

дмитров
-
Постов
637 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные дмитров
-
-
и вы по прежнему считаете что они хороши для новичков
-
а как вам прерывистая сварка УОНИ
-
а сколько пауза между импульсами.я сравнивал два хелпера на 250а и на 180а разных годов выпуска так вот у 180а дуга на отрыв была 2см,а у 250а всего1смСобственно в этом не разбираюсь, но могу сказать (сам видел на осциллографе) , что к примеру, Fubag, выдает импульсы до 100В, а этого хватает, чтобы пробить любой электрод. На больших токах и длительной нагрузке инвертор, естественно, уступает ВэДэшкам.
-
Возможно мне хорошие китайцы попадались...
Факт.
-
я ж с вами не спорю,шов после УОНИ прочнее но ими лучше пользоваться вольтах на 85 х.х.плюс к этому достаточно опытному сварщику ,тогда и ржавчину с первого раза можно варить.Инверторы в которых по входу менее 2000-2500мкф выдают на выходе жалкое подобие постоянки + на многих что бы уменьшить потребляемую мощность производители занижают напругу х.х. отсюда и плохая пластичность дуги.да и еще в инверторе основные плюсы это не постоянка ,а легкий вес и высокий кпд. те у кого есть возможность предпочитают пром. стационары типа ВДУ или многопостовики.
-
 1
1
-
-
при сварке на переменном токе меньше плавает дуга между листами.Здесь все новички пишут про то как они варят электродами УОНИ .Какой спец посоветовал вам ими учится .УОНИ очень сложные в сварке электроды и ни на каждом инверторе ими можно нормально варить .УОНИ хорошо варятся на ВДУшке у которой на х.х 85в,а УОНИ и инвертор (особенно 120-160амперники) вещи чаще всего не совместимые.Ученикам проще варить ОК-46 или на крайняк МР-3С но не любого завода
-
для новичков скажу что существует 2 способа переноса металла от электрода в сварочную ванну капельный и струйный соответственно малый и большой ток.при сварке углов лучше использовать второй плюс поперечные движения электродом обязательны (то есть при сварке ведём электрод вдоль шва при этом делаем плавные поперечные движения в право-в лево как бы водя электрод от одного листа к другому(примерно1см) ,при этом длинна дуги должна быть минимальна даже в глубине угла).Кстати, при сварке переменкой при продольном ведении электрода без поперечных движений дуга реже гуляет между правым и левым листами
-
резистор точно не на 470ком он стоит по питанию возможно даже как предохранитель тем более что последняя цифра 0 то есть множетель1
-
1
-
-
резистор точно не на 470ком он стоит по питанию возможно даже как предохранитель тем более что последняя цифра 0 то есть множетель1
-
хотелось бы все таки найти схему в оригенале мож у кого есть
-
ответ не по существу.2месяца назад чинил такую же платку (больше не чего не было)но к сажелению схему не срисовал.если резюк стоит по питанию то значит коротыш по выходу на движек
-
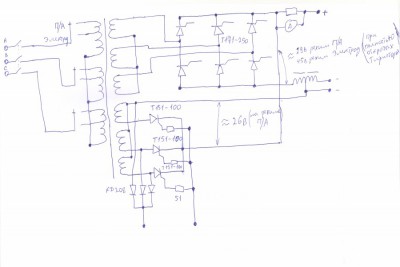
НУЖНА СХЕМА НА ВЫПРЯМИТЕЛЬ ВС-16 ДЛЯ П\А МОЖ КТО СТАЛКИВАЛСЯТРЕХФАЗНЫЙ С ДЕВЯТЬЮ ТИРИСТОРАМИ
в аппарате полностью отсутствуют платы блока по видимому фазоимпульсного управления. хотелось бы восстановить аппарат тем более он предназначен для п/а и для электродов
В вс-16 стоит 9 тиристоров 6 из которых составляют 3х фазный мост, а 3 подключены к дополнительным обмоткам транса и к середине выходного дросселя. Переключатель по первичке имеет всего 2 положения,а в основном режим сварки регулировался потенциометром. .К примеру в ВДУшке все 6 тиристоров работают и на п\а и на электрод я немножко ошибся с нижних тиристоров идет 16в на режиме п\а и 25в на режиме ММА ,к тому же они видимо работали в режиме диодов но в какое время они включались в этот режим не понятно. верхние по схеме обмотки 12в на п\а и 18,9в переменки ММА 40 квадратов аллюминия,на нижних по схеме обмотках11,5в на п\а и 18в переменки на режиме ММА примерно 4-6квадратов. Обмотки намотаны все жестко одна над одной





-
я думал там управление на pic,а там только индикация на pic






Выбор п/а для кузовных работ, гаража, дома, дачи
в Советы в выборе
Опубликовано