Anton5444
-
Постов
39 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Anton5444
-
никаких!!!

-
Tetrix 400(немец)
-
Зарплата около 20р. Очень много специалистов которым нет равных ни где!
-
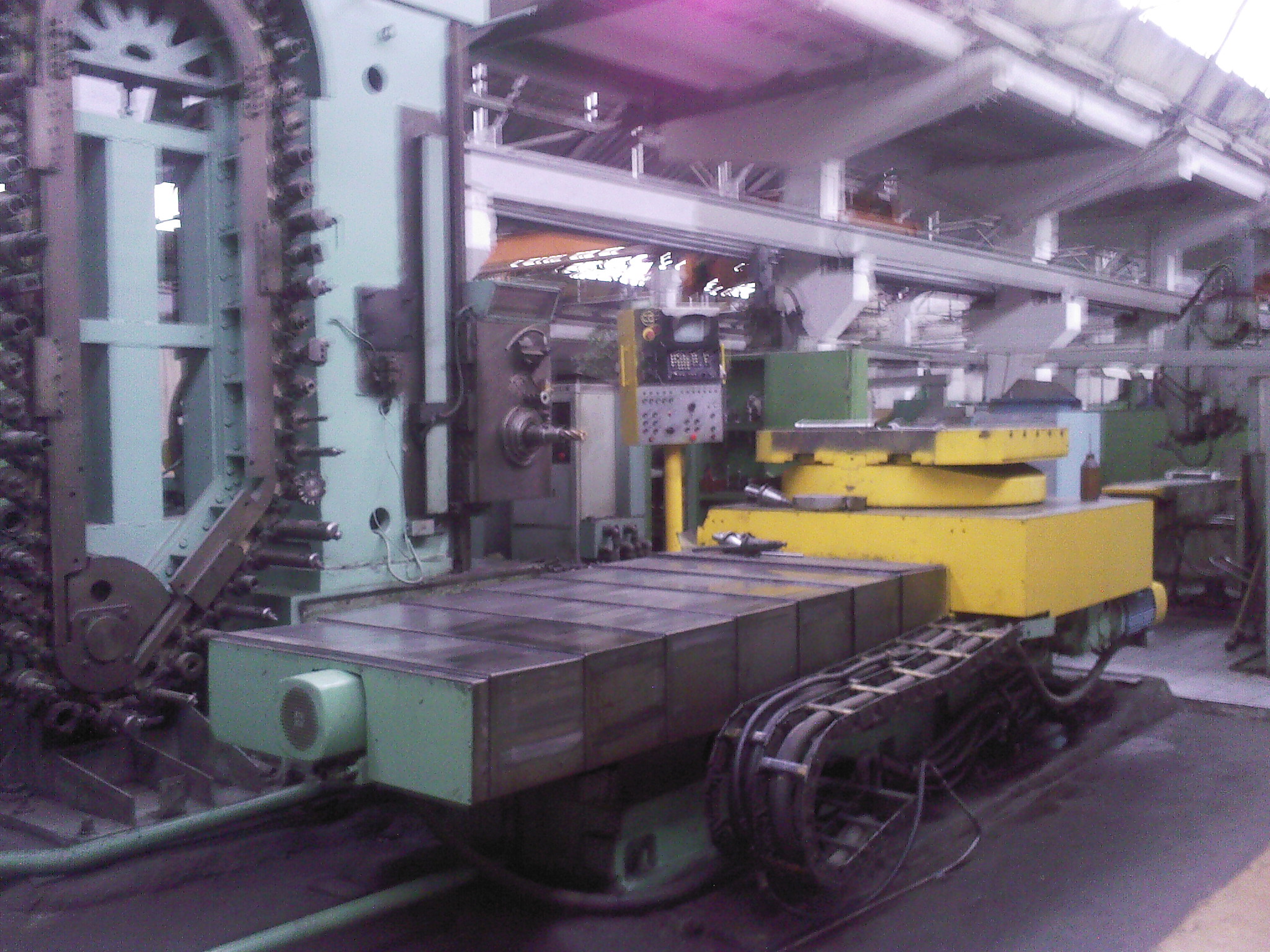
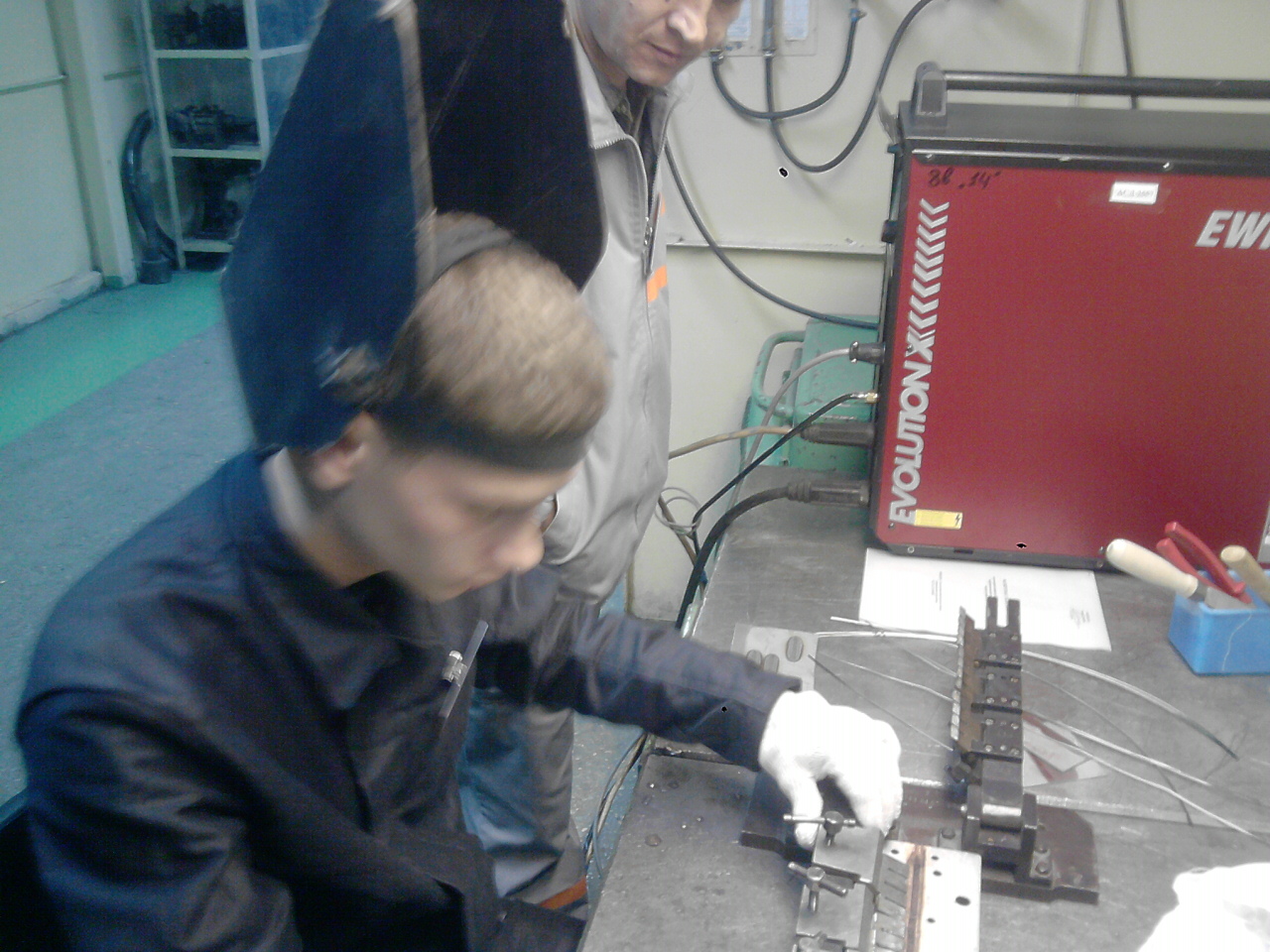
ОАО"УМПО" (Уфимское моторостроительное производственное объединение) А это наша гордость Самолёт Су-27 возле отдела кадров Моё рабочее место!!! Цех в общем (чуть - чуть) Трубный вращатель маленький (сломаный) Гнём трубы вручную Одна из моих работ (Рама газо генератора) А это подставки (Эти хреновины будут стоять вокруг двигателя) А это я на конкурсе (на звание лучшего сварщика ОАО УМПО)К сожалению работаю первый год, призового места не занел. В следующем году буду точно первым. Моя новая маска!!!
-
МР-ки сразу отпадают.
-
-
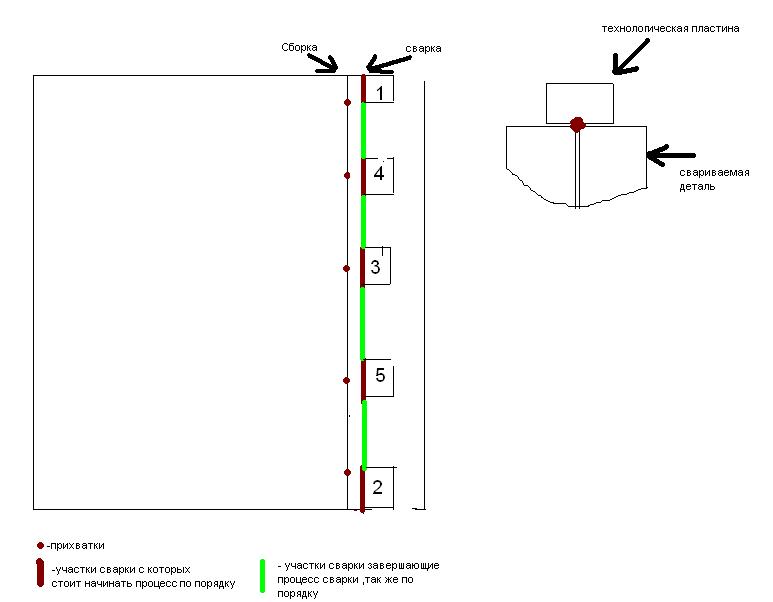
По технологии сварки листового металла примерно так! С начало сборка выставляешь зазор прихватываешь с начало по краям потом по середине , между ними ещё по прихватки,(чем больше прихваток тем меньше корабление) расстояние между прихватками примерно около 50 мм, у меня на предприятии по СТП: прихватка в виде точек должна быть минимальных размеров и располагаться по длине шва на расстоянии от 10мм до 100мм, в зависимости от толщины и марки стали. Для толшины от 1,5 до 2,5мм шаг между прихватками 20 - 30мм. Расстояние от крайних прихваточных точек должна быть не менее 10 мм. для ещё меньшего корабления листа предусмотрены технологические пластины они прихватываються по концам сварного шва (встык. На одной пластине разжигаем дугу на второй пластине выводим кратер, тех. пластины нужно проварить вместе с основным металлом) по окончанию сборки отбиваем шлак с прихваток, начинаем варить точно так же как показоно на рисунке красным пунктиром(строго не судите нарисовал за пару минут) сначало кусок 1 потом 2 и т.д.(толщина маленькая корабление всё равно будет, кусок проварил, алюминиевым молоточком шов простучал) заканчиваем процесс точно так же как показано зелёным пунктиром в таком же порядке так же как и в первом случае. по окончанию сварки отбиваем шлак, отрезаем тех. пластины, рихтуем- ни чего страшного если всё же корабление произошло. полностью его избежать невозможно без кондукторов!!! есть гост на корабления листового металла после сварки. ДУМАЮ ДЛЯ ЗАБОРА И ВОРОТ ЭТО ВООБЩЕ НЕ НУЖНО.
-
стержень блестит??? или тёмно матового цвета???
-
http://megasklad.ru/lots/view/368048 у меня стоит самодельный, могу скинуть фото.
-
газ какой??? там же русским чёрным по белому открываешь кислородный или ацетиленовый вентиль до конца и настраиваешь кислород 4 кгс. ацетилен 1кгс.
-
Всем доброго время суток! ты говоришь про маску за 2-3 тыс. рублей хотя в той теме обсуждалась маска за 25 тыс. честно просто отвратительна пробывал варить и дешёвой маской хамелионом точно та же история она мне не понравилась и не только мне у нас все корифей варят старыми советскими масками и все рады не трать деньги на хлам лучше купи литературы или электродов. насчёт протирания стекла "из личного опыта" протирания любой тряпкой даже самой мягкой наносят царапины на поверхность стекла потом плохо видно так как стекло слишком чёткое!!!она тяжёлая с не привычки голова отваливаеться. Смотри сам!!!
-
Чугун! А что именно тебя интерисует
-
да в инструкции по эксплуатации нет режима сварки алюминия есть цинк медь латунь
-
переменки нет! мощи много и толку нет пробывал но ни чего не получилось так как при 35 амперах вольфрам 3мм плавиться как нержавейка (толще нету) оксидную плёнку сдирал наждаком обезжиривал нефразом начинаешь варить проволока скатывается в шарик на основной металл не ложиться свариваемая деталь ведёт себя странно начинает (бля необъяснимо) короче не кипит не порится и не свариваеться!
-
Ну во первых пишется раздельно. Ну а во вторых АППАРАТ пишется так!!! Ну а в третьих научитесь писать по русски "типа крытые сварщики" потом давайте советы другим, открой любой справочник сварщика, раздел сварки Алюминия и его сплавов. Цитирую: Сварка Алюминия возможна в аргоне либо в смеси аргона и до 70% гелия на постоянном токе обратной полярности. Для сварки используют стандартное оборудование.
-
Всем доброго времени суток!!! хотел узнать может кто из опытных сварных варил на данном оборудование или знает как на нём варить алюминий? В цеху имеется из аргоно дуговых: ВСВУ-400 ВСВУ-630 TETRIX 400 Всем заранее спасибо!!!
-
Всем привет"! Сварил я эти трубы! начал варить при 250 амперах не могу прогреть, даже вольфрам начинает плавиться а металл не греться. Долго думал что же делать, и додумался прогревать резаком ( конечно же не америку открыл но всё таки помогло ) сварка в принципе не была такой сложной как мне казалось всё быстро так же как и нержавейку заварил ЦМ все прошли с первого раза, только пришлось подачу аргона свести практически к нулю так как при разогретой ванне металл начинает выдувать. Сначала паял стыковые швы 209 флюсом потом угловые аргоном варил с использование простой медной проволоки! Всем СПАСИБО.
-
А кто нибудь делал аппарат своими руками если да то подскажите как? может есть у кого схема есть по данному вопросу?
-
Всем доброго время суток! Требуется помощь со сваркой медных труб. На работе поступил заказ сварить медные трубы достаточно толстые 8мм. Медь раньше ни когда не варил и не паял. По технологии заложена пайка газом с использованием серебра! проблема в газе(ацетилене) и в серебре (их нет)))))) есть в наличие резак, аргон, и дуговая. Требование испытаний только герметичность, ни какого давления! Хотел узнать смогу ли я на аргоне постоянным током прямой полярности используя медную проволоку сварить данные трубы??? и не отразиться ли это на качестве шва ведь в технологии заложена пайка? ЗАРАНЕЕ ВСЕМ СПАСИБО!
-
http://www.naks.ru/ Там вроде всё есть!
-
Проще купить новый! но если всё таки хочется сделать этот, то вполне возможно сделать, Аргоном можно заварить или в любом автосервисе кейпингом заварят рублей 200 отдашь!
-
Всем привет!!! назрел у меня такой вопрос: Возможна ли сварка Алюминия без флюсов и без обработки, на простом TIGе (TETRIX 400 - немецкий, работает без осицилятора)? по паспорту для сварки алюминия он не предназначен(а так хочется научиться варить его!!!) на днях пробывал сварить, взял две толстые пластины примерно по 10мм, ободрал оксидную плёнку на наждаке, обезжирил. Присадку использовал простой алюминиевый провод толщиной 4мм. ток примерно 250 ампер стоял, расход аргона около 12литров. Варил постоянным током обратной полярности, в режиме импульса.Начал варить, плавиться хорошо но к сожалению он не соединяется просто как сопля стекает, потом вспомнил что электрод должен быть притуплём (вольфрам 3мм), притупил, начал опять варить присадка ни как не хотела ложиться на основной металл просто скатывалась в шарик. В конце концов получилось у меня его сварить путём перемешивания просто тупо грел и мешал вольфрамом(знаю так варить нельзя!) получилось вроде прочно и рисунок как положено есть! тока шов впавший. положил под пресс решил проверить на прочность при не больших нагрузках шов лопнул!!! вообще возможна ли сварка на простом аппарате не предназначенным для сварки алюминия??? и что я не так делал при сварка данным способом??? важен ли так осицилятор при сварке алюминия??? расскажите по подробнее ведь в книгах ни чего толком не описывается!ЗАРАНЕЕ СПАСИБО.
-
Фортекс это довольно серьёзная организация лучше туда не суваться!!! попробуй обратись в какую шарагу или технарь, официально повысить разряд стоит около 3тыс.рэ. за 5 можно купить!!!
-
Сорри!!! не так понял. Углекислый газ используется в качестве защитной среды при сварке проволокой, но при высоких температурах происходит его диссоциация с выделением кислорода. Выделяющийся кислород окисляет металл. В связи с этим приходится в сварочную проволоку вводить раскислители, такие как марганец и кремний. Другим следствием влияния кислорода, также связанного с окислением, является резкое снижение поверхностного натяжения, что приводит, среди прочего, к более интенсивному разбрызгиванию металла, чем при сварке в аргоне или гелии.
-
Аргон заменить на СО2 не возможно!!! так как аргон это защитный газ защищает сварочную ванну от воздействия кислорода и азота, то есть реакций не происходить!!! так же можно использовать гелий или смесь гелия и аргона. а СО2 это совсем другой газ с другими свойствами!!! не стоит открывать америку когда она уже открыта!