bulweld
-
Постов
109 -
Зарегистрирован
-
Посещение
-
Победитель дней
1
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент bulweld
-
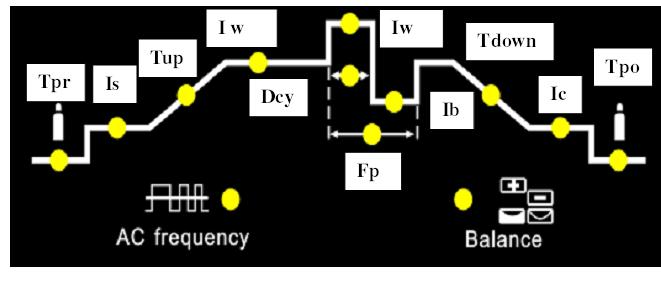
Да, все кнопки и крутилки описаны очень хорошо, но я думаю, что как новичок, вы не должны использовать все кнопки и крутилки, особенно те, которые предназначены для импульсного режима. Импульсный режим необходим в первую очередь для очень тонких материалов с металлами, такими как нержавеющая сталь и алюминий. Но на данном этапе вам не нужно использовать * импульс. Первый поезд- более толстых материалов!. Вы также можете посмотреть этот фильм rutube.ru, который даст вам довольно хорошую основу для сварки TIG. Я думаю, что самые необходимые крутилки которые соответствующие начальной стадии, которые должны работать, являются: 1.Регулировка сварочного тока для режима MMA и сварки TIG без пульса (Start A) 4.Регулировка заварки кратера (Down Slope) 7.Регулировка защиты металла газом после сварки (Post Flow) А для алюминия и : 8.Регулировка баланса переменного тока (AC Balance)
-
Вот почему я написал что все зависит от возможностей машины!Если машина не имеет никакого контроля над такой горелки, горелка не сможет функционировать.
-
В рукоятке есть целая микросхема из-за специальные возможности. С помощью кнопки + и - можно увеличивать или уменьшать силу тока, даже может с каждым резко нажатие на кнопку ток быть увеличен или уменшен даже с 1 ампер,все зависит от возможностей машины!
-
Апарат очень хороший! Не только для дома, но и для профессионала!
- 394 ответа
-
- 1
-

-
- фото
- сварочное оборудование
- (и ещё 2 )
-
-
Да, я понимаю, почему ты не видел отверстия в концах трещин - фотографии действительно довольно плохого качества, я сожалею, но у меня нет лучше!

-
Сделал надрез с режущим диском с угловой шлифовальной машиной(болгаркой)!Нет необходимости другое! Около года назад, я сделал аналогичный ремонт ......и лодка плавают успешно в озере! PS .Спасибо за совет для импульсной сварки! Трещина последняя фотография была сделана с импульсом!
-
Вот что происходит, после того как вода от двигателя лодки не слить в зиму! Последняя фотография - ситуация почти такая же, но с другой стороны двигателя, есть большая трещина! PS Извиняюсь, что фотографии не хорошего качества, но были сделаны с мобильного телефона!
-
Спасибо! А частота импульсов ?
-
Вы варите в импульсном режиме. Если можно и режимы сварки опишите?
-
Да ,может!Для меня это тоже важно! Эти параметры в инструкции по эксплуатации машинну.
-
В нашей стране, эта машина продается под названием: ASTRA TIG 200http://www.redco.bg/public/files/products/photos/426.jpg Iw: Сварочный ток Am; Диапазон: 5-200 (TIG-DC), 10-200 (TIG-AC-HF); 30-200 (TIG-AC-LIFT); 5-170 (ММА-DC), 10 - 170 (MMA-AC) импульсного тока можно регулировать в: Fp AC TIG в Hz ; Диапазон: 50-250 (Iw <50A); 50-200 (50A Iw <100A); 50-150 (100A Iw <150A); 50-100 (150A Iw <200A) Ib -Базовый ток в Am: Диапазон: 5-200 (DC), 10-200 (AC-HF); 10-200 (AC-LIFT) Dcy-Соотношение: базовый ток / время периода импульса - % :Диапазон: 5-100% .Заводская установка : 5 Fp DC TIG в Hz ; Диапазон:: 0.5—200Hz ; Заводская установка: 0.5Hz
-
При полуавтоматической сварке (MIG/МАG) нержавейки не желательно использовать только газ аргон! Наиболее часто используемые смесью 98% Ar / 2% О2
-
А почему игнорировать WL15 gold они тоже универсальны - думают гораздо лучше, чем WL10.А чисто по постоянке это действительно WТ20! Нет ничего лучше!
-
Да,разделку делал, но трещины не засверлил. А режимы такие:DC TIG- 93Am. Спад сварочного тока("заварка кратера") -1,8сек. Продувки газа после окончания процесса сварки("постгаз") - 8сек.
-
TIG сварки чугуна, в качестве присадки я использовал электроды по чугуну без обмазки (покрытия).А по-моему неплохо получилось!
-
Тем не менее, это зависит от многих других параметров!
-
Ну, с этим я полностью согласен!
-
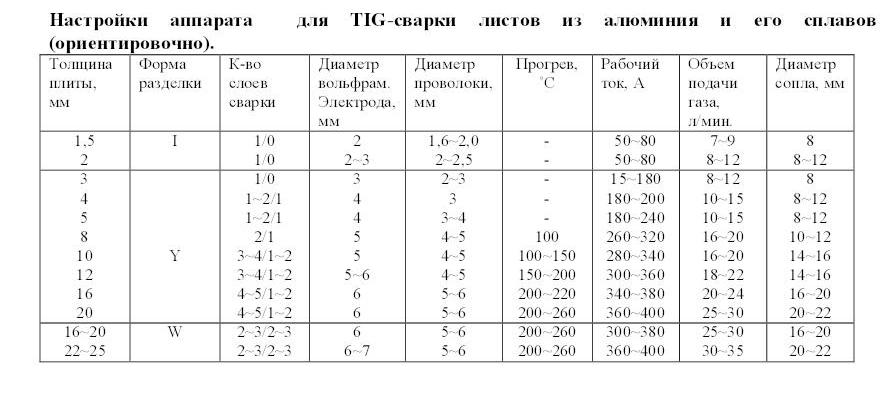
Лучше было бы использовать электрод диаметр 2,4 или 3 mm.смотреть таблице(сообщение #65). Для нержавеющей стали я использую прежде всего WT20 (вольфрам с 2%-ной примесью тория)
-
Кроме того, использование зеленого вольфрамова электрода не подходит для DC-электрод горит и угорает ! Но самое интересное в том, что это произойдет на обеих аппаратах, то общее проблем является отсутствие аргона, т.е. нет защиты электрода, и независимо от того, какой тип электрод - он будет гореть.
-
Многие заблуждение и не только Вы так думаете, многих других коллег новички думают, как Вы! Повседневного варю стали и у меня нет проблем, особенно при сварке малых толщин 0,5 до 1 мм. - методом TIG является очень подходящим, даже, я бы сказал, что это наиболее подходящий метод.
-
Может быть, вам будет полезно прочитать эту: http://zao-tehnolog.ru/page323773
-
Да, это очень интересно, но все, что она работает очень хорошо. См.:https://www.youtube.com/watch?v=wSes84twd10&feature=channel&list=UL
-
Возможно они пригодны для работы на переменного тока, но в данном случае -Сварка AL на ОБРАТНОЙ полярности - зеленый не делать любую работу!