saper24
-
Постов
4 434 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент saper24
-
Странная деревня, сервис центры по не китаю в ассортименте прямо там, а поломанный китай куда то надо везти. Везти придется и то и то если что. Сейчас форсажи во всех инстоументах со скидкой. https://m.vseinstrumenti.ru/silovaya_tehnika/svarochnoe_oborudovanie/mma/svarochnyj_apparat_invertor/forsazh/svarochnyj-apparat-bez-komplekta-forsazh-forsazh-200-viam.683151.020/?gclid=Cj0KCQiAnKeCBhDPARIsAFDTLTKUGAdJcLdeY2hXk3YJDxknG-D0PSoxDz8x_dK1hJJ-iXH2zIFNimgaAlvOEALw_wcB На форуме есть представитель Торуса.Можете спросить у него. Посоветуют и думаю скидочку сделают. Сам Торусом пользуюсь уже шесть лет на стройке. Жив и здоров вопреки всему.
-
Это все выше написанное, я так понимаю, ты с NOKIA 3310 прислал???
-
Бюджет штука хитрая. У меня он ваще никакой. Расходы равны доходам и на том спасибо. Не у всех так. Но если что то надо сверх, беру доп работу и вперёд. Был бы смысл. Не знаю отбился мой евм или нет, но что имеем по факту? У меня к нему нет претензий кроме цены расходки, но это и не к нему. На момент покупки выбор был очень не велик. Но по прошествию времени что изменил евм в этой модели??? Ничего на чем стоило бы заостряться. Он что идеален, универсален? Нет. Надежен - да. Но морально устарел. Китайцы не без греха но они пластичнее в разы. Тот же гроверс тому доказательство. Работа над ошибками неустанная когда есть обратная связь. ГРПЗ со скрипом но слушают. Кто меня послушает в евм? Так же как Виктора, Андрея и Александра в хелви. Через русское ухо. Мало конечно кто пользует оборудование на сто процентов функционала. И это доказывают счастливые обладатели хелви, у которых в виду иной плоскости задач проблем не возникает. Но это не отменяет требований к исполнению всех обозначенных видов применения. Как для хелви так и для китайцев. А вот цена уже служит в одном случае оправданием косяков, в другом отягощающим обстоятельством. И тем кто ее пока не заплатил стоит быть внимательнее. Потому как бюджет штука такая. Можно купить дорогую шапку если обут и одет. А если босой и с голым задом лучше купить штаны обувку и шапку подешевле. Потому как даже корона голый зад не делает презентабельнее.
-
А когда это у Копича ( шерман/магнум/крамер) появились что он о них так смело рассуждает? Раслад пока такой - пользователи имевшие оба вида аппарата и сделавшие выбор в пользу китая( причем работающие на аппаратах каждый день) против одного заинтересованного лица, китайского оппонента в глаза не видевшего. И кучка ОЧЕНЬ важных людей со званиями и регалиями но приходящих к хелви что бы тряпочкой его протереть. Вы из второй кучки??? Поздраляю, вы истина в первой инстанции!
-
Ну что ж вы батенька с козырей то сразу, вот так и сядь с вами играть))) Хобби оно дело такое любит тишину и уединение. А то покажешь ненароком кому любимый разводной ключ, а окажется что это штангенциркуль.
-
 Достаточно выставить верхнюю рамку на нужной высоте так что бы она центром совпала с нижней по отвесу и стороны были параллельны. Плечи трапеции сами собой получатся одинаковые и под одинаковым углом. Для этого достаточно четыре ровных дощечки длинной 60см и шириной 20см. Ставите их во внутрь большой рамки. Отмечаете высоту расположения верхней рамки на дощечках. Вкручиваете саморезы. Так что бы меж доской и шляпкой легла профтруба. Собираете пирамиду. Все спозицианируется само.
Достаточно выставить верхнюю рамку на нужной высоте так что бы она центром совпала с нижней по отвесу и стороны были параллельны. Плечи трапеции сами собой получатся одинаковые и под одинаковым углом. Для этого достаточно четыре ровных дощечки длинной 60см и шириной 20см. Ставите их во внутрь большой рамки. Отмечаете высоту расположения верхней рамки на дощечках. Вкручиваете саморезы. Так что бы меж доской и шляпкой легла профтруба. Собираете пирамиду. Все спозицианируется само. -
Ссылочку можно на продавца?
-
Круть! По периметру проема с низу не плохо было бы поставить планки с концевиками.Для реагирования на выступающие предметы. А то что то вроде гильотины выходит.
-
А результат от " вообще не получится" до " заманаешся выравнивать" его не пугает. Грамотные доводы это курс по многим дисциплинам ставящим непростые вопросы, ответы на которые лежат в плоскости плясок с бубном без пулься и в раз плюнуть с пульсом. Я когда полуавтомат себе выбирал, читал в основном вопли о том что полуавтомат в принципе настроить невозможно. Тоесть уяснил что у рядового пользователя рядового ПА возможна куча проблем. Потому купил ПА с мозгами. Я доплатил за отсутствие своих и не прогадал. Включил и попер. Какие проблемы, где??? Не, не слышал. И не жалею, на тот момент выбор был не велик. Не то что сейчас.
-
У меня нет 20ки под рукой, но я пошукаю. И как только морозы закончатся сам посмотрю что да как. В минус 15 в углекислоте варить не шибко охота.
-
Человек просто решил катету навалить. А как ты определил проникновение в основной металл?
-
Рогозину можно ракеты ронять. Тем у кого пост в ЕР поменьше, можно чуть меньше, но то же дофига.
-
Если что получилось то и результат, то методов масса. Вне пределов гаражного кооператива работа начинается с определения нагрузок на конкретный узел изделия. Дальше, если известен материал рассчитывается способ сварного соеденения, его геометрия. А поскольку сварка процесс слегка горячеватый то изучается термическое влияние выбранного споба сварки на структуру свариваемого металла. На предмет ослабления несущей способности. Термическое воздействие имеет несколько зон в каждой из которых возможны паразитные процессы. Выгорание, перегрев, закалка и т.д. могут существенно повлиять на работоспособность соеденения. А потому сварочный шов по мимо прочности должен удовлетворять еще ряду важных требований, что существенно влияет на его конечную геометрию.А потому все, что делается в не рамок продуманного технологического процесса это результат по сути, но не по качеству. Отсебятина проще говоря. А положительный результат наших тюлюпаний вытекает из несложности выполняемых сварочных работ. Где прочностные характеристики применяемых материалов с лихвой покрывают нашу самоуверенность. Да и главный критерий приемки - стоит, не течет, держится.
-
Ну или так. Kataev.pdf

-
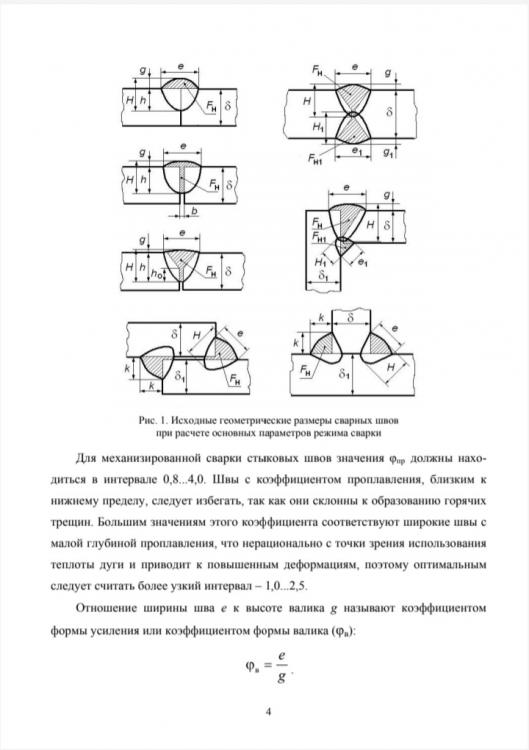
Многие забывают что такое гост и прочие нормативные документы. А это не что иное как описание испытательной работы по получению сварочных соеденений с необходимыми прочностными характеристиками. Кто то за теоретиков давно варил, резал, разрушал, измерял. А то что показало необходимый результат было отражено в нормативных документах. Но для некоторых сие превратилось в некое подобие библии. Для случаев в нормативке не описанных существуют расчеты геометрических характеристик сварного шва. И надо же какая неожиданность, но в наиболее приемлемом варианте шва его геометрические характеристики находятся в зависимости друг от друга. В узком давольно таки диапазоне. Коэффециент формы проплавления ( отношение ширины шва к глубине проплавления) оптимален при значениях 1-2.5. Коэффициент формы усиления (отношение ширины шва к высоте валика) оптимален при значениях 7-10. Выходы за эти рамки приводят к образованию горячих трещин, усталостных трещин, ослаблениям конструкционной прочности. По этому тупо взять и запузырить проплавление по самые помидоры вкорячив ляктрод потолще да току побольше попытаться конечно можно, но зачем??? Да и вообще сварщик не в состоянии проплавление контролировать. Оно получается по умолчанию при соблюдении режимов сварки для данного вида сварочного соеденения. И сварщик ничего пилить, шлифовать и кислотой вазюкать не должен.
-
И не раскроется пока ты не поймешь что параметры выбора напряжения и скорости подачи выбираются под проволоку. А не на оборот.
-
А ничо что скорость подачи этих 0.8 в ванну такова что скорость переноса металла гораздо выше чем у покрытого электрода. И вообще под любое тепловложение можно подогнать подачу необходимого колличества проволоки 0.8 мм. Тут только скорость подающего является ограничением. Правда не понятно кому нужен этот режим огнедышащего вулкана. Не приходило в голову почему полуавтомат предпочтительнее для сварки тонколистового металла? Не? Никогда? Может как раз потому что тепловая энергия дуги не "жрет" металл детали из за потерь тепла на расплавление присадочного материала. Но обеспечивает сплавление металла детали с металлом присадочного материала. Не приходило в голову почему для сварки покрытым электродом, до определенных толщин, допускаются стыки без разделки? И они успешно свариваются с проваром на всю толщину. Дуга позволяет продавливать. А смеси полуавтомата с мма не существует. Если увеличить тепловложение на дуге которая должна проплавлять металл заготовки не добавляя подачи проволоки. То проволока отгорит и дуга убьет наконечник. Если выставить подачу сообразно тепловложению то энергия будет уходить на два фронта и никакого провара в глубь, без разделки, не выйдет.
-
Я чего то про знания без лаборатории не понял. А потом вспомнил что колхозник и все встало на свои места)))
-
Услыш же и прими это. Ибо мудрость веков неизменна. "Для меня результат: это достижение того, что надо (стабильное проникновение и стабильность процесса)" Копич.
-
Иван, решение есть.
-
Клуб почитателей Дзюбы. Скоро на ютубе удостоверения выдавать начнут. По крайней мере самоуверенности, смотрю, ведрами уже отсыпают.
-
Добавил.
-
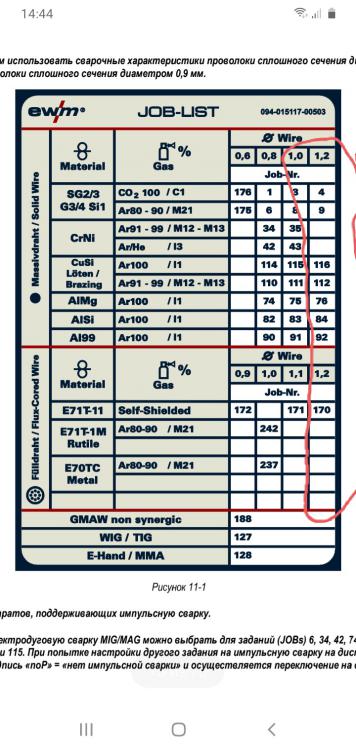
А твоя способность совать нос в совершенно другие разговоры с разбегу поражает. Разговор был за возможность и невозможность сварки проволокой 1.2мм однофазным инвертором. Это ты сюда импульс приволок кз и т.д. Нравится отвечать на собственные мысли, а не на то что прочитал - валяй. Ты же у нас самый умный. В меню есть - значит производитель заявляет о возможности реализации данной программы. В моем меню возле столбиков с диаметром 1.2мм нет звездочек указывающих на сноску в конце страницы *"уточнить у Валеры" Значит немцы рассчитывают только на себя.
-
Это с высоты Ваших познаний подмечено???))) Которыми ты тут депломированных специалтстов тюлюбонькаешь? У тебя то промышленный тпшка, то нет. По числителю и знаменателю?
-
О как. Тевтонцы выходит от балды джобы рисуют, потехи ради. Хотя пикомиг поменя тпшки выдает ток. Слава богу предупредил что однофазникам 1.2мм не под силу. А то немчуре этой лиш бы продать.