magmig
-
Постов
47 -
Зарегистрирован
-
Посещение
Посетители профиля
750 просмотров профиля

Достижения magmig
")





-
Парни, а ESAB stain flux бывает в какой-то лайтовой версии, желательно в виде спрея? Ну чтобы не сам расплавленный металл защищать, а именно противодействовать цветам побежалости, как в моём случае. Для бессмывочного применения, или чтобы смылось всё во время технологических промывок перед пуском пищевого производства.
-
И третья порция

-
Вторая порция
-
Прикладываю фотки. Это я пытался сфотографировать одно и то же в трёх разных локациях-на свету, в тени и в помещении под люминесцентной лампой.
-
Спасибо за мнения, попробую рассеиватель обточить немного, чтобы он залазил в эту трубку, потому что не использовал его из-за невпихиваемости :-)
-
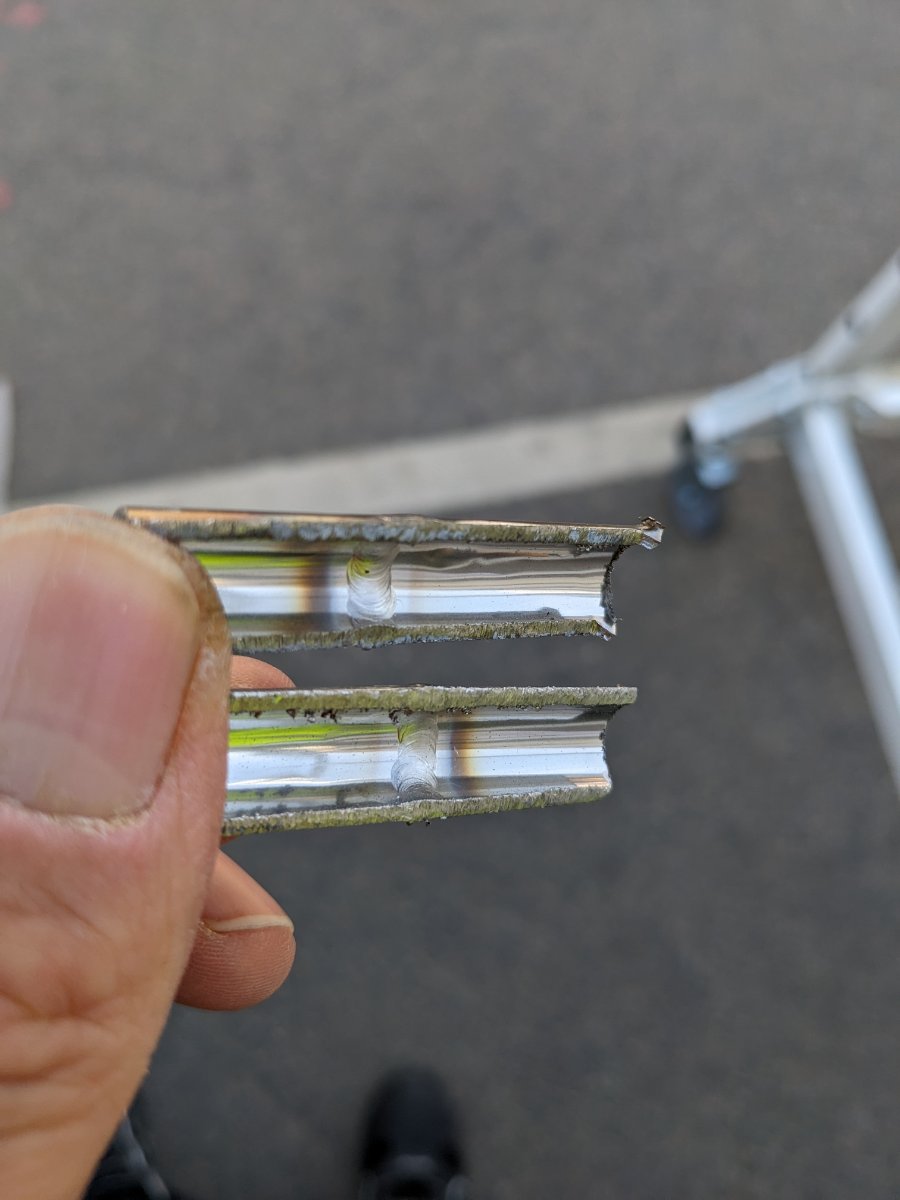
Примерно. Здесь мы видим и сам шов перегретый, потому что желтенький, и темные полосы с 2х сторон шва. В моем случае шов идеально светлый и темная полоса только с одной стороны шва. И она меняет положение если перекидываешь поддув на другой конец трубы.
-
Приветствую. Неоднократно замечал,что при сварке различных нержавеющих тонкостенных труб возникает темное кольцо внутри трубы со стороны шва, противоположный источнику поддува . То есть если ничего не менять, но только поменять направление поддува, то кольцо тоже поменяет своё расположение. Вот конкретно сейчас пытаюсь подготовиться к тесту и варю трубку диаметром 12,6 стенка 1,65. Один конец трубки заклеил скотчем и сделал 5 дырочек вольфрамом диаметром 2,4. С другого конца - поддув. Пробовал подачу от 8 до 14 л в минуту. Ток пробовал 24 26 28 30 ампер. Пробовал и аргон и формир на поддув. Даже шланг менял который на поддув идет. Сам шов абсолютно чистый. Это я всё говорю о состоянии внутри трубы. Меняю направление поддува — меняется расположение кольца . Трубку режу при помощи обжимки сабельной пилой, зачищаю торцы напильником , снимаю небольшую фаску внутри и снаружи трубы фаскоснимателем. Протираю поверхность трубы тряпкой смоченной спиртом изнутри и снаружи. Использую миллиметровую присадку. Прихватываю на 4 прихватки с поддувом. Получается плотное прилегание, без видимых щелей. Подскажите, пожалуйста, от чего это происходит и как бороться.
-
Тоже искал решение проблемы регулировки (уменьшения) подачи воздуха в 3m speedglas adflo - и всё-таки нашёл. Чел выкинул всю электронику и заменил китайским контроллером движки. Гениально! :-)
-
Приветствую! Варю металлоконструкции в смеси, толщины 0,5-1,5 см. Нижнее и вертикальное положение, токи около 250А. Недавно купил маску Speedglass 9100FX Air, но в моей деревне не купить стёкол - только через интернет. Поделитесь, пожалуйста, впечатлениями, кто варил со стёклами 3M Scratch resistant (527000) и Heat resistant (527070) - какое отличие на практике от Standart (526000). P.S. Я так понял, что "Scratch resistant"-вариантов стекла Grinding visor не бывает? Только Standart и Anti-fog? А у меня на этом стекле надпись есть - "scratch". Это что, на всех так? Если у меня маска Air, то в Anti-fog нет смысла?
-
Хочу маску типа Speedglass FX / Tecmen 1000 - со стационарным защитным стеклом под поднимающимся забралом и фильтром с турбоблоком. Присмотрел как вариант Esab G50 Аir. На работе варю полуавтоматом металлоконструкции. Рабочим выдают Esab G40 - соответственно, доступны расходники, а расходы на стёкла к маскам других фирм не возмещают. В принципе, как для меня, то A40 не хуже Speedglass 9100XXI (имею в личном пользовании). А вот на ESAB G50 отзывов нет совсем. Может, поделится кто впечатлением? Хочу взять маску ESAB G50 AIR и подсоединить к турбоблоку Adflo.
-
@supoplex, Z-образные - это как зигзаг, только вертикально. Преимущества U-образных движений, как я понимаю, такие: 1) приподнимаясь на краях фасок вверх, мы хорошо переплавляем возможно попавший туда мусор 2) по бокам наплавляется больше металла и шов получается плоский, без бугра посередине. Заполнение как стыкового, так и таврового соединения "треугольником" хорошо тем, что: 1) опять же таки мы хорошо прожигаем периметр сварочной ванны, 2) которую можно сделать больше и таким образом быстрее выполнить заполнение на толстом металле
-
@NikOtiN, прощаю ;-) . Ну и, конечно, буду благодарен за информацию по смыслу вопроса :-)
-
Здравствуйте. Вводные: толстый металл (точно не знаю, но связано с судостроением), 135-й процесс. Вертикальный шов стыковой и тавровый. УЗК-контроль. Буду сдавать тестирование. Раньше под УЗК варил только на выпускном тестировании на курсах сварщиков. Вопрос: влияет ли характер движений горелкой на образование пор, несплавления. В смысле, есть разница, совершать U-образные движения или Z-образные? То, что движения должны быть однородными и без больших рывков по вертикали, это само собой. Просьба дать рекомендации для корня/заполнения/лица отдельно по тавровому и стыковому соединению. Спасибо!
-
Т.е. это всё намного дороже фильтра 9100xx