

alex937
-
Постов
624 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные alex937
-
-
Доброго времени суток уважаемые. Помогите пожалуйста с выбором работы. Предлагают работу на РДС. Монтаж металлоконструкций, трубопровода на территориях ТЭЦ, разрезов, заводов. Зарплату обещают 27-32000(для нашего региона очень хорошо), график 5/2, 6/1. Компания молодая. Работают 4 года всего. Работы говорят вагон. Задержки з/п бывают редко. Могут на неделю и задержать. После того как 1 год отработаю обещают обучение и повышение разряда, после этого аттестуют( НАКС). З/п белая. Спец.одежда и оборудование предоставляют новое. Доверия не внушают по нескольким причинам: 1.Первый месяц работы по трудовому соглашению. Не оформляют официально первый месяц( Если я им подойду то далее оф.оформление, соц.пакет. И.т.д) 2. Уж слишком молодая организация. 3. Не просят заварить образцы. Помогите с выбором. Все что я перечислил это нормальные условия? Я просто первый раз сталкиваюст с подобной системой трудоустройства. Спасибо.
-
Поучиться газосварочному делу-это конечно очень хорошо. Сам хочу. Но зачем вам столько заморочек(балоны, редуктора, горелки и.т.п) для редких сварочных работ на даче? И что там можно варить такого газом?Приветствую!
Хотелось бы задать несколько вопросов...
Собираюсь освоить газосварку для редких газосварочных работ на даче. До этого пользовался инвертором. С чего начать? Хотелось бы, во-первых, где-то этому делу поучиться.
-
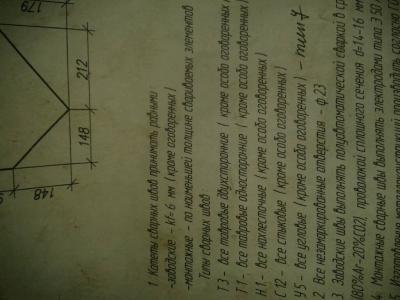
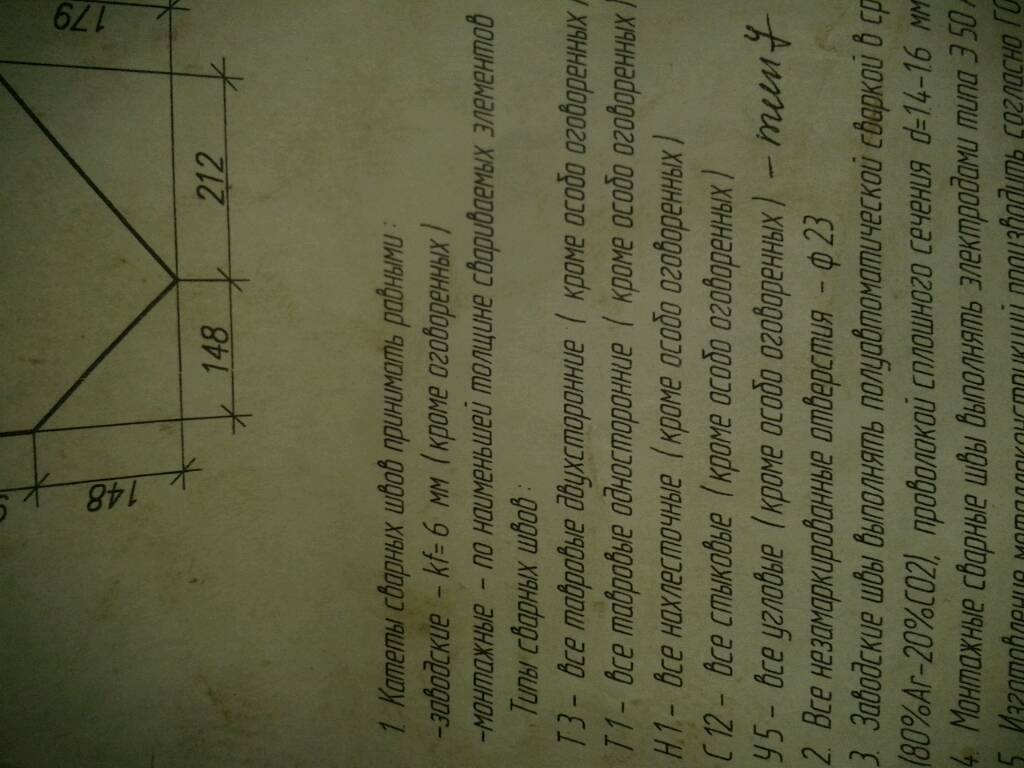
. Почему у меня в чертежах я читаю вот это. Заводские швы у меня все идут с катетом 6мм, хотя толщина разная 8мм и 5мм.@alex937,разве катет выбирают по наименьшей толщине?Первый раз слышу,всегда думал (вернее учили),что его рассчитывают.
-
-
-
-
-
Напишите после, как все прошло.В любом случае спасибо всем за помощь.
-
С одинаковыми толщинами вроде бы все понятно. Но как расчитывают катет с разными толщинами. Допустим как у нас. Толщина 20мм и 8мм. В чертеже написан катет 8мм. Кто то же его составлял. Но я думаю, как может быть катет 8мм, если у нас нижняя пластина 20мм.
-
Меня учили на производстве. Точнее сам учился, вглядываясь в чертежи, на толщину металла, и прикидывал почему именно так. Допустим толщина металла 6 мм, но катет выбирался 8 мм по чертежу. Либо толщины 10 и 8 мм, но катет 10мм, а на другой конструкции, которую недавно варил, та же толщина, но катет 12 мм.@alex937, мастер, кто нас учил
-
Я предположил, почему могли в чертеже указать катет 8мм. Может быть кто составлял чертеж так и думает, что если труба 8 мм, то и катет нарисуем 8 мм. Я с вами совершенно согласен. Выше писал, что варили надколонник с толщиной нижней пластины 8мм и верхней плиты 10мм с неоговоренным катетом 10мм. Но он может быть и чуть меньше.@alex937,разве катет выбирают по наименьшей толщине?Первый раз слышу,всегда думал (вернее учили),что его рассчитывают.
-
@Рудольф Шнапс, Катет указан неправильно как сказал pegi13. Но с другой стороны. Если катет выбирать по наименьшей толщине металла(а он у нас 8мм) то должно быть все верно. Но как его наплавить, проблема. Если даже варить в три прохода, то при сварке последнего прохода можно взять и троечку.
-
Я вам могу сказать одно. Варил у себя на работе надколонник. Толщина металла 8 мм, и сверху него легла плита толщиной 10 мм. По чертежу неоговоренный катет 10 мм. Берите действительно электрод 3-4 мм. И правда, зачем вам электрод 5мм. Там же труба. А я про нее уже и забыл:-). Три прохода и правда будет лишним.Я просто действительно не имею опыта сварки таких конструкций.
-
. Очень плохо что в чертеже очень мало информации.Я вам скажу честно, у меня завтра защита диплома. Диплом я решил написать на скорую руку, потому как чертеж я смог достать только вчера. Мне просто нужно подобрать режим сварки к этой конструкции на бумаге, и рассказать комисси мой порядок сварки стоя перед чертежом. Она не будет производиться. Вот я и ломаю голову, и отнимаю ваше время.

-
 1
1
-
-
Скажите пожалуйста, вы работаете в организации? Или это нужно в личных целях. И куда данная конструкция отправится после изготовления?Только снаружи, внутри не возможно. Это ведь считается как угловой шов. Я так понял в один проход такую конструкцию не сварить только многослойным ? Может взять пятерку, и в один проход сварить по замкнутому контуру. Или в таком случае будет не провар ?
-
Я вам прям с уверенностью не могу сказать, но я думаю: Первый проход у нас получиться не прям в створ соединения а чуть ниже, вкладывая больше тепла в сталь 20мм, я бы варил электродом 5 мм. Все, проварили, металл у нас горячий, и я бы взял электрод 4 мм для второго прохода(т.к металл уже достаточно горяч). Соответственно уменьшаем силу тока для электрода 4 мм. Стенка у трубы 8мм поэтому я был бы поокуратней с тепловложением, т.к сваривая второй проход тепла больше пойдет уже на трубу. Я бы уже не боялся прожечь. А что если сделать так: взять электрод 4 мм, проварить створ соединения, далее пятеркой чуть ниже проварить сталь 20мм захватывая край(чуть больше) шва первого прохода. Толщина металла у нас разная. Больше внимания уделяем металлу 20мм. Это мое мнение, но с такими задачами(с данным диаметром электрода и толщиной металла) я не сталкивался, что касаемо РДС. Почему бы вам 4-кой все не заварить?Я так понимаю будет обвариваться все это с двух сторон?Снаружи и внутри?. А насчет прихваток, что то длинноватые. Можно покороче сделать, ничего не отвалится. Вы их стачивать будете?Мне знакомый предложил выполнить в два прохода. Причем первый проход используя 4-рку и максимально возможный для неё силу тока. А второй проход 5-ркой. Без раздела кромок. Как вам такой вариант ?
Да и по поводу прихваток 10мм нормальный для такой габаритной конструкции ? При том что я буду пользоваться фиксаторами, на всякий случай.
-
. Я бы сварил так: Если электрод у нас 5 мм, то варил бы первый проход так чтобы большая часть ванны проплавляла металл который 20 мм. Край ванны, даже чуть больше захватывал бы трубу. Дал бы остыть металлу, даллее второй проход делал бы сверху(первый проход получисля как полочка для второго). Далее по состоянию ванны и металла(ток можно и чуть уменьшить даже). Большую ванну бы не создавал. Электрод вел бы без колебаний, но скорость максимально возможная, но такая что бы края сплавлялись(без подрезов и наплывов). Трубу 8 мм не прожгете. Ток для этого можно и уменьшить до максимально возможного(т.к металл уже разогретый и сварка пойдет веселей), что бы дуга горела стабильно и ванна не бегала за электродом. А я бы взял электрод поменьше и вообще не парился:-). Я незнаю как себя ведет Уонии 5мм:-) на токах в 250 А. Смотрите рекомендации по выбору тока на пачке, и от нее и отталкивайтесь пробуя на эксперементалных пластинах 8мм. 20мм то вы уже точно не прожгете:-)Мне нужно приварить 325 трубу толщина которой 8мм, к пластине толщина которой 20мм. Вот я не знаю как можно сварить такое. Пятеркой в два прохода, не плохой вариант, но могу прожечь трубу.
Как бы вы сварили ? Забудьте про катет он указан не правильно. Только РДС.
-
. Сталкивался я с такой работой давненько. Варил я вентиляционные блоки точечной сваркой. Был кондуктор, на него укладывались сетки из проволоки 4 мм, далее брал аппарат(он катался на рельсах в подвешанном состоянии, и от него отходили клещи). Очень нудный, тяжелый труд. Когда клещи ломались, варил электродом 4 мм. Сложно, но выполнимо. Просто привыкнуть надо. Ткнули электрод в упор в середину и держите, пока не разогреется металл. Либо ткнули, подождали пока ванночка появится, край на верхнем прутке расплавился, после аккуратно но быстро дугу перевидите на нижний пруток, после дугу обрывайте резко.Подскажите пожалуйста - кто что знает - как варить правильно с виду такую простую но - тонкую проволоку?
-
. Пробуйте в два прохода(я так не варил). Я думаю проблемно будет распределить катет равномерно на обе пластины,проварив створ соединения(могу и ошибаться). Разделку делать не обязательно.(в чертеже не указанно по крайней мере). Я варил подобные стойки на п/а. Разделка кромок не делается. Все варится в тавр?Как думаете выйдет из этого что нибудь ? И выполнять ли разделку кромок ? Катет может не правильно указан. Мне главное сварить башмак.
-
Катет я так понял 8 мм. Везде такой катет?(в чертеже оговоренных не увидел). Если вопрос в том как положить катет такой величины,то варите в три прохода(если электроды диаметром 4 мм). На максимально возможном токе. Скорость сварки поддерживаете такую чтобы ванна была размером с 1,5 диаметра электрода. Ведите без поперечных колебаний. Первый проход можно выполнить прямо в створ соединения, второй проход чуть ниже, но что бы на половину либо чуть меньше перекрывал первый проход, и третий проход сверху, перекрывая первый слой и соединяясь со вторым краем ванны. После каждого прохода зачищайте шов щеткой металлической. Возможно меня поправят более опытные. Варил так полуавтоматом.Добрый день, не знаю как сварить эту стойку.
Чертеж я прикрепил к этой теме.
Вся проблема что мне не приходилось иметь дело с таким толстым металлом.
Благодарен любой помощи.
http://s14.radikal.ru/i187/1406/5c/1f541f5f90cf.jpg
-
С отрывом варил точками. Зажег дугу, кромки расплавились, оборвал дугу. Не дожидаясь пока металл расплавленный остынет(не потемнеет в глазах сварщика) прям по нему же(чуть выше) опять дугу зажег. Варил без отрыва катушку электродом 3 мм толщину стенки 8 мм. Мне без отрыва показалось легче. Колебания электрода полумесяцем рогами вниз. Ток малый(но такой чтобы дуга горела стабильно, не блуждала, и кромки расплавлялись). Скорость сварки определял по состоянию ванны. Переход от кромки к кромки такой, что бы ванна не успела совсем остыть на соседней кромке от куда убежали. И задерживаться по краям.
-
Вы так уверенно это утверждаете. Нету даже такого понятия как правильный вертикальный шов. Есть правильная геометрия сварного шва, провар, усиление, ширина, шва, равномерная чешуя(всего этого можно добиться и с отрывом дуги). С отрывом варят скорей когда не подходящий сварочный ток(соответственно и диаметр электрода), ржавые незачищенные кромки, тонкий металл, маленькие железяки(нагреваются быстро), электроды с рутиловым покрытием(можно и без отрыва, если металл большой толщины варить и электрод 2,5 мм. Чисто мое мнение. Не варил так, но видел). И это не значит, что это не правильно. Без отрыва дуги по вашему это неправильный шов?. Когда соблюдены все требования, зачищенны кромки, подобранны подходящие по диаметру и составу электроды, и толщина металла которая просто кричит:-"Ну свари меня без отрыва".Правильный вертикальный шов выполняеться именно с отрывом вариться!
-
Очень много факторов которые влияют на здоровье. Это и сварочные аэрозоли, и зрение. Не сам нахватаешься зайцев, так сосед подкинет несколько( если нет экранов между постами и.т.п), и постоянно согнутое положение(у кого как), и поднятие тяжестей. Со спиной сам уже 4 дня мучаюсь. Болит зараза. Знаю двух сварных, у которых астма(по 10-15 лет непрерывного стажа). Самого пока беспокоит спина. Удовольствие которое я получаю от сварки, помогает мне не замечать болей в спине, уставших глаз, и ожогов. Кстати про ожоги. Кто не боиться шрамов на своем теле от ожогов, просим в наши ряды. У меня уже много:-), и каждый шрам напоминает мне на какой работе, и при каких обстоятельствах я его получил:-). Смотрю бывает на руки, ноги, и вспоминаю:-). Ладно мы! мужики!. Но знаю одну женщину, сварщицу. Она очень сильно стесняется показывать руки людям(в магазине и.т.п). Мне страшно только то, что к старости могут все вредные условия вылезти за раз.
-
Спрей антипригарный(как выше на фото или тому подобный) или паста. Про парафин впервые слышу. Интересно. Если натереть им горелку, брызги будут легко удаляться?может кто подскажет средство от налипания для самой горелки



Совместимость сварки с алкоголем
в Курилка
Опубликовано · Изменено пользователем alex937