

Симфер
-
Постов
964 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Симфер
-
-
при сварке на AC даже чистую с виду железяку нужно чистить до блеска, а уже потом подбирать настройки, что касается сварки внахлест большую роль играет угол наклона горелки, грейте сначало пластину возле желаемого стыка до начала образования сварочной ванны потом кидайте дугу на край кромки второй пластины, при толщине 4мм и отсутствии зазора можно и "своим телом" сделать стыкчто у меня получилось-
 2
2
-
-
Пётр, меня смутила фраза масса и горелка как одно целое сейчас уже понял в чем проблема состоялапуталс -
Чтоб горелка заработала,нужно
 я совсем чего то запутался, если в горелке будет реализовано сразу и питание и масса, то что с чем замыкаться там будет для возбуждения дуги? если речь идет о том что в старой горелке у ТС питание организовано через газовый тракт это одно, но человек в своем сообщении пишет именно "масса"
я совсем чего то запутался, если в горелке будет реализовано сразу и питание и масса, то что с чем замыкаться там будет для возбуждения дуги? если речь идет о том что в старой горелке у ТС питание организовано через газовый тракт это одно, но человек в своем сообщении пишет именно "масса"
-
на новой горелке массы как таковой нет( комплекте)
 а должна быть? в моем понимании горелка это одно, масса с клещами это другое, у меня по крайне мере так было при продаже, заводская горелка
а должна быть? в моем понимании горелка это одно, масса с клещами это другое, у меня по крайне мере так было при продаже, заводская горелка сдохлапришла в негодность,купил отдельно, прищепку массы поменял лишь потому что заводская у жасика хиленькая, но они между собой никак не взаимосвязаны-
1
-
-
- Популярный пост
- Популярный пост
нет, не уходил.
смысл тогда этих остановок?
доводилось сталкиваться с "катком" на 19 вроде может больше, практически без остановок, и горелка живая и сварочник хотя тоже 200-хсот амперник, старт конечно же 150А+ и балансом на 9-ть часов, потом пришлось ток убавлять


-
14
-
немного с опазданием но таки, а "все" это что? как по мне стандартная у вас горелка которую новоую купили, газовый тракт, разъем кнопки, ну само питание.. масса вроде всегда шла отдельно, хотя возможно не понял сути сообщенияа тут всё в пакете -
сундук в защиту уходил или..?Остановки каждые минут 3-5 -
я понял, сам не рыбак, размер камбалы просто впечатлил потому и задал вопросбывают подходы -
сколько метров от берега нужно выйти на ЮБК дабы выудить такую камбалу?
-
мощи аппарата
может все немного проще, сколько я встречал современных трехфазников они все идут 200+ А, однофазник можно купить, но на 200А у него ПВ будет мизерная, как следствие все эти штуки с отлетающим шлаком и качеством сварного соединения при использовании разных по характеристикам апаратов пусть даже и одного производителя могут и будут разнится, я пробовал и на этом
 он трех фазник, прада у меня вроде на 220А
он трех фазник, прада у меня вроде на 220Аи на этом
который влезет в коробку из под офисного принтера, все получается на не предельных для аппаратов токах, т.е. на 100А при ваших вводных оба себя чувствуют нормально, если малыша накрутить на 150 да еще и четверку в держак засунуть то он однозначно "задыхается", большой же собрат чувствует себя вполне комфортно
-
с 23-м всех нас

-
5
-
-
-
9
-
-
Нет
 спасибо за ликбез.. в дальнейшем постараюсь сначала читать инет потом нечто писать на публику...
спасибо за ликбез.. в дальнейшем постараюсь сначала читать инет потом нечто писать на публику...
-
Чевой
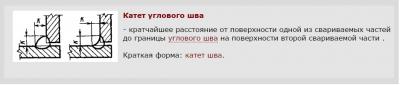

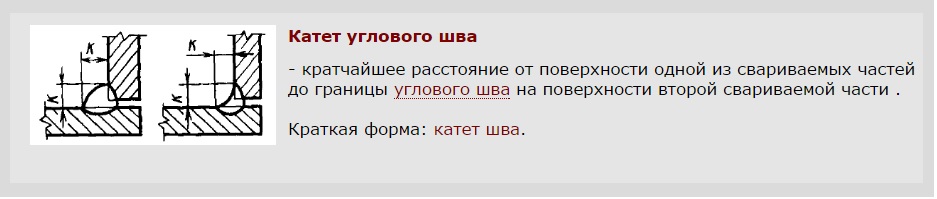
из ваших же ссылок, то что я промахнулся с термином каюсь, выразился не точно, ГОСТов читать не приходилось, а вот то что я понял из прочтенного, так это то что катет может быть как выпуклый так и вогнутый, так что на этом думаю дискуссию временно прекратить, ждем фот с толщиной шва 2мм и высотой 6
-
2
-
-
Обьясню просче ... просче не вышло, под словом "толщина шва" я так понимаю подразумевается его ширина? катет шва это и есть размер усиления, если у вас в угловом соединении получается валик шириной 3мм и величиной катета 6мм (хотя я себе этого не представляю) попробуйте делать движения электродом более размашисто, подальше от стыка заходя на поверхность заготовок.. если отсутствие полос которых уже нет есть причиной отсутствия фото проблеммы что мешает сделать подобное еще раз?
-
Ситуация такая
большая просьба, внимательно перечитайте свое первое сообщение, сделайте сами для себя выводы и задайте конкретный вопрос, тогда вам подскажут, потому как вашы высказывания типа: "размашистый и тонкий,варил тройкой в нижнем положении,углом назад ,угловое соединение, шов получается катетом 6 мм примерно и толщиной примерно 2-3. Фото прислать не могу но на том же токе на полуавтомате получается вполне себе габаритный по толщине и катету шов. Как мне добиться толщины шва,чтоб получился хотя бы ровный шов,не говоря уже о выпуклом?" не то чтобы ни о чем не говорят, но и вызывают эмоции типа -
-, хотя говорю только за себя-
1
-
-
ответ на ваш вопросварил китайским-
1
-
-
- Популярный пост
- Популярный пост
-
19
-
в теме, многого обещать не буду, но чем смогу, л/с
-
8
-
-
- Популярный пост
- Популярный пост
проза жизни

-
10
-
я пожалуй на данный момент все дебаты о том получится, не получится прекращу, коснется, будет результат и потом мы это дело обсудимПравильно -
в моем понимании 15 мм это 1,5 см, достаточно взять линейку в руки чтобы убедиться что это не так уж и глубоко, писал немного ранее, от аргонки отошел, но она есть, дойдет до выполнения подобной работы фото будетВ глубоком -
для того чтобы выполнить наплавку 15мм ничего разваливать не надо, я делал так как пишет ТС с мелкими частями присадки на дне, можно сделать просто сноровка нужна так как при поджиге дуги на дне все мелкие куски скатываются в один шарик который остается по центру , и проблема потом состоит только в том чтобы шарик этот "зацепить со стенкой"пол головки развалить придётся -
выйдет, просто геморно этоИ не выйдет





Поржать #4
в Курилка
Опубликовано
про меня))