

sherwood
-
Постов
798 -
Зарегистрирован
-
Посещение
-
Победитель дней
6
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные sherwood
-
-
1 час назад, hvr63 сказал:
Вот новый диск и заточил пару-тройку электродов. Проплешины - это уже основа.
Походу диски на какой то слабой обвязке. Цена вопроса рулит.
1 час назад, hvr63 сказал:Ну что, советуешь вложиться на 6500 за Кедровский диск?
Вот обзор с завода, а не какого то блогера для продажи -
Если не забуду сегодня в мастерской сниму поверхность своего диска. Количество заточек не считал, но думаю не ошибусь если скажу что на порядок больше чем у тебя.
-
47 минут назад, hvr63 сказал:
В общем, эксплуатанты дорогих-богатых машинков, колитесь, как дела с износостойкостью, и что с этим делать.
Если судить по ролику от сварщика с завода с Финляндии, что за год работы еще диск не меняли, то думаю ты вряд ли его сточишь. На заводе не один сварщик и работают они весь день. У меня она несколько месяцев, на диске еще не заметно что есть какие то дефекты, а затачивать на нем можно по трем дорожкам. Да и вообще, столько много букв ты написал, у меня с Китая лежат диски на ушм, я их то еще не сточил. Если использовать для грубой один, а для полировки другой. Думаю их с лихвой хватит. Вот мягкие, те тоже есть и ямы там сразу и если бы на них дальше точить то уже наверное поменял бы ни один раз. Твоя приспособа с диском его что не хватает, уже несколько дисков поменял?
-
7 минут назад, hvr63 сказал:
Я не стал так тратиться. Своял за приемлемые деньзи (на момент постройки 3000 р.).
Ну это да, все относительно. Так то тоже делал всякие приспособы и диски разные покупал, но это все не удобно и долго. Грубо говоря я если не считать время замены ленты (хотя оно тоже не долгое) могу быстрее заточить электрод на гриндере чем на машинке. Но это надо встать из-за стола, поменять ленту если она не та стоит, одеть маску на дыхание. А эта машинка лежит на столе и очень быстро ей поправить электрод. А если я еду на выезд, то раньше я точил много электродов и еще на всякий случай брал приспособы и диски, то тут машинка просто не заменима.
-
6 минут назад, copich сказал:
Получается, что ставишь минималку, обдираешь, после уже можно довести на больших оборотах.
На алмазных дисках, чем меньше обороты тем чище поверхность, чем больше обороты тем больше рисок.
-
11 часов назад, hvr63 сказал:
Имеется такая машинка для заточки с таким диском. При малом угле заточки риски есть, но это не мешает, так как делая второй угол под 30 градусов и вот на нем все хорошо. Думаю поверхность была бы более гладкой если бы были еще меньше обороты, но даже на самых малых оборотах риски есть. На дуге не замечаю что риски мешают, второй угол это исправляет.
Если точу на гриндере с керамической лентой 80 грит, а потом второй угол 120 грит, то там заточка как зеркало. Могу сфоткать если нужно. Думаю ленты переживут сварщика, в отличии от Карбида.
От чашек карбида отказался, ввиду их быстрого износа, не рационально, баловство все это. Если есть гриндер, керамическую ленту 80 для обдира и 120 для шлифовки и руки из нужного места решает вопрос на все 100.
-
 1
1
-
-
19 минут назад, hvr63 сказал:
Сапуны не зря человечество изобрело.
То есть делается-проектируется сапун, производится сварка, после сапун глушится. Тогда с поплавком надо (если не получается заварить) сделать сапун, а потом вместо него закрутить болт.
-
6 минут назад, hvr63 сказал:
если нет особых требований к герметичности полостей.
А если есть? Тогда как они это проектируют, какая тех карта в этом случае?
-
У меня лично алюминий одинаковый это профильная труба. По началу при заварки на глухо именно это и происходило. После стал делать отверстия так как не требовалось глухая полость как в случае с поплавком. Потом и без отверстия начал заваривать без пузырей. Доходя до края заварки остужаю деталь и потом очень быстро ее завариваю. Так как в моем случае детали одинаковые то о выгорании каких то элементов грязи говорить не приходится, детали снаружи и внутри почищены. Думаю при нагреве детали, а как Валера заметил большая теплопередача то воздух внутри детали очень быстро нагревается и понятно что ему надо куда то выходить.
-
Ну да, есть такое, чем быстрее заваришь холодную деталь тем меньше шансов что произойдет выброс воздуха. Как бы у себя не замечаю что есть такая проблема заварить скрытую полость. По быстрее надо это делать.
-
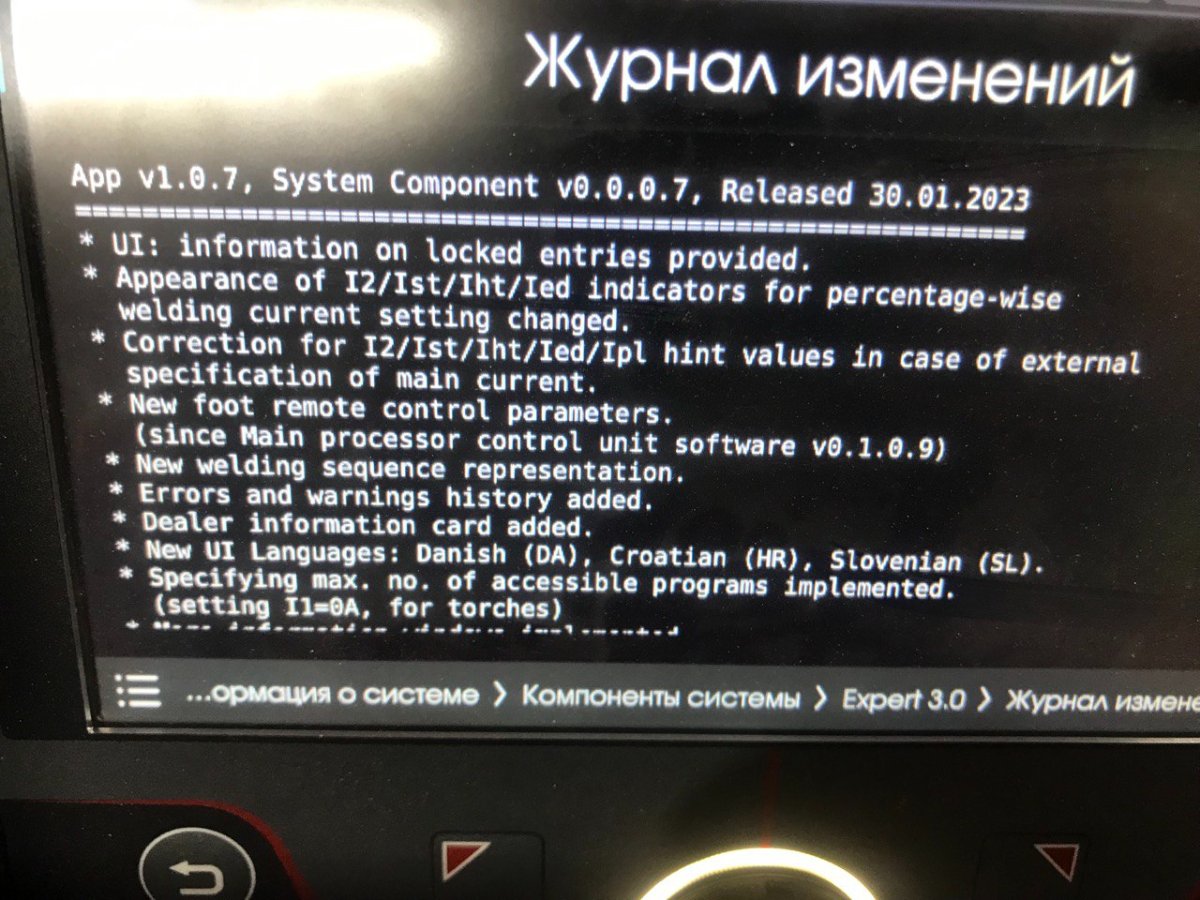
43 минуты назад, tehsvar сказал:
чтобы создать на базе ВСМЕ 200 АС-ДС такой же аппарат с изменениями форм выходного тока, понадобился 16 битный контроллер вместо 8-ми битного.
Подскажи, в сварочниках такое не практикуют как в авто. Например в бмв и мерсах если выпускается модель кузова и есть много комплектация то дешевле делать на одном конвейере кузов который имеет крепление под все навесное которое может использоваться на этом кузове, чем делать несколько конвейеров которые будут делать почти одинаковые кузова только у одного например будут отверстия под противотуманки у другого нет. Так же и с проводкой, зачем делать кучу стендов по ее изготовлению под разную комплектацию, если можно сделать одну и ставить ее на все комплектации. Так же и тут разве не дешевле на одном конвейере выпускать одинаковые платы с как ты говоришь 16 битным контроллером а программно урезать функционал, чем делать два конвейера с разными платами. По цене эти чипы для завода думаю разница копеечная. И в таком случае можно потом продовать доп функции, как например у Миллера, можно купить аппарат с обычным АС, а потом докупить расширение и получить расширенный АС, формы волны, частота и т.д.
-
Как то быстро все. Только на той неделе задал мне вопрос, а я так и не успел ему ответить. За повседневной суетой-работой все пролетает со скоростью света.
-
8 минут назад, tehsvar сказал:
И в списке аппаратов у Вас не указан Фроня!
Да, это не он.
9 минут назад, tehsvar сказал:Ни одной не нашёл на Фрониус.
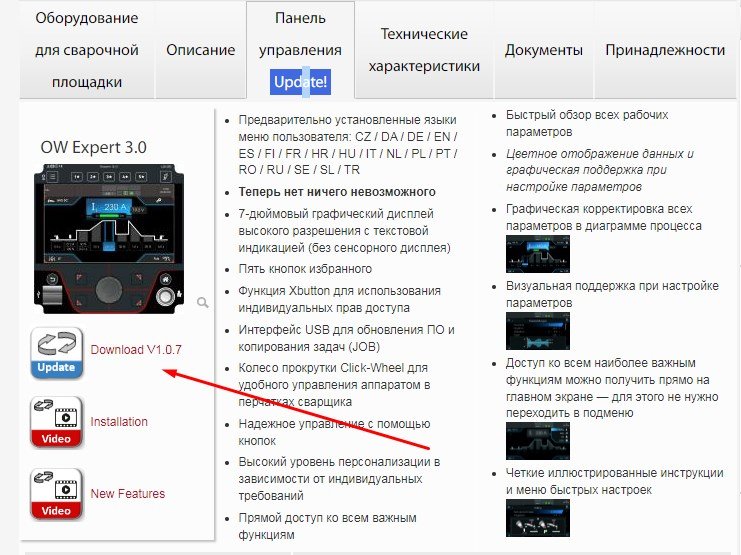
Как раз мой пост об этом, что не все производители предоставляют прошивки за деньги и как писалось за большие которые порой больше стоимости аппарата (если я правильно понял эту фразу). У другого производителя прошивают за деньги и даже нет лога что там исправили или добавили. То есть аппарат изначально имеет проблемы, его продают с такими проблемами, а потом за деньги покупателя пытаются их устранить. Че, знакомо, бизнес ни чего личного.
-
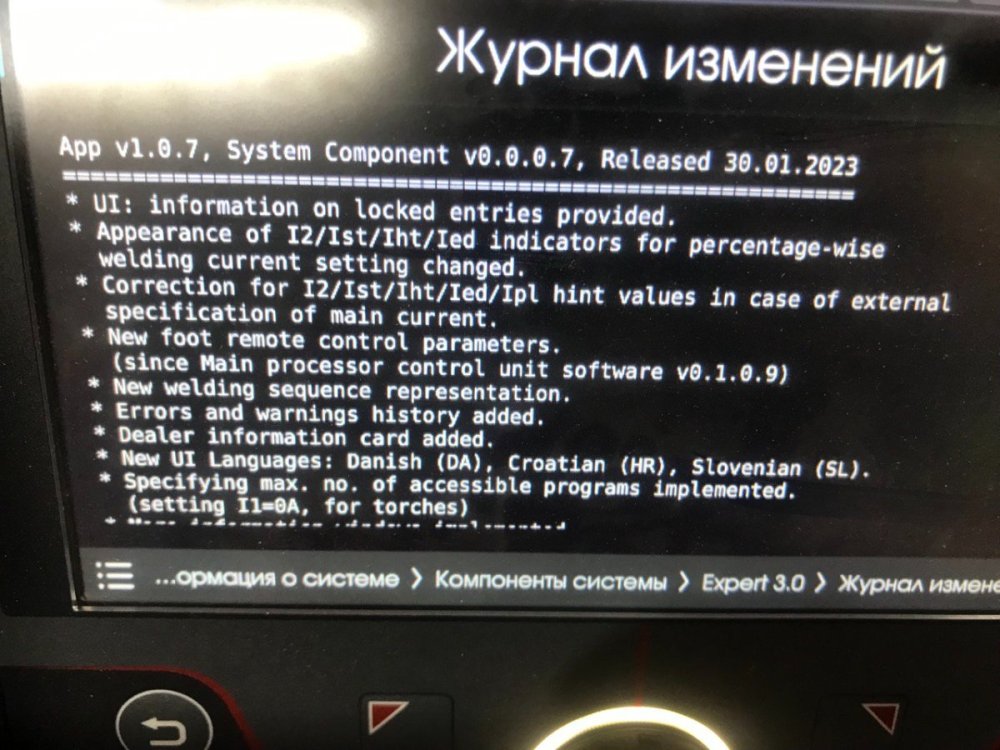
Прошивка лежит в свободном доступе. Уже со дня покупки сделано 3 прошивки, в которых не просто что то исправляют но и добавляют новый функционал. Это без платно.
-
8 часов назад, hvr63 сказал:
Но даже если брать воду вливаемую в емкость с бензином, то из емкости будет выливаться смесь воды и бензина.
Конечно будет, только в емкости не будет кислорода, а это самое главное. При 5л, шланг не на дне канистры а у горловины (это важно что бы газ падал вниз), трещина самая высокая точка и она единственная точка выход газа (до сварки), перед процессом даже около канистры резко пахло бензином а из трещины как из горловины, после 5 минут у трещины перестало пахнуть (нос не заменишь формулой). Кто то сказал, что теория и практика это две сестрички и они редко идут параллельно.
8 часов назад, hvr63 сказал:В третьих - чтобы поджечь газо-газовую смесь нужно чтобы сложились определенные условия. Наверняка многие сталкивались с ситуацией при запуске двигателя внутреннего сгорания: вроде есть что поджечь, есть чем поджечь, а не заводиться.
Это называется стехиометрической пропорцией и если не изменяет память для ДВС это 14.2 или 7 к одному. И если лектор из МАДИ не врал.
-
32 минуты назад, welderman сказал:
У Вас же в канистре не вакуум был....
То есть в 20л канистру наливаем воды с протоком 5л в минуту и для того что бы ее наполнить нам нужно 8 минут? Интересно послушать обоснование.
-
11 часов назад, hvr63 сказал:
По моим расчетам 8 минут получается.
Цифры не врут, 20л, 5 * 4 = 20. 1-ну минуты накинул на всякий случай, так как клиент раздул канистру. Я конечно с математикой на Вы но тут вроде справился.
-
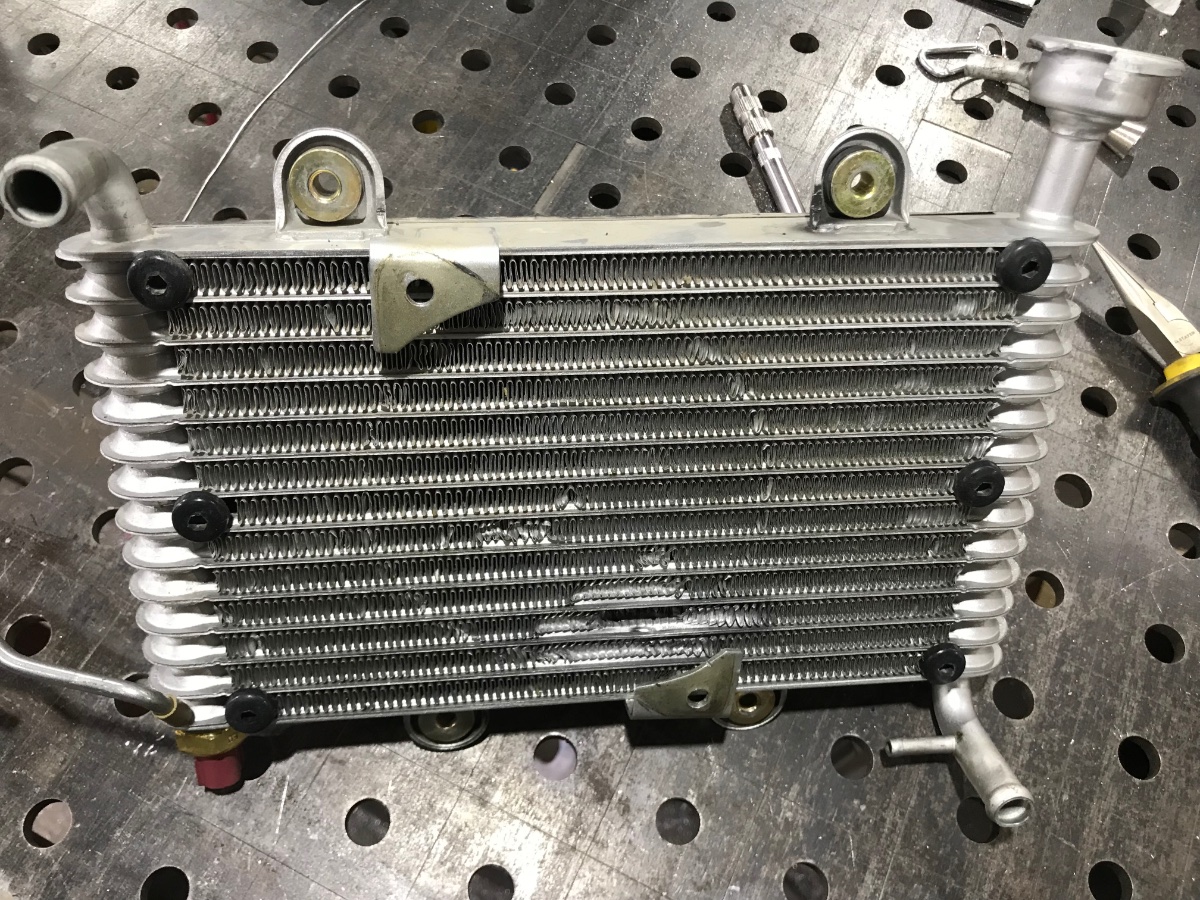
Давненько ждал случай попробовать аппарат на чем-то по сложнее, банку сваривать пока времени нет. Радиатор от квадрика, отвернулся вентилятор и пробил соту.
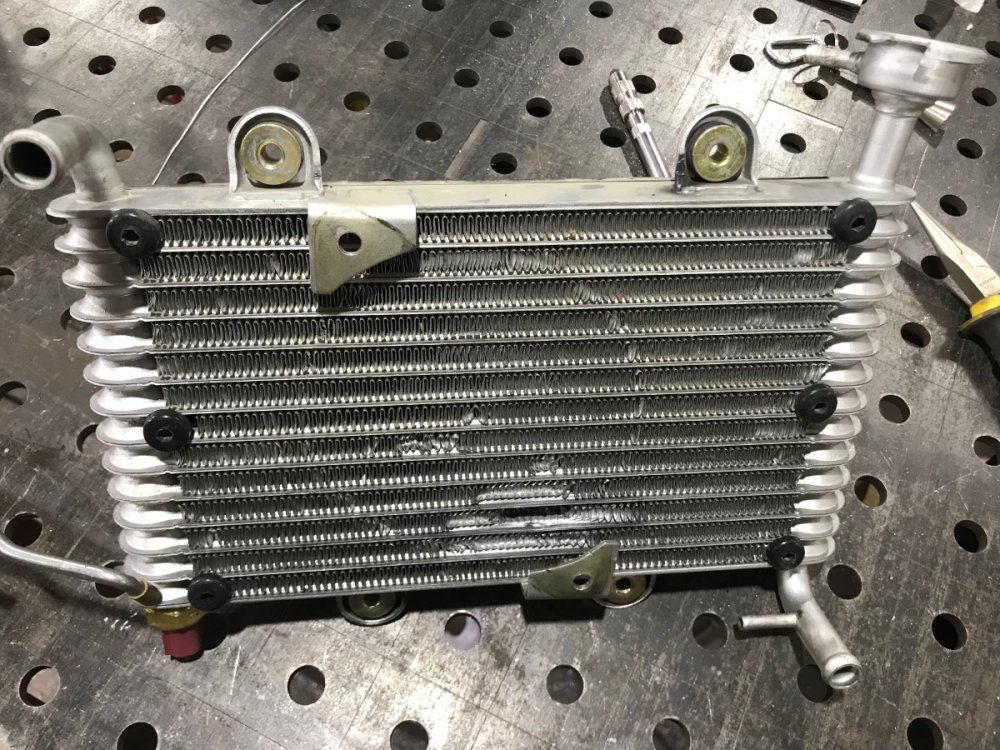
Не знаю какая толщина. 0.8 4043 электрод 1.6 зеленый, 300Hz, на педали максимальный ток 35А переодически придавливал в пол. Сначала убрал минусовую волну в минимум (баланс полуволн) на 30А даже намека не было на какое-то образование ванны (давно такую мелочь не пробовал) потом немного добавил минусовой полуволны и в итоге поставил 50-50 только после этого можно было что то расплавить. И как же мне нравится синус на минусовой полуволне, ванна на столько контролируется что при прямоугольнике надо ловить момент что бы вовремя остановится для того что бы не расплавить лишнего, а тут на синусоиде надо наоборот приложить усилие что бы ванну как то растормошить. На Cebore что бы сварить такие толщины (зажечь дугу прям на соте) надо было играться балансом полуволн, наверное из-за того что там прямоугольник, то на этом аппрете я теперь даже и не знаю куда можно применить настройку баланс полуволн.

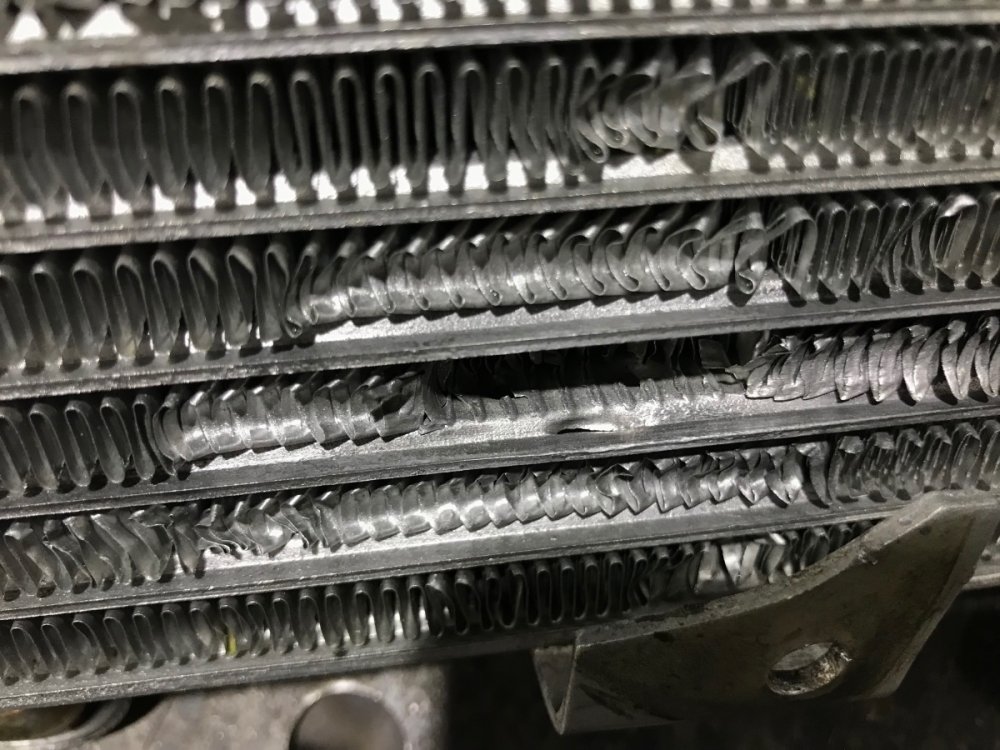
Не оприссовывал радиатор, только пенетратом, при сварке было отчетливо видно как плавится сота и как перемешивается присадка, ни грязи не лезло и пор не было, видать свежий квадрик, не успел еще напитаться грязи.
-
2
-
 3
3
-
-
В 17.05.2023 в 09:23, Alex_DRUMMER сказал:
Просто хорошо дунуть аргоном в канистру и всё, можно варить.
Да, сделал поддув 5л, на 5 минут, потом убрал на 3л и заварил 5356. Вроде и не совсем страшно теперь.


Хорошо что поддув не убрал сразу, увидел еще одну трещину симметрично этой.

Старенькая канистра еще со времен социализма, грязь так и прет из нее.
В 17.05.2023 в 19:27, Рязань штурман 001 сказал:Самый безопасный способ, это отнести другому сварщику, и в момент сварки отойди подальше)
Это не ко мне.
-
Тема про баки закрыта, напишу тут. Надо заварить не большую трещину (3см) на алюминиевой канистре из под бензина. С боку по середине. Планирую задуть аргоном, поставить ее вертикально (трещина по середине будет), в горловину шланг, 3мм отверстие рядом со шлангом и 5л поддув. Через 5минут планирую заварить. Или лучше местом сварки кверху? И есть кто так делал и это безопасно?
-
Поставил второе реле, теперь все работает как надо. Надо реле времени поискать может найдется на режим 2 минуты, так как в этом либо 1 либо 3. Одной маловато для NR горелки (для WP20 за глаза) а вот 3 минуты многовато. И сделал 8-ми метровую горелку, теперь по проще по мастерской кружить вокруг стола.
-
1
-
-
Проверил реле времени отдельно от схемы, да оно сбрасывает счетчик при отсутствии напряжения на контакте L. Ни какой памяти у него нет, достаточно и кратковременного отсутствие фазы на контакте L. Значит причина в том что на контакте out L постоянно присутствует фаза. Буду ставить еще одно реле и тогда все будет работать.
-
12 минут назад, Serge75 сказал:
Это обозначение электромеханических реле.
Вот про эти контакты на датчике Холла К1 К2 шла речь -
-
Посадил то что нужно на фазу и попробовал подольше подержать дугу таймер продолжает досчитывать время. Может все таки схему я собрал не правильно. Попробую словами описать. На розетку сварочника идет ноль а фаза идет через датчик холла. Еще фаза идет на датчик Холла на контакты К1 и К2 которые разомкнуты пока в розетке сварочника нет потребления, с контакта К2 фаза уходит на силовое реле (контакты катушки) и ноль тоже посадил на контакты катушки. Также посадил фазу на силовое реле на входной контакт а выход который в спокойном положении замкнут посадил на L реле времени. Так же на реле времени посадил ноль на N. С реле времени с контакта Out L вывел провод на розетку БВО и на нее же посадил ноль. С силового реле с контактов на которых появляется фаза в момент срабатывания датчика Холла пустил провод на розетку БВО. Вроде все правильно. Теперь подаем напряга на нашу автоматику, на розетке сварочника появляется напруга и также появляется фаза на реле времени через силовое реле, включается БВО на 3 минуты. После прохождения 3минут БВО отключается. Теперь зажигаем дугу, датчик Холла замыкает контакт К1 и К2 и на силовое реле подается фаза на катушку и оно размыкает фазу которая идет на реле времени на контакт L, тем самы так сказать перезагружает реле. Гасим дугу на датчике Холла размыкаются контакты К1 и К2 и силовое реле выключается тем самым размыкает контакты которые питали розетку БВО, но замыкают контакты и подают фазу на реле времени на контакт L, которое подает питание на розетку БВО и начинает отсчет. И так должно работать по кругу. Но у меня не работает эта схема. Осталось проверить а пропадает ли питание на реле времени когда срабатывает датчик Холла, по схеме должно. Но меня смущает то что на реле времени постоянно присутствует фаза либо на контакте L либо на Out L, но этого нельзя избежать так как контакт out L соединен с розеткой БВО на котором питание приходит в момент когда горит дуга.
-
И возможно я делал кратковременное зажигание дуги как на прихватках и реле времени не успевала сбросить таймер, так как там по схеме стоят кондеры. Сегодня еще попробую секунд по 10-15 подержать дугу и посмотреть.




Заточка вольфрамовых электродов
в Слесарное дело
Опубликовано · Изменено пользователем sherwood
Так выглядит диск после нескольких месяцев использования -
Это заточка на гриндере, руками без дрели -
Это заточка в машинке. При 15 градусах имеется шероховатость, а вот при 60 уже их нет -
А это 15 градусов на гриндере, а 45 на станке -
И я при работе переодически подчищаю электрод до блеска. Даже если на нем появились не большие окислы но дуга вроде исправно горит, 10 сек и он опять блестит и дуга явно лучше горит.