

crvnsk
-
Постов
62 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные crvnsk
-
-
Потому и говорю -- надо пробовать.
Спасибо за информацию, смотрел до этого и здесь и здесь и здесь.
Это моя третья маска, первая была noname, но тоже хамелеон, отрабатывала на 5.
Что заметил, так это проблема задней засветки, по хорошему нужен накидной капюшон сзади.
И кстати, кто как решает вопрос с запотеванием маски при дыхании при минусовых температурах?
-
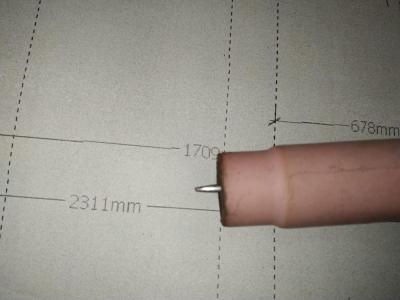
Почему спросил про токаря? На телефоне плохо видно, а вот с компа замечательно- внутренняя шагрень от лазерного реза. Ваши поры при сварке могут появиться в любой момент как внутри, так и с внешней стороны .
Поры были и не только на стыке фланца и трубы, но и на самой трубе во врезках.
По поводу лазера - может и лазером, здесь я ничего сказать не могу, но IMHO, шагрень была бы по всей толщине отверстия, а в данном случае, она прослеживается только около 5мм. Остальная поверхность гладкая.

Спасибо, занесу в память, видимо это актуально на больших диаметрах, работе в плохих условиях, большом катете.если есть уверенность что продавите замок с полным проплавлением,
то рискуйте.
А так рецепт классный.
-
Вчера поварил на аппарате (101) 2018 г, горелка #26 стала легкая и мягкая, работать удобнее, но на 200 ампер с заявленым ПВ наверное греться будет
По поводу горелки не знаю, 150А для нее край, потом через полчаса работы хрен удержишь.
точнее любовь к металлу а смелость не причем, боятся нечего.
Значит Суворов ошибался.... -
проблемы были только на АЛ и начинал с нее
смелый и целеустремленный )
-
на переменке много варили? у меня на постоянке и на деревяшке подожжет..
Как бы сказал Шерлок Холмс, используя методы дедукции можно установить:
1. человек задал вопрос о дуге;
2. он не сказал, что за материал;
3. иногда, то работает, то нет.
Значит, вероятнее всего он только начинает, также как и я.
Сварог также как и у меня, я тоже не мог сначала на нем дугу поджечь.
Начинающий на переменку не сунется - значит не алюминий.
Нержа, самый благодатный материал, но руку на ней набивать никто не будет изначально.
По поводу переменки я варил мало, но понимаю о чем вы подразумеваете...А, что Свароги часто ломаются?
Ну не здря на них 5!!! лет гарантии дают.... -
Всё надо пробовать, подбирать. Это касательно масок. Кому как заходит.
Согласен, я слепошара, -8.0 и для меня этот вопрос актуальный, сами понимаете.
Все в меру разумного, можно и такое купить, весь только вопрос - насколько это актуально почти за тысячу зеленых бумажек.

-
да нет так то и просто бывает все чисто но...
у меня меркле капризничает но редко...Все просто, электрика и все, что с этим связано - это наука о контактах.
BlueWeld Pro 228 за 8 лет ни разу не капризничал, потому что сборка не рукожопая.
-
еще одна возможная причина пор
причину я для себя выявил, после этого никаких пор и проблем.
сварщик надеется что переплавит ихПоэтому четыре дня было убито впустую, на вырезание пор и разбор, не надеялся.
Обычно выбираю начало шва вглубь борфрезой- там много и не надоЗа это спасибо.
Чисто ламерский вопрос, а не проще начало лицевого шва делать меньше по высоте, потом доходить окончанием шва и немного 5-7 мм выравнивать его окончанием шва?
И еще у меня такой вопрос- фланец внутренний диаметр растачивал токарь?Не знаю, кто такой и как его зовут - но видимо токарь.....) Фланцы покупные, не именные...
-
Высоковольтный поджиг есть? Мелкая дуга импульсами пролетает между электродом и деталью?
дайте нормальные контакты + на деталь, ну и минуса на электрод.
С ржавчиной дугу поджигать не будет.
Если это не поможет, везите в сервис, вам там его лечить будут плохим контактом окисленного алюминия с медью.
-
Благодаря вашим советам, и системному подходу, сварочные работы подходят к стадии завершения.


-
 6
6
-
-
По характеристикам, указанным в документации. Сварог стоит 7 тыс.Разницу с чем?
-
Надеюсь, не буду вас по пустякам теперь отвлекать.Роман , на здоровье и если чО ,,,, спрашивай .
Ну а это надо было сюды , ,,,,, но теперь уж тут отписали .
Кстати почитайте ,,,,, интересно .
А по поводу жизненного пути - у каждого он свой, я так сказать для понимания...
-
3
-
-
1. ЗМ знаю, раньше использовал в закрытых тирах, хорошая защита от свинца и пороховых газов, там выходишь после занятий 2-4 часовых без маски, можно на грузило собирать.Могла.
Это наиболее медленная сварка, поэтому даётся легче.
Есть хорошая фирма, 3М.
Купите нормальную сварочную маску -- это около 8 тысяч рэ.
730-ый или 715-ый текмен
Я тоже.
Хоть я и старше вас, но на полном серьёзе собираюсь в универ по специальности, и меня уверяют, что я там буду не одинок -- найдутся студенты и постарше.
2. Взял маску Сварог 5000 F 96045.
Не могу понять разницу.
3. Вы молодец, мало кто сейчас в этом возрасте двигается вперёд.
-
3
-
-
немного позже поймет, время надо.
Надеюсь все наши старания не напрасны и мы "родили" еще одного сварщика.

Собиретесь в Нск, напишите, встречу, чем смогу помогу.
Я только учусь
 Всю оставшуюся жизнь
Всю оставшуюся жизнь -
3
-
-
Пост поскриптум
Уважаемые, спасибо все за советы, благодарю:
1. с углом горелки разобрался
2. с чистотой металла разобрался
3. с необходимыми токами сварки, надеюсь, разобрался.
4. ветка создана не для изливания души, а для помощи, может кто то столкнется с аналогичным, самое главное обменяться опытом
5. ну не могло рукожопость пропасть за двое, трое суток
Теперь немного о себе.
Я директор небольшой компании, которая занимается инженерной инфраструктурой центров обработки данных, делаем в том числе жидкостные системы охлаждения.
После того, как я работал инженером наладчиком, судьба занесла меня в магаданскую область, в п.г.т. Усть-Омчуг @ЛехаКолыма.
После того, как меня поставили к столбу под дулом двухстволки, я решил закончить работать на дядю.
Все началось на северах, когда сварщик, отправленный в командировку по непонятным причинам "забухал".
Именно тогда началось мое знакомство с TIG сваркой. Это была нержавейка. Благо, я предусмотрительно заказал сварщика из компании подрядчика.
Именно тогда в четыре руки мы делали вместе работы, тогда и появился blueweld 228.
Потом большой перерыв.
Текущая из работ, это замена коллекторов холодоснабжения, которая была выполнена несколькими сварщиками ММА.
Все сварные швы на текущий момент начали сочиться, дай бог им судья.
Появился я на форуме, дабы не только понять в чем моя проблема, но еще и послушать советы опытных "товарищей"
Спасибо всем за советы.
1. угол горелки много что значит;
2. зачистка металла важна, но это не операционная;
3. перегрев ванны тоже понятен;
4. на TIG пал выбор только потому, что я много посветил времени пайке и соответственно "старый опыт";
5. с ММА не могу гарантировать отсутствие шлака - не мое.
Надеюсь, что системный подход даст мне форы в освоении досконально аргоногдуговой сварки с прицелом на будущее.
Именно он позволил достаточно быстро "эволюционировать".
Возможно, в моих постах есть косноязычие и непонимание, но я человек достаточно открытый и прекрасно понимаю, что любой труд - это труд.
Ошметки металлической пыли и гари вечером очень хорошо выходят из организма.
Не судите строго, сегодня тяпница.....
Всем удачи и еще раз спасибо.
-
4
-
-
Все для работы, все для победы

-
1
-
-
2-3 ммпри каком зазоре рвало?
-
Спасибо,принято.Будет рвать дугу, что собственно у вас и было.
Но я хотел дать подсказку по технике сварки, а не о предыдущей неисправности.
Рвало дугу на MMA
-
Я думаю, Вам ли не знать как сделана обратная связь по току, для его стабилизации и что происходит при нестабильной работе стабилизатора токаВыделение тепла на сопротивлении (на дуге) это произведение тока на напряжение -- вам ли не знать.
Скорее всего вы не знаете тип источника, так там всё просто -- стабилизатор тока.
Отсюда вывод -- чем длиннее дуга, тем больше тепла.
Я думаю что для вас не составит труда понять это.
-
Разница в нагреве металла.
Было.

После шаманства с аппаратом - разница двое суток

-
3
-
-
Алексей, Вы несомненно были правы.как перегрев сварочной ванны при которой начинает выделяться окись железа,тут нужно не топтаться на месте и вовремя подавать присадку с раскислителями.
Ванну я не перегревал, ее не было, поэтому приходилось увеличивать ток дуги.
Перегревал металл.
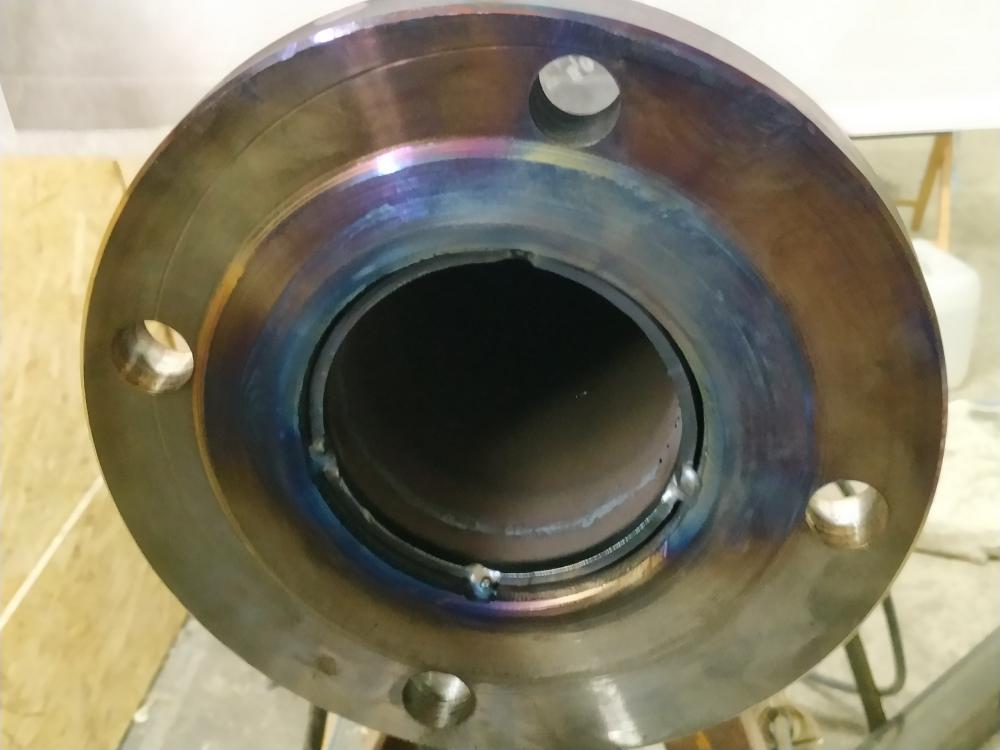
Я почему и спрашивал про такие жуткие разводы фиолетового вида.
Сейчас прогрев равномерный, IMHO в допустимых пределах для этих температур.


Ну "рукожоп..сть" конечно не отрицаю...
-
1
-
-
а то что шайбы поставили и вазелином помазали это плацебо.
доказывать не вижу смысла, но когда рвется дуга на ММА, говорят сервисники - это дело десятое.
Удачи дальше осваивать это интересное ремесло и чем дальше продвинетесь тем интересней будет варить.Спасибо за советы и за удачу....
-
2
-
-
Всем спасибо, кто откликнулся, немного тороплюсь, прочитаю крайние посты вдумчиво, спасибо Валерий.
Хочу доложить почтенным форумчанам следующее.
Я по специальности инженер промышленной электроники, и как ток бегает по проводам, по воздуху представление имею.
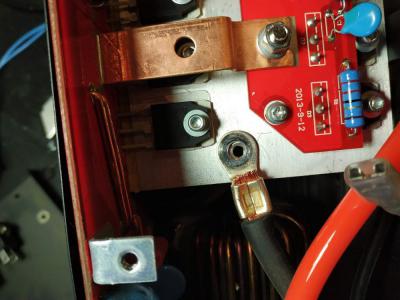
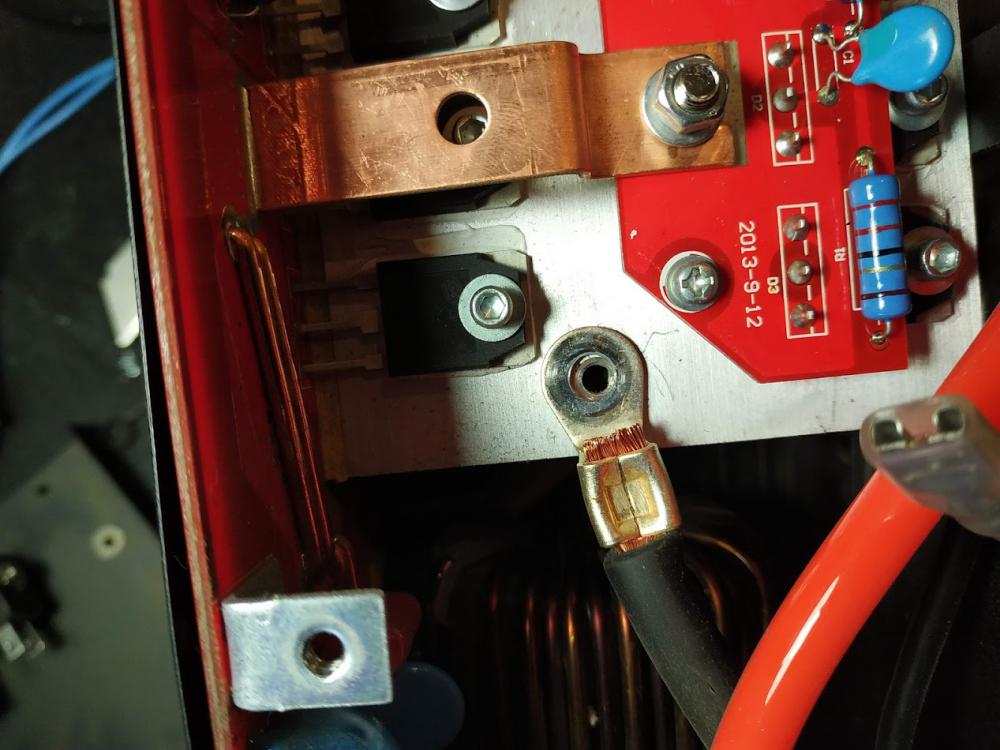
Не вытерпел вчера, разобрал аппарат до талого. Как тут и говорили, нефиг пенять на других, лучше на себя, отчасти пожалел, что взял, с другой стороны запасной аппарат blueweld есть всегда.
Прошел по всем силовым цепям, раскрутил все соединения, поставил свои граверы, которые используются в немецких шкафах для обеспечения надежного контакта.

Заменил болты с более широкой шляпкой.

Снаружи все обработал пока что вазелином, не охота было рыться в загашниках, да и спать надо же когда то.
Сегодня долго выбирал, на чем работать, или blueweld запустить, время не ждет или проверить все таки свою версию.
Остановился на Jasic.
Однозначно могу сказать, что поведение аппарата изменилось. Дуга поет мелодично, тембр изменяется и у аппарата и у дуги при изменении наклона и расстояния. Можно уже на слух варить. При этом меняется и работа инвертора, тоже заметно.
Электрод как поставил вчера вечером, так и не подтачивал и не правил.
Заскоков с порами не было ни одного.
Я получил сегодня прямо таки удовлетворение от работы.
В режиме ММА, дуга перестала рваться на всем протяжении электрода.
В режиме TIG, там где я не мог дождаться ванны на токах 120-130 ампер, сегодня 90А и ждать ванны особо не приходилось.
Ушел перегрев металла.
Расход газа не менял, как стояло 7-8 литров в минуту, так и оставалось.
Внешние погодные условия не менялись. Присадку не менял, газ не менял.
Вот что было две недели назад на этом аппарате, чтобы хоть как то обеспечить провар и герметичность.

Вот сегодняшние результаты
Они конечно далеки до идеалов и стандартов, но разница я думаю есть, по сравнению с недельными.




Всем откликнувшимся, большое спасибо.
Буду теперь оттачивать точность позиционирования электрода относительно ванны.
P.S. Нисколько не претендую на качество и красоту швов, я еще только учусь.
-
3
-
-
Поэтому, опосля я очищаю поверхность механически ветошью или щётками
Я и не говорил, что я потом по свежему "дезинфицирую"
Убираю основную грязь растворителем, потом зачистным диском, потом полировальным. Нет там растворителя уже.















Возникновение пор при сварке черного металла
в Уроки мастерства.
Опубликовано
Симптомы начали повторяться.
Решение найдено в магазине.