Сергейб3
-
Постов
395 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Сергейб3
-
 То что есть плазменная сварка, это факт.То что это многомиллионная штука и относится к автоматическому оборудованию, это ни кого не удивит.То что плазменную сварку нет смысла обсуждать на форуме, это и новичку понятно.Какие 30 часов? Ждать когда еще какой нибудь любитель мультиплаз или их подобного выплывет?Тему просто надо закрывать. Плазменная сварка есть. Ротационная сварка есть. Лазерная сварка есть. Только обсуждение этих сварочных процессов, это не для форума. Это дорого и обсуждается в других условиях. Кислородно-водородная, это не сварка, это одноразово-никамуненужная-хрень.
То что есть плазменная сварка, это факт.То что это многомиллионная штука и относится к автоматическому оборудованию, это ни кого не удивит.То что плазменную сварку нет смысла обсуждать на форуме, это и новичку понятно.Какие 30 часов? Ждать когда еще какой нибудь любитель мультиплаз или их подобного выплывет?Тему просто надо закрывать. Плазменная сварка есть. Ротационная сварка есть. Лазерная сварка есть. Только обсуждение этих сварочных процессов, это не для форума. Это дорого и обсуждается в других условиях. Кислородно-водородная, это не сварка, это одноразово-никамуненужная-хрень. -
Сварка, это не езда на велосипеде - раз удержался и поехал.Сварка, это как плавать. Бросили, начал тонуть, но потом зажег дугу и выплыл.Начал махать электрододержателем и выплывать, не гася дуги, но это еще не сварка. Это банальное махание дугой. У каждого сварщика есть свой стиль. Есть коронный показательный пример. Ну нельзя, так вот сразу. С отрывом или нет.То, что один может так, то другой может, этак... Учитесь сами и потом расскажете как правильно.
-
Жаль, что кладовая дяди Бензиля, осталась в Европе. У нас (в России), бинзель уже пишется с маленькой буквы. В Рязани завод бинзель, в китае завод. Обидно, что Россия это для дядюшки Бинзель, второсортная страна. Не стоит комментировать. Это факт. Немцев в России сейчас не найти.
-
Лучше поменять полуавтомат на более мощный. Лучше от 300 ампер и выше. Еще лучше, если у него будет режим PULS. А еще лучше, так это варить люминь, TIG-ом с AC/DC.
-
Все аппараты хороши.Для себя поставлю в порядке превосходства: 1. Форсаж. (Рязань) 2. Феб. (Питер) 3. Неон. (Н. Новгород) Оспаривать не собираюсь, так как это моя личная градация надежности и качества.
-
Есть из проффи и дешевле, но это уже из отечественной промышленности.
-
АВН уже сказал, но добавлю. Minarc-150EVO. Аппарат с корректором мощности. Варит ну уж очень мягко. Мягко это не в сравнении с китайцами или корейцами. Мягко, это в сравнении с Minarc-150.
-
Легко. Главное после выключения духовки, не вынимать их до полного остывания. Иначе горячие, они насосут практически всю влагу, что и отдали.
-
Машина машине рознь. Машина собой представляет гидравлику, корпус, трансформатор, тиристорный контактор и Блок регулятор. Конкретно в Вашем случае это РКС-801. Набрать программу? Это не набор программы, это технологический процесс. Предварительное сжатие, это когда два куска металла сжимаются прежде, чем пройдет между ними ток. Проковка, это время сжатия после того, как прошел ток и свариваемая деталь должна остыть без разрыва. 6, это с однократным сжатием, а 8, это когда установлен второй клапан. Это значит что после второго импульс сварки, идет дополнительная проковка.
-
Переключатель, это грубая регулировка тока. Просто переставляются ножи. На панели Регулятора Контактной Сварки (РКС) регулировать правильный провар, можно двумя регуляторами. 1. Время сварки, (это красный регулятор) 2. Модуляция (последний, там где нарисована синусоида). Модуляция, это альфа угла отпирания тиристора. Трансформатором управляет контактор, а уж в какое время полуволны он откроется и будет являться силой тока.
-
Для сварщиц. Чтоб не расслаблялись на работе.
-
Возможно, но это гранаты другой системы.
-
Как бы это смешно не звучало, но новичку всегда трудно. aprelb, выставляйте пред газ. Затем время нарастания тока от начального до базового. Выставляйте базовый ток. Он зависит от толщины свариваемого металла и времени перемещения вольфрамовым электродом над поверхностью расплавленной ванны. Скорость перемещения прямо пропорциональна мастерству и обратно пропорциональна страху получения опытного образца. Затем выставляете время перехода от базового тока к току затухания дуги. Это называется заварка кратера. Можно конечно оторвать электрод (вольфрамовый), но то, что было расплавлено, быстренько втянеться и получится дырочка. Для этого и надо медленно уменьшая базовый ток продолжать заполнять ванну. Остается выставить продувку аргона по завершении сварки. Зачем она нужна? Первое, это конечно защитить металл от окислов пока он еще формируется, а второе охладить горелку после трудовых будней. Еще есть минилог (Мачлог). Это когда в процессе сварки на базовом токе, вдруг кажется что металл поплыл, переходим с помощью кратковременного нажатия кнопки на заранее выставленный меньший ток, для остужения ванны, но не прекращения сварочного процесса. Есть еще импульсная сварка, когда есть возможность регулировать ширину импульса, его амплитуду и частоту, дабы обеспечить идеальное качество сварочного шва, но Вам это пока не нужно. Научитесь для начала выставлять газ до, нарастание, базовый ток, заварку кратера и продувку по завершении работы. Как научитесь, обращайтесь.
-
Это видимо на гос предприятии? На таких предприятиях работают единицы процентов сварщиков. Большенство работают на себя, а в основном на хозяина, который считает хорошим тоном тыкать зарплатой и указывать на очередь желающих занять это "хлебное место". Но если и отвлеклись, то только: Прошу прощения у (Welderman и Blazen79), за курение, мармелад и физкультуру. Тема о вредности электродов, сама собой должна, да что там должна, она просто обязана плавно перетечь в средства защиты. Но это мое мнение. АВН, Вы сказали Значит отвлеклись. ,
-
И молоко продолжать давать как при СССР.
-
ОК 92.25, Комсомолец, ОК 92.45 (Для меди).
-
Чоппер. Только чоппер, чопперу рознь. Его так называют из за способа регулирования. Так как я в руках не держал КСУ-320, говорить про него ничего не стану, а вот мой ответ про падающую характеристику, относился топикстартеру, на приведенную им ссылку. http://www.uraltermosvar.ru/index.php?page=products&pid=100437
-
Шунт с прибором.
-
А с чего Вы решили, что я что то решал про КСУ-320?
-
Так как с аттестацией сварщиков Вам понятно, а про технологию описал dmitrii1162, остается вопрос о оборудовании. Скажу своими словами. Аттестация оборудования (ну например НАКС), это узаконенное государством, отъем денег у предприятий. Сварочный аппарат выходя с завода производителя уже имеет сертификат соответствия и качества. Эта бумажка уже подтверждает соответствие аппарата к его заявленным характеристикам. Нет же. Надо заплатить (например за РД 03-614-03) еще 15-16 тысяч. Пока аппарату нет 5 лет, то каждые три года, а по истечении 5 лет, каждые полтора года. В замен дают бумажку, на основании которой можно варить ответственные конструкции в течении трех лет, в независимости ломался аппарат, сколько раз ремонтировался, соответствует ли после ремонта, а иногда и не одного своим характеристикам. Просто законный отъем денег у производителя, вынуждая повышать цену на свою продукцию, дабы возместить выброшенную на нужды НАКСа свою прибыль.
- 21 ответ
-
- 4
-

-
В книжке к аппарату BlueWeld 4/181, есть картинка.
-
Чоппер, это тот же балластник, но только не греет воздух, так как рассеиваемая мощность уходит не на нагрев спирали, а регулируется временем работы IGBT модуля (ШИМ регулирование). Выход у него, полого падающая характеристика. Для режима MIG, характеристика должна быть жесткая. То есть независимо от величины сварочного тока, напряжение не меняется. То что Вы сделаете, с качеством Kemppi, нельзя сравнивать. Лучше сравнивать с самодельным полуавтоматом.
-
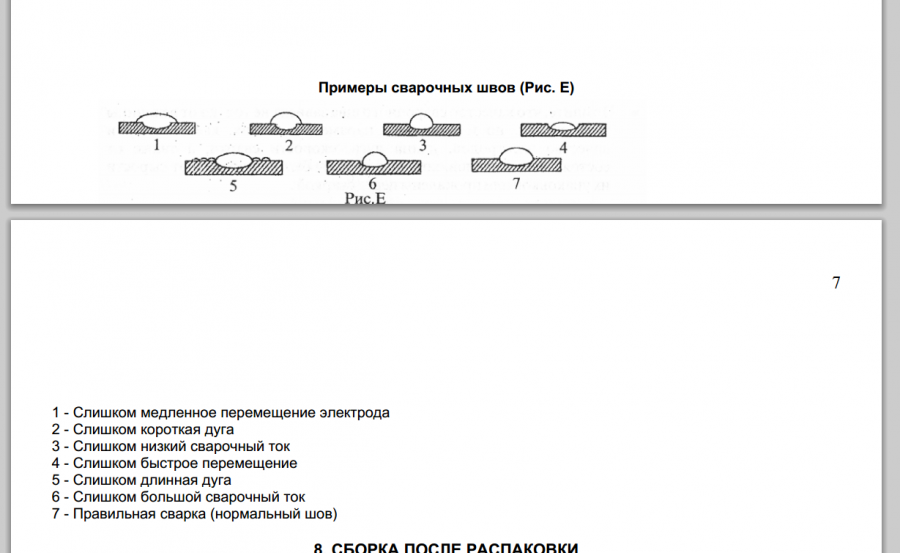
Это когда ширина сварочного шва, равняется примерно высоте. В зависимости от толщины свариваемого металла и подбирают силу тока, а так же диаметр электрода. Если варите 2-6мм металл, пользуйтесь электродами 3,0мм, они самые ходовые для дома и быта. Если металл тоньше, троечка то же пойдет, но желательно уже взять 2,0-2,5мм электрод. Ток выставляйте 25-30 ампер/мм диаметра электрода, но это приблизительно, так как чем толще метал, тем и току для провала потребуется больше. Так ведь у топикстартера аппарат как раз для таких клещей и предназначен. Переменка на выходе, да и 50 Герц присутствует.
-
Причем любые. В любое время, кроме выходных и национальных праздников. Это точно. Форсажи привозят за 400-500 километров, а вот аппараты Кемппи и Эсаб, везут за тысячи километров. Может потому что делаем хорошо, а может потому что дешево.
-
Это что, все из меди? Второе фото красивое. Хотел прикрепить оригинал Арки, но что то не смог.