Симфер
-
Постов
964 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Симфер
-
Горелка вот такая, в комплекте идет короткая каппа и пару сопел,длина около 2,5 м И насчет патриотизма, на который так заостряет внимание один из уважаемых мною пользователей,я можно сказать истинный патриот отечественного производителя правда "местами"))

-
Все таки решился, от сэлмы отговорили - взял этот.
-
Посчитайте расход металла, получите его стоимость, и умножте на коэфицент исходя из личных амбиций
-
@morgmail, вот такой? http://xn--80aaeoxurebr5b.xn--p1ai/shop/product/tig200p_acdc_profi, логистика, к сожалению, пока на полуострове "хромает", сомневаюсь, что мне его кто-то привезет(
-
@AMBIVERT42, так то-то и оно, разница между ним и более именитым его собратом - 300$, брать что попало не хочется, хотя который дороже, тоже китаец вроде.
-
@ARGONIUS, раньше много слышал негативных отзывов о селмовских сварочниках,незнаю может что и изменилось в лучшую сторону
-
@Илария, каюсь, грешен) @Георгий 11, смущает то, что Селмовский.
-
Раздумываю о покупке вот этого Стоит или нет? Селмовский
-
Возможно макаете его в сварочную ванну то и плавится
-
А если увеличить вылет электрода из сопла? появится возможность сделать шов потоньше, правда 2 мм своим телом без присадки все равно будет заметно даже после полировки...
-
аналогичный черный из 2-ки стоящий на улице круглый год по атмосферными осадками выглядел бы гораздо хуже
-
РДС, 89-я труба "колено", стык поворотный, 110А, АНО-21 рАДС, 70А, расход газа 6л/мин, присадка именуемая в простонародье "лапша" марку стали из которой ее нарубили к сожалению незнаю
-
http://bria.com.ua/elektrodi/ano_4.html
-
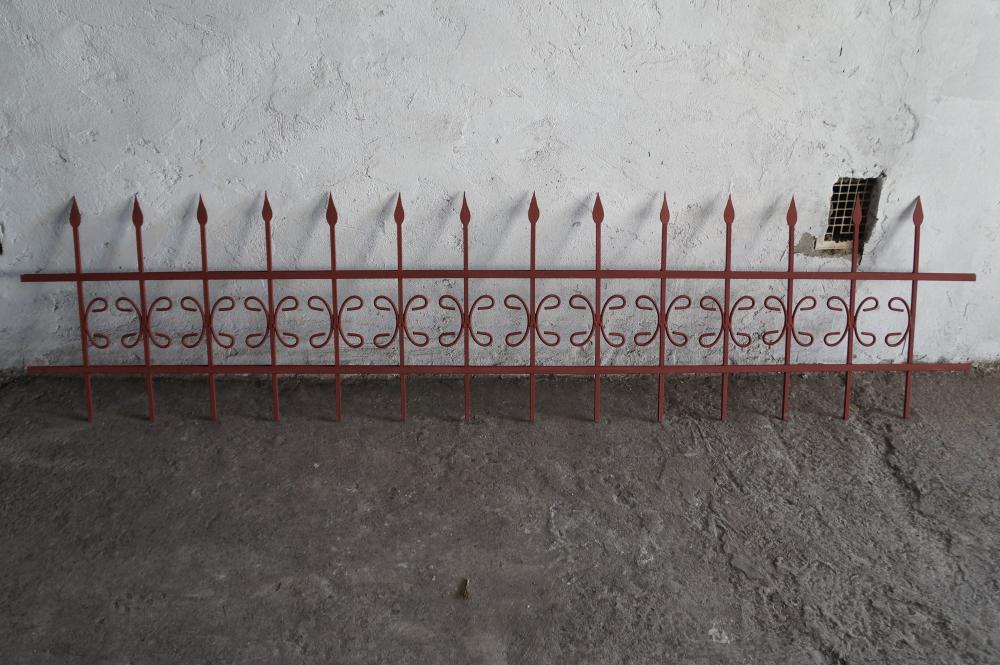
Ограждение палесадника, квадрат 10-ка, пруток 10-ка, полоса 25х4, РДС, 100А, АНО-21 устанавливать будет заказчик, "опасный" такой забор, пики кованные, если оступиться и случайно на него "сесть"
- 140 ответов
-
- 10
-

-
току маловато, отсюда и залипание электрода
-
когда положите хороший шов неважно чем (РДС, полуавтомат, РАДС) , чистить ничего не надо, нужно если что подчищать.. ето так совет дилетанта сварки..
-
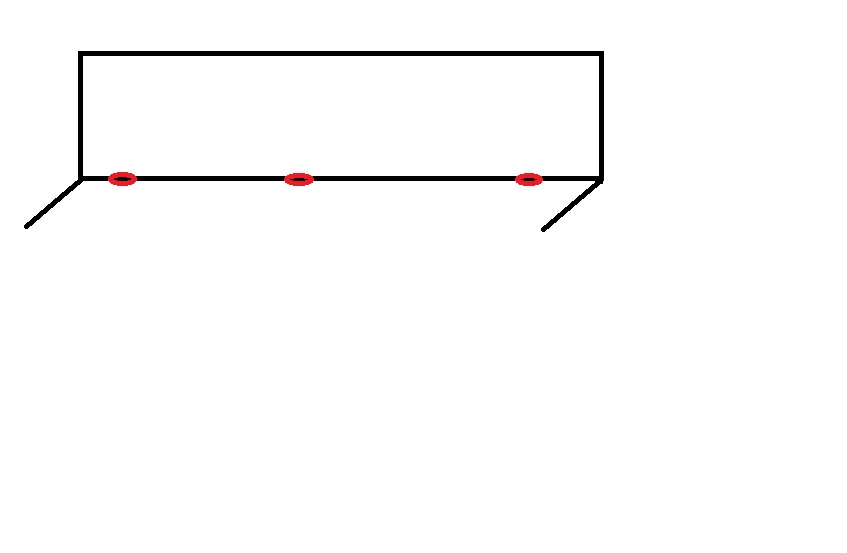
присоединяюсь к вопросам заданным вам выше покажите на фото или схематично рисунком, что именно вы свариваете, доводится из профильной трубы собирать много, не разу ничего, а особенно шов не порвало
-
@Георгий 11, не хочу оффтопить, я ваше мнение "услышал" спасибо за совет, буду дальше эксперементировать, болгарку, абразив, шлифовочный, отрезной и прочие приблуды вижу каждый день и "трогаю руками"
-
@Георгий 11,
-
@Георгий 11, насколько мне известно сварка нержавейки всегда связана с цветами побежалости на свариваемом металле, каким именно он (этот цвет) должен в идеале быть к сожалению незнаю, надо учить мат часть. что касается тонкого шва, то сделал его немного шире исключительно из личных соображений, угли в мангале имеют температуру и не маленькую, побаиваюсь как бы при неоднократном использовании его (тонкий шов) от перепадов температур не порвало. Вообщем буду эксперементировать с расходом газа и током на потенциометре. @Max77, где конкретно вы увидели в моем сообщении упоминание о ММА и электродах ЦЛ-11 здесь? Так это просто аналогия между тем как уже делал и не раз на "черном" металле толщиной 3мм и размышления относительно нержавейки такой же толщины
-
90-100А для нержавейки 3-ки не слишком много? Я чернуху такой же толщины варю на токах 100-110А, да и на 70А процесс достаточно быстротечен. Ширина шва, впринципе согласен, задачи ставлю сам себе сам их и выполняю, так что можно шов и поуже, можно расход газа и увеличить но выдувать баллон за день слишком уж расточительно, на данном этапе оно того просто не стоит. Качественно при такой сварке что то с нержавейкой случается или нет, слышал что швы могут ржаветь и прочие беды
-
Подскажите насколько критично, толщина металла 3-ка, ток 70А, расход газа 7л/мин, сварка встык без зазора своим телом, в нижнем положении. получается вот что вообщем то все вроде бы ок, смущает цвет шва после сварки он серый, много читал тут упоминаний об этом, согласен когда он такой получается когда варю с присадкой (так называемая "лапша" марка нержи неизвестна) возможно происходит из за несоответсвия сталей, но своим телом.. подсоса воздуха, сквозников и прочих влияний извне нет, проверял, хотя даже после обычной щетки по нержавейке получается такой результат, как по мне вполне сносно.. тыльная сторона
-
Возник вопрос к тем кто сталкивался с нержавейкой, задача мангал из нее, толщина листа 3мм, размер 500х300х125 (размер в мм), немного знаком о том что ее сильно ведет при нагреве, ну и собственно сам вопрос, как правильно организовать сварку (шаблонов под сборку пока нет) чтобы при возможности максимально сохранить геометрию короба, пока думаю сделать так с внутренней стороны поставить несколько прихваток, потом снаружи "своим" телом весь короб обварить, встык, без зазора. Интересуют предположения что получится и как именно можно максимально снизить деформации все таки протяженность шва пусть и не большая но приличная, заранее спасибо за ответы
-
АНО-21 электроды явно не по нержавейке, что конкретно не получилось?