

дмитров
-
Постов
637 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные дмитров
-
-
чет я не понял минус на электрод УОНИ. Ну я содрал "массу" с ПА, насадил вместо зажима "трезубец"
 ,а какой п\а не ВДГушка случаем
,а какой п\а не ВДГушка случаем
-
с городил постоянку х.х. 50в. пробовал Уони 13\55 правда они валялись год и не кто их не прокаливал да и железки ржавые.Да еще и на карачках .Почему то шлак плохо отбивается .Вопрос к АВН на сколько хреново ведут себя не просушенные УОНИ




-
как то с досадойхех

-
абаканУ меня 0:44, а вставать в 5:00, но сегодня нетрезвый и зависаю на форуме. Интересно было подискутировать коллега!
-
ладно поржал пойду спать у нас 1:44 ночи
-
хорошо там где нас нет или пордон пока нас нетСогласен.Приглашаю поучаствовать в конкурсе на замещение вакантной должности сварщика 3 разряда.Оборудование и св.материалы будут предоставлены.Проезд и проживание за Ваш счёт.
-
хорошо вам УОНИ,ок-46 инвертор,ВДМка, а тут народ варит переменкой 40в и электроды серые х.з. какие
 аж жуть
аж жуть
-
я про МРкуИз них это , ок-46 эсаб-свел Санкт-Петебург , самые хорошие . и к тому же это не аналог, как другие.
-
да вам палец в рот не клади
 :crazy:
:crazy:
-
ну и какПоварили бы,ну и что?
-
да еще защитники постоянки поварили бы в стык 1,5+,1,5 с зазором 1мм вертикал УОНИ тройкой без отрыва
-
ОК-46 раза в полтора по дороже но ими варить намного приятнее.У МР3с многое зависит от завода изготовителя,а их выпускают минимум 5 заводов с одним и тем же названием.И реально на переменке дуга прерывистая за счет смены полярности по этому дуга гуляет меж разных сторон,а на постоянке(с любого источника)дуга горит в одном направлении значит в одну точку то есть надо больше направлять электродом .И еще немаловажный момент при переходе с одного листа на другой надо максимально вдавливать электрод в угол и не грубить со скоростью перемещения(право лево)На "постоянке" легче варить, чем на источниках питания переменного тока. Для МР-3, действительно нужно больше тока из-за толстого покрытия. Многие пожилые сварщики очень положительно отзываются об этой марке, но я предпочитаю, больше, OK-46.
-
-
посмотрев схему по внимательнее увидел что кондеры кажется 2х200мкф подключены как раз после диодов но для хорошего результата ёмкости явно очень мало да и та от времени могла высохнуть.так как силовой выход у аппарата один производители решили проблему коммутации пуска и сварки установкой симистора (всего на 80ампер при том что надо было ТИРИСТОР и ампер на 150????).Рас кондеры есть значит Uх.х.не подымется но добавить ёмкость не помешает .Отечественная бытовуха всегда отличалась не доделками и урезанными параметрами по сравнению даже с нормально сделанными самоделками.
-
 1
1
-
-
в вашей комплектации это я так понимаю два положения ток грубо,а плавно в этих диапазонах ток регулируется крутилкой.или 1и2 переключает свар \заряд(на сколько меняется Uх.х.)на передней панели положение перемычки 1 и 2
-
думаю что нет
на схеме нарисован дроссель из двух обмоток и перемычки переключатели
Но, что интересно, в паспорте UХХ "не более 40 В". На аппарате на табличке, правда не очень разборчиво Вх 45-48 В. Может это и есть с учетом семисторной вольтодобавки на 5-8 вольт.
все гораздо проще Uх.х.зависит от положения переключателя по первичке -
это конечно по схеме(минус кондера нужно подключить толстым проводом прямо к левому по схеме выводу дросселяпонял

-
МР-3С когда только появились были прекрасные,а сей час как повезет.И заводы разные,а все равнодля такой ситуации у меня МР3 синие.
-
минус кондера на минус зарядка ,плюс кондера на плюс сварка. Напряжением 80-100в(надо померить сколько вольт на максимуме и умножить на 1,4).И у меня есть вопрос чем переключается дроссель и можно ли подключить обе обмотки последовательноуонькой варю, но она не шипит.
проблем с поджигом дуги нет.
прошу показать на схеме, возле какого дросселя поставить 100000мкФ, и на какое напряжение.
-
на постоянке МРка быстрее плавится и почти не брыжжет, очень большая лужа шлака получается. МРкой лучше варить на переменке. там шлак больше разбрызгивается и водить в право и в лево почти не надоДоброго времени суток товарищи сварщики. Выкладываю фото сварки электродами УОНИ 13/55 (Заранее извиняюсь за какашковое качество фото). В добавок впечатлений от этих электродов - это путанница и переосмысливание ранее приобретенных навыков в сварке электродами МР3с и АНО21. Нифига не пойму в этом случае как можно варить МР3С (фото прилагается). И в этом посте я буду задавать тупые вопросы, нежели как обычно описывать что делал и что понимал. Итак по порядку (для представления картины что я собрался делать). Для будущей лестницы начал варить вспомогательный конструктив для опоры балки (труба 80х80) в ее верхней части на трубу 40, тупо к трубе 80ке варю 32 уголок, а далее опирая уголок на трубу круглого сечения подбирая угол уклона тетивы будущей лестницы варю (приварю) насмерть. Так вот тетивы 2 и соответственно 1 заготовку варил МР3С,а 2 УОНИ. Далее матерные словоизречения в пользу МР3С и офигевание с УОНИ.
 УОНИ
УОНИ
и чертовы МР3С
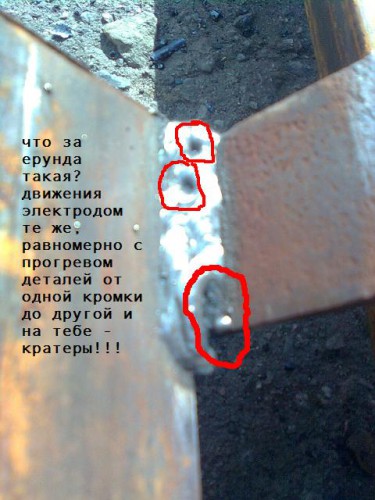 и тут вопрос, товарищи сварщики почему?при тех же движениях образуется пакостный шов (угловой) и на против отличный шов с УОНями. Как так электрод Уони горит как попало шкварчит, но соединяет металл офигенно? Отбиваешь шлак у Уони и думаешь все непровар, а напротив металл затекает просто как надо, но МР3С - какашка, с виду шов, убираешь шлак. - одна "нецензурная брань". Напомню, манипуляции электродоми те же, но результат... Товарищи сварщики, поясните пожалуйста, своими словами, как удержать дугу в угловом соединении электродами МР3С? Сладывается впечатление что этими электродами только хорошо учиться варить на горизонтале просто наблюдая как формируется шов, не соединяя детали. Как только угловой шов, все дуга гуляет от одной детали к другой (ша лава)
и тут вопрос, товарищи сварщики почему?при тех же движениях образуется пакостный шов (угловой) и на против отличный шов с УОНями. Как так электрод Уони горит как попало шкварчит, но соединяет металл офигенно? Отбиваешь шлак у Уони и думаешь все непровар, а напротив металл затекает просто как надо, но МР3С - какашка, с виду шов, убираешь шлак. - одна "нецензурная брань". Напомню, манипуляции электродоми те же, но результат... Товарищи сварщики, поясните пожалуйста, своими словами, как удержать дугу в угловом соединении электродами МР3С? Сладывается впечатление что этими электродами только хорошо учиться варить на горизонтале просто наблюдая как формируется шов, не соединяя детали. Как только угловой шов, все дуга гуляет от одной детали к другой (ша лава) -
ну во первых дросселя в подобных аппаратах как правило хоть и с завода но стоят для поддержки штанов.Дроссель в нем рассчитан для легкого розжига и стабильного горения дуги на 40в х.х..Такие аппараты ни когда не выдают на дуге шшшшшшш.и очень часто ими не возможно варить УОНИ и тем более нержавеющими электродами.Ёмкость в идеале считается 1000мкф на 1 ампер току ,все что ниже кипит и бахает либо нужны спец кондеры работающие при больших пульсациях. Uх.х. специально занижен для уменьшения потребляемого тока.В аппарате дуга 318 собрана интересная схема вольтодобавки с удвоением Uх.х.Там есть и кондеры и дроссель.И самое интересное что хоть там и есть дроссель но аппаратом просто не возможно варить если отключить кондеры т.к. напруга с транса на максимуме всего 36в ,а с кондерами за счет схемы удвоения 72в.схемы под рукой нет ,надо искать в нэте.Помню что кондеров там две пачки набранных по 20шт и то ли по 3300мкф то ли по 4700мкф(по моему).
Дроссель в сварочнике по идее есть, по схеме в минусе L1.1 - L1.2. Если сварочник фабричный, то вроде и дроссель должен быть просчитан нормально.
Кондеры заметил С1,С2 - вроде по 200 мкф. в силовой части, очень мало. С5 - 500 мкф. в плате управления.
Емкость на 100000 было бы конечно очень хорошо, но набрать 100000 мкф. не реально. Хоть наши, хоть китайские - огромная батарея, да и дорого. У нас в Харькове, например, неполярный - 1 мкф. 1 грн. с прогрессией 100мкф. - 120 грн. / на русские умножь на 4/. Полярные тоже недешевые. Есть по 10000 и 20000 мкф. но они ненадежные - взрываются. Есть по 4700 мкф. - хорошие, но стоят за 8о грн. Батарея на 100000 мкф. почти 1000 грн., за такие деньги можно купить китайский инвертор и не париться.
Думаю хватило бы и 20000-30000 мкф.
И все таки придерживаюсь мнения, что ХХ маленький. Дмитров, ведь сами приводите к мысли об увеличении ХХ.
-
вроде как на шильдике написано х.х. 40в значит с учетом вольто добавкиДа нет, там имеется дополнительная обмотка для напряжения ХХ которая подключается симистором, так что напряжение хх там около 60В. Качество скана плоховато, сложно разглядеть надписи.
-
на ТДМ401 при подключении к пром сети в которой как правило меж фаз 420-440в на выходе 95в х.х.При этом хоть и хреново но даже нержавеющие электроды варят на переменке,а знакомый покупает у кого то УОНИ постояночные по 100р за пачку и варит ими банные печиУ меня на работе есть сварочный трансформатор переменного тока ТДМ-401, сейчас им варю металлоконструкцию. Испытывал электроды УОНИИ ЛЭЗ, а также SE-48, так варить вполне можно, хоть и переменка. Правда трещат, как сырые дрова на костре. В потолочном положении дугу не удержать, вертикал нормально.

Нужно смотреть на обозначение на пачке. Бывают УОНИИ только на постоянном токе обратной полярности, а есть, которые, можно использовать на постоянном и переменном с напряжением холостого хода 70В. На импортных электродах обозначение 7016, это основное покрытие, сварка на переменном и постоянном токе. К ним относятся, также, Lb-52, OK 53/70.
-
не обязательно .При хорошо подобранном дросселе 40в более чем достаточно дуга тянется как при 60в переменки,а если еще поставить до дросселя кондер на 100000мкф то на выходе станет56в ,даже УОНЬКА шипитс круто падающей характеристикой, так как рабочее напряжение на дуге где-то от 22 до 28 В. А ХХ - должно быть не менее 60 В.








Записки начинающего сварщика, часть 1
в Ручная дуговая сварка — ММA
Опубликовано