

Gesserk
-
Постов
60 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Gesserk
-
-
Как и обещал, выкладываю результат изысканий.
Взяли мотор-редуктор с низкими оборотами и повесили на вал редуктора планшайбу под токарный патрон.
Обороты регулируются частотником.

Раза с пятого удалось подобрать скорость и режим сварки.

Результат устраивает, изыскания на этом остановим

-
 8
8
-
-
@Lohus, сомнительно... При такой конструкции скорее профиль загнет.
Полностью согласен, если панель получилась кривая то никакие шайбы тут не помогут, у профильной трубы с любой толщиной стенки не хватит жесткости, только здоровый двутавр и домкрат поможет, да и то если повезет)
-
1
-
-
@Gesserk, две стороны вашей медали. 1 - это жесткость конструкции значительно увеличивается. 2 - чтобы сварить рамку в плоскость необходима ее притянуть к плоскости. Иначе уводки гарантированы. А соответственно и плоскости в получившемся столе уже не будет да и правку такая конструкция будет восприниматт значительно труднее.
По моему, лучше сразу все таки выварить столешницу, пусть даже и на коленке, затем установить ножки, выставить в плоскость, а затем уже вварить рамку кногам и скрутить со столешкой.
Возможно я не достаточно раскрыл вопрос, поясню. Сначала сваривается сама панель, только потом начинается изготовление подстолья. Детали вложенные в ложементы удобно размечать под отверстия по тем же ребрам, при помощи уголка с прокладкой на пол толщины ребра. После того как отверстия просверлены, детали слегка притягиваются к панели и прихватываются, далее уже так и так придется разбирать что бы обварить все примыкания.
Как я и говорил, на правду не претендую, просто описал как это делаю я.
Если Ваш опыт и знания позволяют сделать более качественно и технологично, с удовольствием прислушаюсь.
С уважением.
-
1
-
-
- Популярный пост
- Популярный пост
Сразу не заметил данную тему, а поделиться есть чем
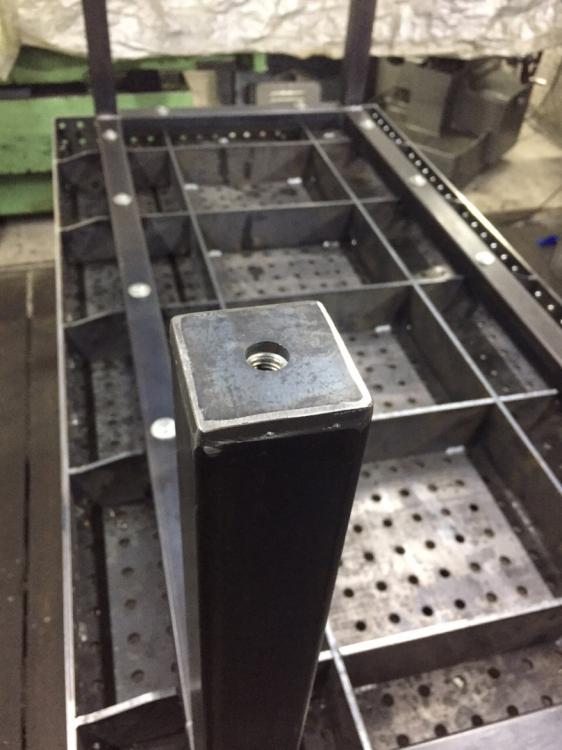
В частности хотел бы поделиться своим вариантом исполнения подстолья для сварочной панели или столешницы, тут кому как удобнее.
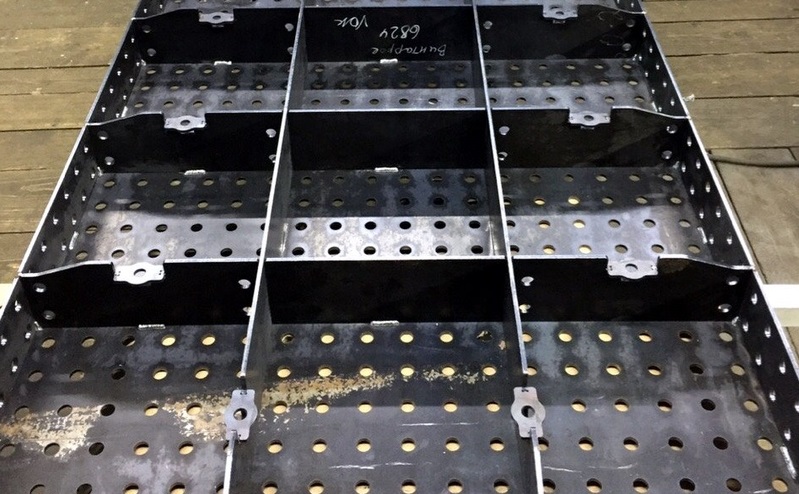
Ребра делаю с ложементами под профильную трубу и закладную для крепления.
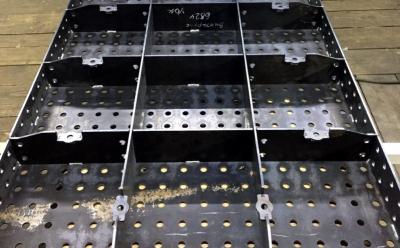
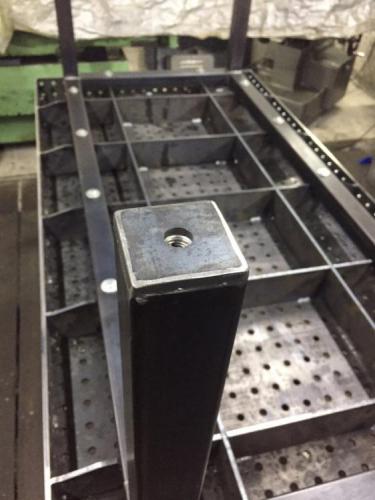
Вид сбоку, под закладной так же имеется контур под гайку с фланцем.

Далее нарезается профильная труба, в моем случае 60х60, слесарится и сваривается рамка. Еще один плюс в этом варианте в том что можно притянуть детали и потом уже сваривать периметр.
Что бы при креплении профильная труба не деформировалась, в отверстие устанавливается отрезок трубки, короче где то на 0,5мм чем толщина/размер трубы.

Далее ноги, высота и форма по вкусу )

На истину разумеется не претендую, всего лишь одно из возможных решений

-
11
-
При всем старании в процессе сборки стол получился не таким ровным как хотелось =(
Вопрос ! Где можно найти такой плоскошлифовальный станок куда можно засунуть стол размером 1на2 метра ?
Возможно есть какие то другие способны фрезернуть стол на месте (кроме шабления)?
Приветствую!
Крайне редкое и дефицитное в наше время оборудование. Если даже и удастся найти тех у кого оно есть, цены там как правило такие что проще будет попробовать собрать еще раз).
Я занимаюсь изготовлением таких бюджетных столов, без финишной обработки поверхностей (фрезерование, шлифование и пр.), собрал уже не одну сотню.
Пиши в ЛС в чем проблемы, попробую помочь.
В целом при толщине до 10мм, с некой оснасткой рихтовке это поддается.
-
Во вращатель закрепить конус, на конус насадить загатовку и сделать кольцевой шов на поворотнике, потом полукруг сзади, все не так сложно, как кажется
Технологию вроде уже изобрели, в конце недели с гибки выйдут кронштейны, будем пробовать первую кучку )

Результат покажу.
-
Привод от шуруповерта это конечно сильно)
А так да, что то похожее нужно
-
1
-
-
Решили все таки по пробовать изобразить вращатель и закрепить в него кондуктор.


-
@Gesserk, вращатель однозначно нет.
Вы больше времени потратите на установку детали во вращатель. Вам надо просто фиксировать деталь в двух позах, и всё
Изначально однозначно придется делать "прихватки" в шаблоне, что бы выдержать геометрию и углы.
Зафиксировать в каком то одном положении проблем нет, есть глобусная УДГ от фрезера, проблема в том что проваривать по кругу не удобно.
Но будем пробовать.
-
Приветствую всех!
Не знаю правильно ли выбрал раздел для вопроса, но тут именно о полуавтомате.
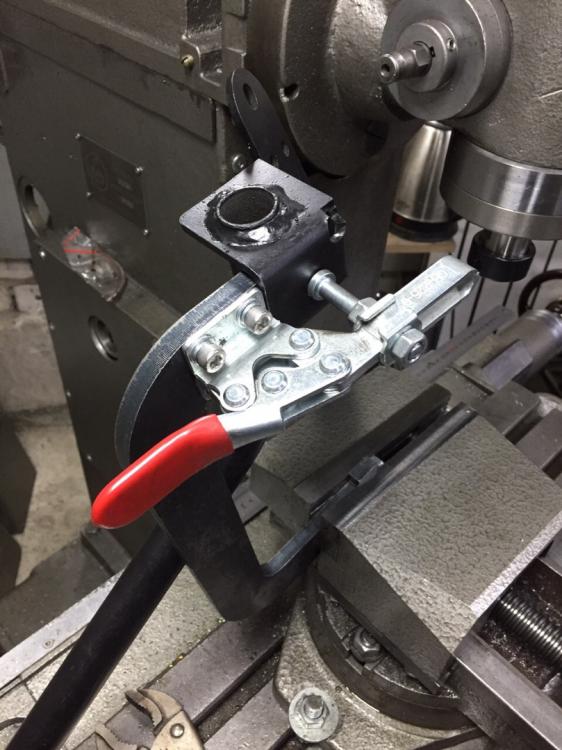
Ищу подсказки в вопросе изготовления оснастки для сварки кронштейнов представленных на фото.


Труба вставляется в кронштейн с вылетом 4...5мм и проваривается по кругу со стороны торца, часть кронштейна которая прилегает к трубе половиной диаметра тоже проваривается.
Детали серийные, то есть периодически придется сваривать достаточно большое количество.
По пробовал на столе, очень долго и неудобно из формы деталей.
На ум идет какой то вращатель на базе мотор редуктора с регулировкой скорости вражения, но как все это там крепить что то не идет на ум.
Если кто сталкивался с чем то подобным, прошу подсказать а может и показать.
С уважением, Дмитрий.









Станки и металлообработка
в Станочная
Опубликовано · Изменено пользователем Gesserk
Не сочтите за рекламу, у меня панель 1200х600х100 из листа 5мм, в собранном виде стоит 14 т.р. По этому почему бы и нет?
Единственное из 20 или даже 16 я бы изготавливать не взялся, без последующей мех обработки плоскости, ибо листы такой толщины уже от природы ужасно кривы и горбаты, про чистоту реза на лазере история вообще умалчивает...