону. В плазме дуги движутся и электроны, и ионы в обе стороны (т.е. нет такого однонаправленного движения каким является ток в проводнике).
-
Возможно. На концах некоторых швов я с удивлением замечал, что нет шлака, видимо, он стекал с кромки после проплавления ее края, оголяя металл.
-
О, кстати, а почему дуга дует именно от электрода к детали и металл всегда переносится с электрода на деталь? И не бывает такого, чтобы рос электрод?))). Я искал ответ в интернете, но не нашел внятного обьяснения.
-
Спасибо, на днях попробую этот вариант, потренируюсь. Сегодня, когда я пробовал вариант с просто остановкой в конце шва, то заметил что кромка пластины сильно раскалялась, казалось, что металл провалится. Но, возможно, "долго" держал (поэтому и раскалилась).
-
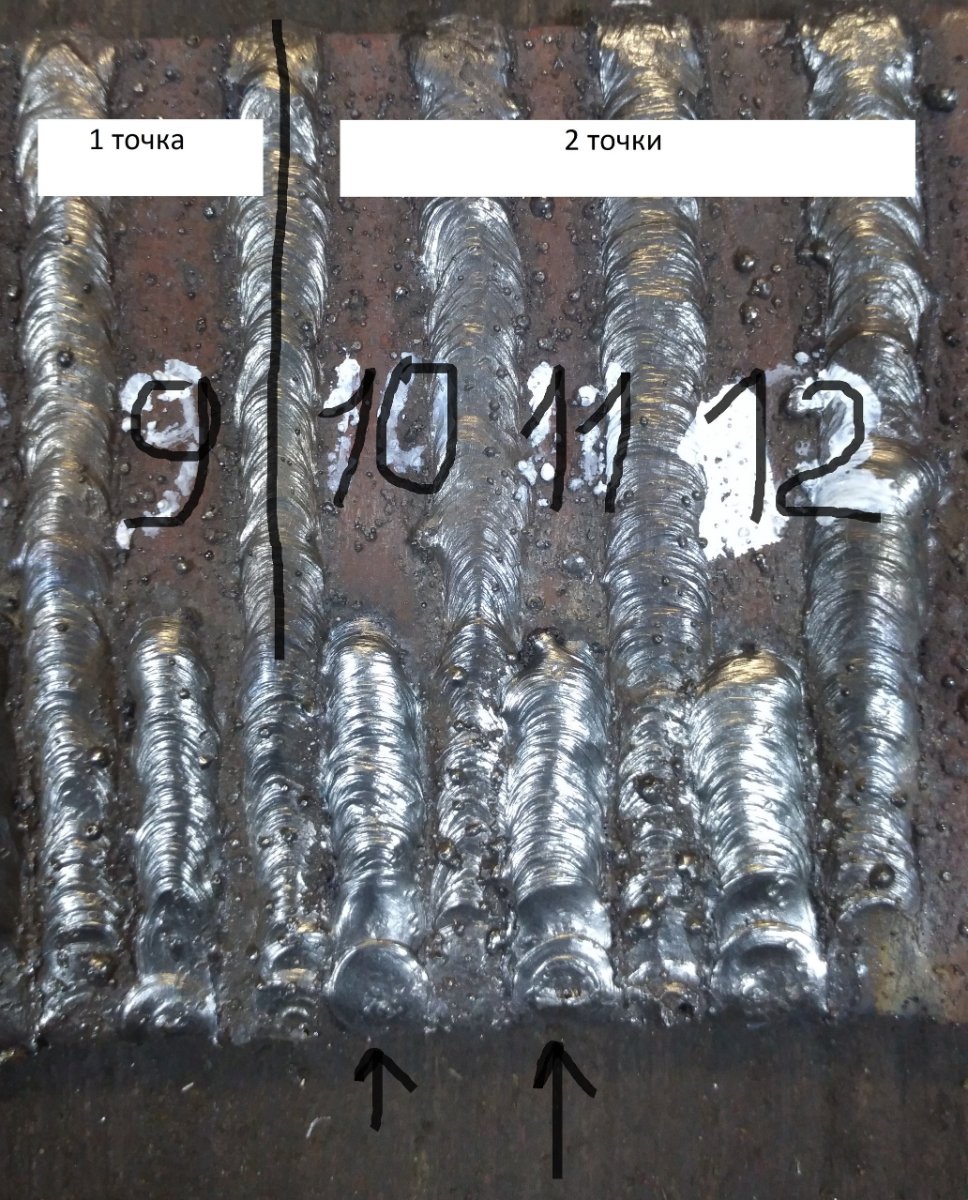
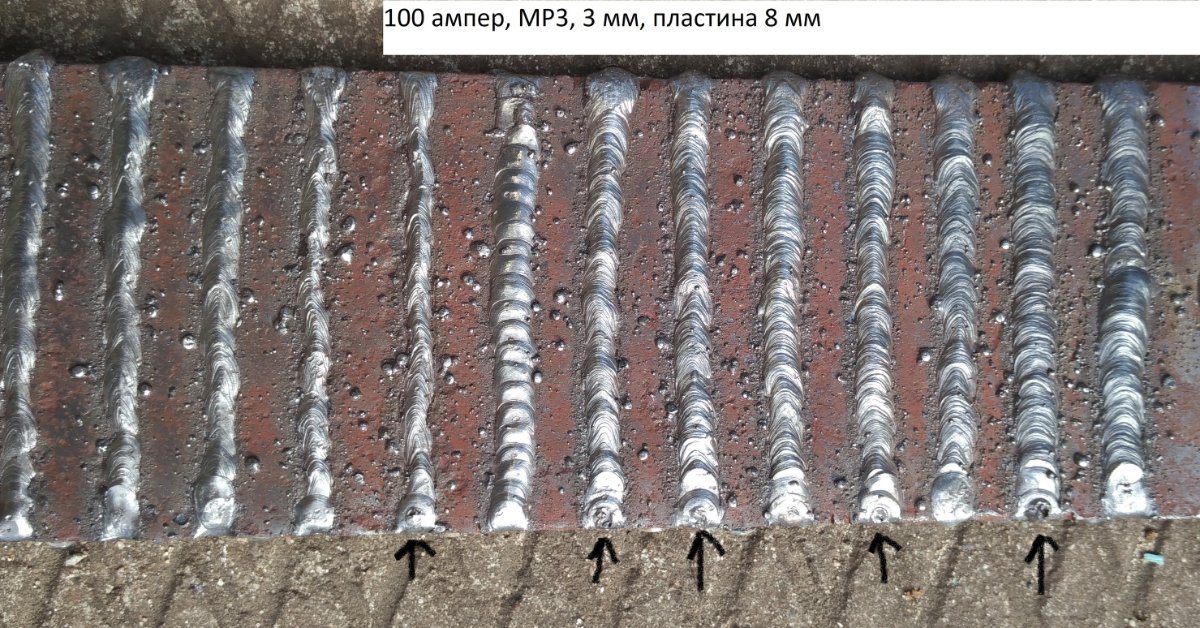
Товарищи, подскажите, почему в конце сварного шва образуются кратеры - часто, но не всегда. Сегодня тренировался в завершении шва - заполнял усадочную раковину 2-мя дополнительными точками. Также пробовал ставить 1 точку, либо возврат электрода на 1,5 см обратно. На фото в данных швах ставил по 2 точки.
-
Как раз теорию и изучал). В кодировке рутиловывых электродов стоит цифра 3 - обратная полярность.
-
Еще заметил, что на моей пластине присутствуют брызги металла. Вообще - это "много" или "нормально"? Такое ощущение, что на 115 амперах от электрода мр3 брызг меньше, чем на 100 амперах. Но и пластина к тому моменту раскалилась.
-
Спасибо, понял. Как закончатся у нас дожди, выйду на улицу, протестирую сварку на обратной полярности электродами мр3, посмотрю разницу визуально хотя бы. На сайтах разных производителей есть разная информация по данным электродам - то варить на прямой, то на обратной полярности, то это рутиловый, то это рутилово-основной. Такое ощущение, что каждый производитель меняет рецептуру обмазки. На моей пачке вообще ничего не сказано про полярность.
-
Да, я тоже думал об этом, что свет отражался от оцинкованного металлического забора и заныривал под маску.
-
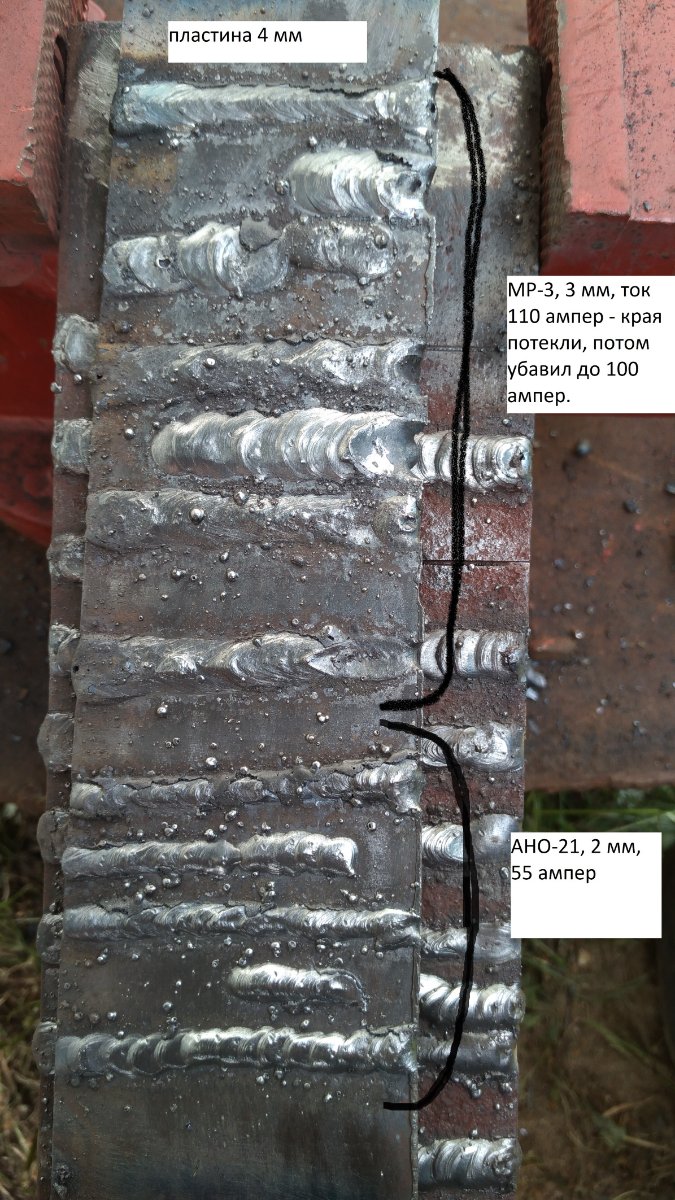
вот тут крупны планом, на всякий случай. Кстати, от сварочной деформации пластину завернуло дугой - я прям удивился. И как тогда варят, чтобы конструкцию не перекосило?)))
-
Здравствуйте! В общем, купил я себе современный инвертор вместо старого трансформатора - Оберон ARC-200, напряжение ХХ по паспорту - 92 вольта, по наклейке на дне аппарата - 83 вольта))). Что сказать - небо и земля конечно - электрод вспыхивает как спичка, жарит только в путь, дуга не рвется, амперы можно выставить точно. Сегодня варил на пластинах пробные швы. Пластины 8 мм и 4 мм. Полярность прямая, ток изменял, чтобы посмотреть, что получится. Электрод АНО-21 диаметром 2 мм при 60 амперах становился мягким, начинал дымить. При 55 амперах - держался нормально. Пластины 8 и 4 мм явно он прогреть не мог, не проплавлял, валик просто наплавился сверху. Электрод МР-3 диаметром 3 мм пробовал при токе 100, 110 и 115 ампер (на пачке для нижнего положения указан диапазон 90-120 ампер). При 115 амперах для МР-3 вроде как многовато - заметно, что шов стал шире, есть брызги, примерно 1,5 см конца электрода раскалились до красна. Ток 100 ампер для МР-3 вроде бы в самый раз. На 4 мм пластине МР-3 при 110 или 115 амперах - точно было много - край пластины потек. Фото результата прилагаю. Да, кстати, на маске выставил затемнение на 12-й уровень - в этот раз в левом глазу не было ощущения зайчика. В следующий раз попробую даже 13 поставить - глаза у всех разные, видят по-разному. У знакомого товарища сын варит на 10-м уровне затемнения, а он сам на 11-м (обычное стекло) - говорит, что 10 - слишком светло. Хотелось бы еще узнать про полярность. В литературе пишут, что на тонком металле 2 мм и менее нужно ставить обратную полярность для уменьшения вероятности прожога. Что скажете, на какой полярности работаете вы?
-
На случай зимней сварки изначально была идея приобрести "обычную" маску со стеклом.
-
Это вы использовали дополнительные очки, чтобы конструкция сильнее затемняла?
-
Ок, сегодня прочитаю эту тему...
-
-
Вот, да - тоже столкнулся с солнцем сзади - лучи под маску и из-за бликов ничего не видно. Натянул сзади капюшон от куртки, стало нормально, без бликов. Думаю, что надо заиметь обычную маску со стеклом, чтобы сравнить видимость и затемнение, а то есть переживание на счет "а правильно ли работает маска". Почему-то после сеанса сварки каждый раз в левом глазу ощущал давление и сухость, а в правом все нормально. На следующий день все проходило.
-
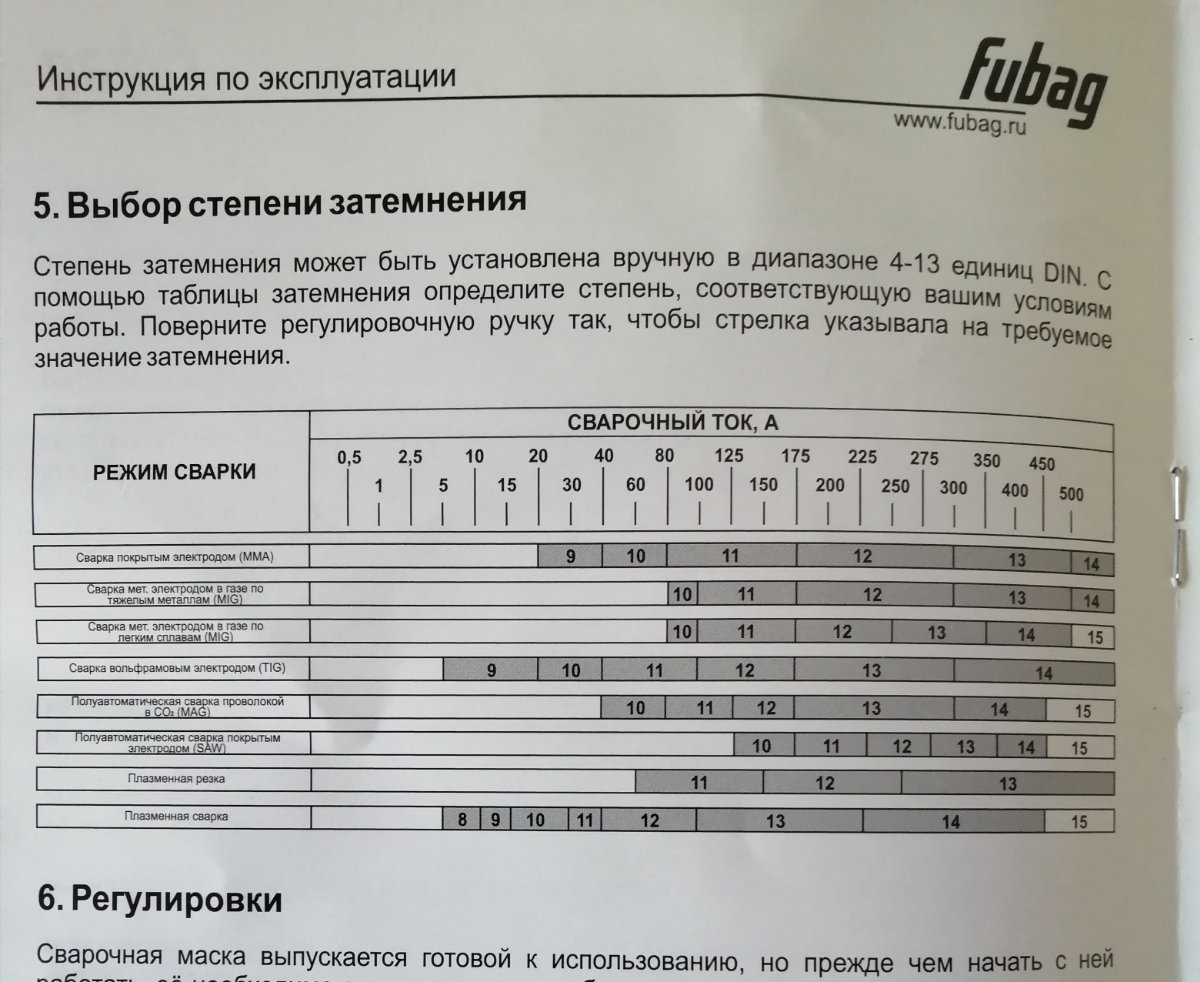
Интернет у меня не по талонам, маска хамелеон Фубаг за 4,5 килорубля, в инструкции там есть таблица настроек. Смысл вопроса был в том, что у каждого глаз по-разному видит через стекло, поэтому на одном токе разные сварщики используют разные уровни затемнения. Я, например, не заметил особой разницы между 9 и 11 уровнем. Ну, может, чуть потемнее.
-
Спасибо, посмотрю. Этот усатый мужик попадался, кстати, в поиске на ютубе.
-
А какой уровень затемнения используете на маске в зависимости от тока, чтобы хорошо видеть ванну? У меня возникло такое ощущение, что при 95-100 амперах 11DIN вроде мало - дуга так нормально светит фиолетовым.
))1.thumb.jpg.2ff26a82905dacd18e40f94ad3933783.jpg)