

ВикторМ
-
Постов
17 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные ВикторМ
-
-
- На ЕСКД плевать.
И правильно, а то тут некоторые в госты тычут и десятки считают

@ВикторМ,поставлю вас в известность, если вы не знали, что чертеж-это конструкторская документация, по которой работают люди, если брать конкретно сварщика, то он, глядя в чертёж, должен видеть не фигу, а вполне доступную информацию, что бы я мог согласно ГОСТу и типу соединения выполнить сварной шов согласно этому ГОСТу и конструктивным размерам, в соответствии с толщиной металла, типу соединения и виду сварки, а не спрашивать слесаря дядю Васю как мне это исполнить.
Простите, но табл. умножения Вы тоже на калькуляторе шарашите и радостно оповещаете мир когда совпадает?..
Еще раз: на черетеже указана ВСЯ необходимая и достаточная информация.
-
У меня нет большого опыта работы с чертежами на разных предприятиях. Есть только один в ЦАГИ в конце 80-ых. Работал там от 4-ого разряда, слесарь сборщик (максимальный после училища) до 6-ого и повышения на клеймо. Было свое рабочее место, принесет мастер пачку чертежей для изготовления какой нибудь детали, там и сварка, там и токарка с фрезером, там и эрозия и куча другого и хим обработка. Сядешь и начинаешь разбираться куда какой чертеж отнести, что сразу могу сделать, что сначала токарь или фрезеровщик и т.д. Не редкость для начало изготавливал приспособу что бы выполнить тот или иной узел. А иногда изготовление узла занимало больше времени чем сама работа. И вот я к чему, ни когда к нам в низ с верхних этажей (там было конструкторское бюро) не спускались инженеры что бы что то спросить. В чертежах все было, что должно быть. Если например в чертеже стоит паз с прорезью в 0.5мм и класс поверхность 14 то понятно что это надо делать на эрозийном станке больше не на чем это не сделаешь так как в такой паз ни чем не залезешь для шлифовки в такой класс, изготавливаем электрод под данную задачу и идем режем. Как то так. В общем интересная работа, если бы не 90-ый не ушел бы от туда.
Т.е. частично исполняли обязанности технолога, а не кричали, что это не моя работа и знать ничего не знаю, как оппонент выше)
-
Как конструктор - конструктору скажу (банальные вещи наверное). Существующая догма на недопущение конструктором установки технологии выполнения изделия (с известными оговорками), зачастую рождает для конструктора сильную головную боль. Запаришься в цех бегать и объяснять свои мысли исполнителю. Я всегда в конструкцию закладываю технологические возможности исполнителя, если конструкция не обезличенная по исполнителю. Если исполнитель обезличен, то по возможности стараюсь опереться на технологию исполнения попроще, а не на ту, которая применяется в NASA, или НПО Лавочкина.
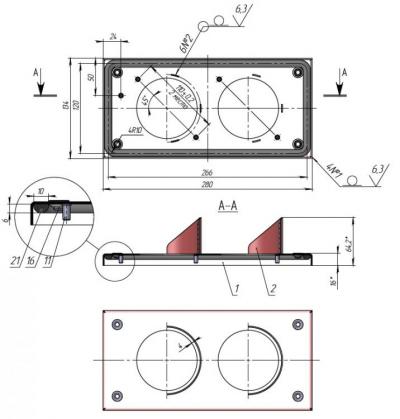
Вот для примера пара чертежей с установленной технологией исполнения под известного исполнителя.
Первый чертеж - не буду комментировать - некогда разбираться что это.
По второму - на требования ЕСКД плевать - это понятно. п.3,5 тт -
. Но это ладно. А что за "линия сгиба" указана? Это же вроде конус свальцованный? Зачистка шва нэ треба? Что за "2R"======
Ну а по нашей теме - какую доп. информацию должен получить сварщик из ГОСТ по сравнению с нашим чертежом крышки?
@ВикторМ,как раз на нестандартные должны быть указаны габариты шва в чертеже, я их не увидел, вид сварки не указан. Поверьте, я много приспособлений для работы сделал на коленке, выше головы я не прыгну и приобретать за свой счёт тоже, конкретно к моей работе у руководства претензий нет. Просто накипело, вы не одиноки, у нас цельный конструкторский отдел и такие чертежи мне носят постоянно. Конкретно вашу деталь сварить не проблема, я бы конечно применил всё свои знания и умения при сварке, но на выходе не знаю что бы получилось, честно.
Выше ведь ребята выложили фото более сложных изделий из 1мм нерж. сваренных СПЛОШНЫМ швом БЕЗ поводок, а Вы какие то десятки высчитывать предлагаете. Вид сварки - указан в ТТ как того и требует гост, габ. шва - определяются СБ чертежом.
Георгий, спасибо, я Ваше мнение услышал, но соглашусь с теми кто мнение подкрепил АРГУМЕНТАМИ, а не голословной ловлей блох

-
@ВикторМ,я всерьёз считаю, что в данном случае ошибка конструктора. Закладывать избыточные размеры швов, тем самым подвергая деталь излишней деформации, и при этом выдвигать требования к плоскости-это верх цинизма. Поэтому и говорил, что в данном случае вина сварщика на последнем месте, жаль нет технолога, с ним бы тоже пообщался. Но и это ещё не всё, если это рабочий чертёж, то им только подтереться, лично я бы не стал по нему работать, ибо нет информации, которая мне необходима как сварщику. Это не в обиду если что, мне то оно до лампочки по большому счету.
@ВикторМ,каким способом предполагается производить сварку? Какой ГОСТ на сварку? Какой тип соединения? Какие конструктивные размеры швов? Откуда мне черпать эту информацию? Я не экстрасенс
Георгий, не в обиду - почитайте на досуге тот самый ГОСТ как производится обозначение НЕСТАНДАРТНЫХ швов. Все НЕОБХОДИМЫЕ данные для работы грамотного сварщика - УКАЗАНЫ.
Вам здесь многие советовали и я присоединюсь и повторю: ищите ВОЗМОЖНОСТИ для выполнения, а Вы постоянно ловите блох и ищите ПРИЧИНЫ для отказа от работы. Их любой идиот найдет столько...
-
@ВикторМ,т.е.получается вы ничего не просчитывали, а просто взяли из головы, так?
Георгий, вы всерьез считаете, что каждый элементарный пук ОБЯЗАН просчитываться?.. Что за привычка тянуть быка за гланды?..
@ВикторМ,по обозначениям ГОСТ 2.312-72, по сварке ставьте точками по местам сварки, должно помочь. Не швами варите, а именно точка вместо шва.
А что НЕ по ГОСТу?
-
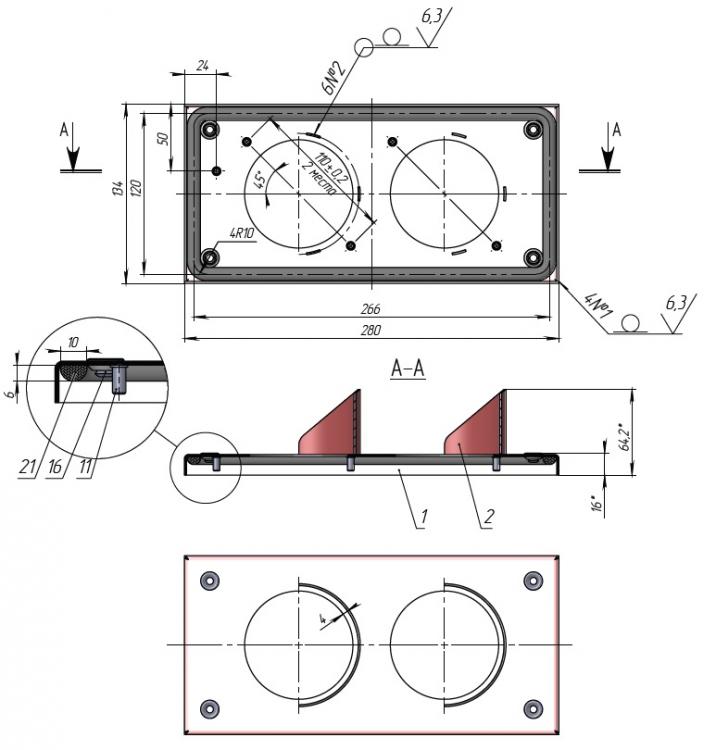
@copich,почему 6? 10 же вроде писал.
10 было на 6 переделали.
ну так зачем тогда ваши пазы и ответные части по длине 6мм? Почему их нельзя сделать 2-3 мм ?
Примерное равенство площадей: 10мм2 и 7мм2 (площадь ф3)
-
@ВикторМ,да
Нет, конечно. Расчет простой: условно, если штыри заменить 2мя винтами М3 - скорее всего козырьки нормально притянутся. Для гарантии - делаем три штырька. Логика такая была.
-
-
@ВикторМ,имел ввиду штырьки, какая протяжённость св.шва на одном штырьке?
Был 10 х 0,6 (стандартный размер по предложению самого же производства, правда для чернины)
-
если знать на что способен сварщик, то при возможности под него можно подготовить материал. Тут и возможности аппарата и сварщик и заготовки требования от заказчика. Нам не раз привозили образцы под сварку. Одним сказали нарубить, другим накатать, а в итоге то что не возможно сварить. Сварщик это завершающая стадия но не единственная.
тут нарезали. Ну как посчитали нужным так и нарезали. Мы что-то такого варили. После двух трех проб становится понятно, что должно быть, какой высоты штыри и какая посадка. Это диалог между конструктором и сварщиком. В противном случае, мне дали, я сделал как посчитал нужным.
Абсолютно согласен. Но к сожалению сварщик работает у контрагента, не пообщаться с ним напрямую.
@ВикторМ,для чего столько сварки заложено? Были ли какие то рассчеты?
Углы - чтобы щелей не было + по три штырька на козырек, чтобы в дальней дороге не отвалились, все ж миллиметровка...
-
@selco,а у меня вопросы к конструктору и технологу.
Задавайте. Конструктор Вас внимательно слушает.
Вот 1 мм нержавейка. Сплошной шов и даже не пульс. Ничего не ведет, не коробит (можно по отражению посмотреть). Конструктор, технолог и сварщик сидят на одном стуле. Я к чему? Необходимо согласовывать действия этих трех, по отдельности уважаемых персонажей.
Класс! К сожалению до стула сварщика не добраться - разные конторы. Связь только с мастером.
А переходник тоже из 1мм нерж?
-
@Dmitry1962,сама конструкция не предполагает идеальной ровности, я бы на клёпки эти козырьки посадил, если не принципиально.
Боремся за эстетику. Вроде технолог когда смотрел, не предположил проблем каких то и вот вылезло в самый неподходящий, как обычно...
На ровную формованную деталь приделали ровные детальки, прихватили их в нескольких местах и все стало винтом? Мутно это как тр.
Вот и я не понимаю. Информация со слов изготовителя. И фото - его. А разруливать надо мне...
@ВикторМ,минимум 2 мм надо толщины и над обозначениями св.швов поработайте.
1. В наличии сейчас только 1,5мм.
2. А что смущает по обозначениям?
И шовчики, ИМХО, перегреты
А как определяете?
Результат сварки очень и очень плохой. С обратной стороны только следы побежалости должны быть и то минимум, но ни как не проявившиеся ежи. Поэтому крышку и тянет.
,
А "ежи" что такое?
-
1. штырьки конечно уменьшать, т.е. пусть их больше будет по количеству, но по размеру меньше.
2. подобрать режим сварки, т.е. режим точечный нужен, клац и сварилось. А не держать дугу.
3. например взять ферритную нержавейку, она более устойчивая к короблению
4. толщина крышки не сильно поможет изменить ситуацию, но конечно в 1.5 будет лучше.
5. если резали на лазере, то важно еще видеть результат вашей резки, если кромки окисленные, то перед сваркой надо зачищать.
еще, если штырки есть возможность изменить высоту, то может небольшой выступ даже будет лучше, с него и начинать дугу. Заподлицо не всегда хорошо, а если еще и утоплено, то еще сложнее.
И конечно, как сварено... либо нет опыта у сварщика, либо сделал на отвали. Результат сварки очень и очень плохой. С обратной стороны только следы побежалости должны быть и то минимум, но ни как не проявившиеся ежи. Поэтому крышку и тянет.
А вообще, если можно обойтись без сварки, то штырьки делаете длиннее, чтобы ухватиться инструментом и поставив козырек, с обратной стороны на треть оборота или более штырьки крутите во круг оси и будет просто механическая фиксация одного относительно другого. После, для герметичности, можно и герметиком с обратной стороны мазануть с усилием, чтобы продавить герметик в зазоры.
1. Штырьки уменьшили. Пойдет?
3. Нержа закуплена: х18н10т
4. Будем пробовать 1,5мм
5. Кромки проверю
====
6. Выступ нельзя - там внутри крышки стекло будет (это светофор)
7. Штыри чуть утопленные обычно делаем
8. "Либо нет опыта у сварщика, либо сделал на отвали. Результат сварки очень и очень плохой"
- вот тоже к этому интуитивно склоняюсь. Делали и куда более сложные поделки, а тут...
9. Без сварки уже нельзя - очень срочные изделия с военной приемкой...
Тогда уж и подробности - чем резали, как выдавливали "шпеньки", требования к прочности швов (на козырьках)
Штырьки? Лазером резали, потом гнули. На штырьках часто собираем (шип в паз) обычно отличный результат.
По прочности - чтоб по дороге не развалилось, ну и снег... Хотя там жарко, куда едет. (это коробка светофора)
-
Похоже это изза углов, нафигачили присадки туда. Я что то похожее варил, но делал кондуктор и все три плоскости угла зажимал намертво, пристукивал щели и варил с мизером присадки. Бывали иногда поводки, но я их выправлял газовой горелкой.
Говорят, когда углы проварили была идеально ровная. Повело после приварки козырьков
@Dmitry1962,по сварке непродуманная конструкция.
Ну тогда уж просьба подробности, раз критика...
-
Георгий , да не обязательно им сие и скорее не чего хорошего не выйдет.
НЕРЖ - ОЧЕНЬ ВЕРТЛЯВА !!!! ,,,, но можно справиться и с нею .
А можно узнать параметры листа к которому труба приварена. И как сильно его покоробило?
-
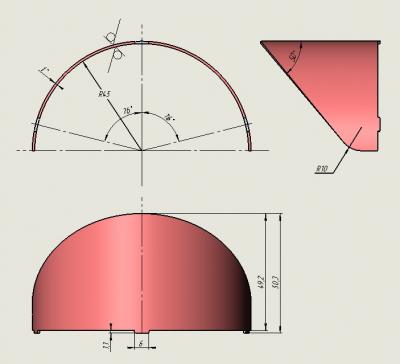
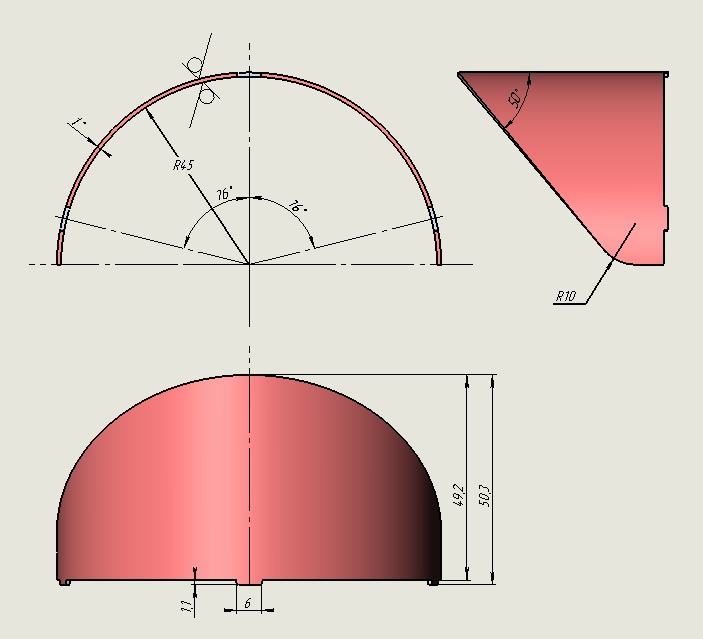
Всех приветствую!
Заказали на производстве коробки из нержи 1мм. Чертеж и результат прилагаю.
Изготовитель говорит, что при такой геометрии нормальный результат (боле-менее ровную крышку) им из нержавейки не получить.
Так ли это и может ли помочь:
1. Увеличение толщины крышки до 1,5мм
2. Уменьшение штырьков
3. Жесткое закрепление крышки в кондукторе до момента остывания
И тишина... Коллеги, очень важно,прошу поделиться мнениями по короблению нержавейки
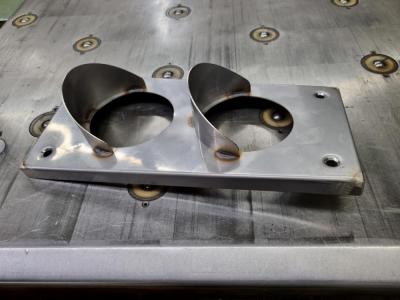
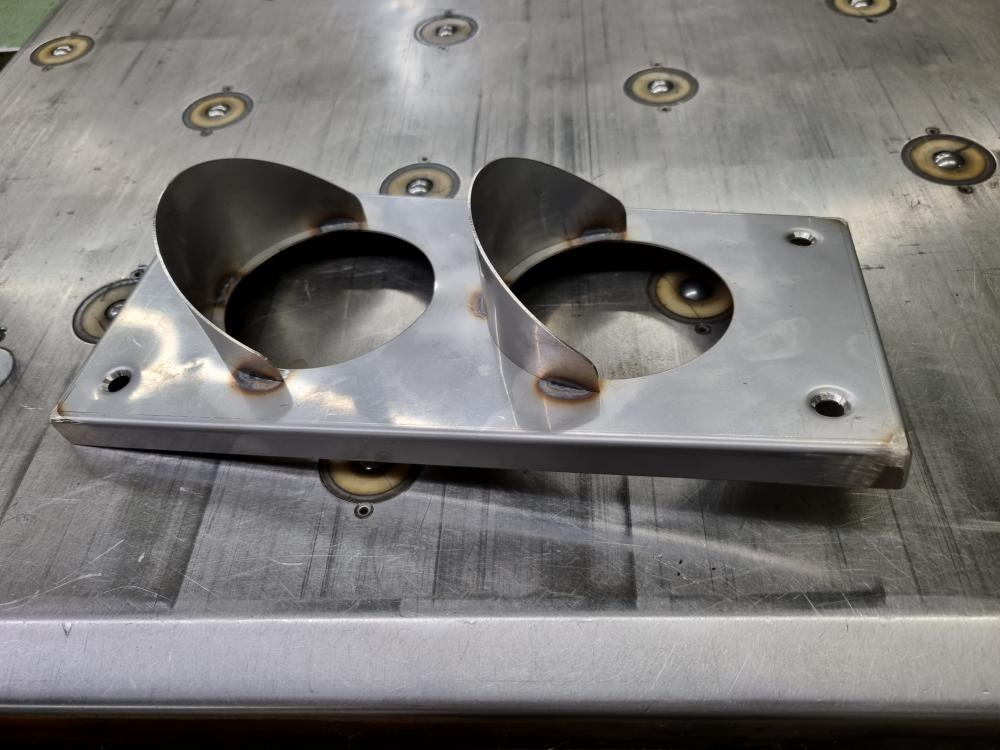
Повело крышку из нержи 1мм
в Аргонодуговая сварка — TIG
Опубликовано
В завершенном виде как то так получилось. В конечной сборке крышка выпрямляется за счет своей хлипкости. Пока, по срочному, придется так отправить. Ну а над сваркой - будем доводить до ума