

Gesserk
-
Постов
60 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Gesserk
-
-
10 часов назад, sherwood сказал:
Что значит скрепляемая толщина? У меня стол 8мм и оснастка 8мм мне 16мм нужно? И займётся строго 16мм или +-?
Все верно, в данном случае нужен фиксатор S16мм. Фиксаторы изготавливаются с учетом того что весь листовой прокат имеет небольшой минусовой допуск, суммарно это не более 0,5 мм.
-
56 минут назад, sherwood сказал:
На какую высоту прижимной детали рассчитаны эти зажимы? Понимаю что это (читаем ниже), но интересует именно то что продается за эту стоимость.
По наличию держим стандартные для наших собственных столов размеры, под скрепляемую толщину 13, 14, 16 мм.
Цена не зависит от скрепляемой толщины, даже если будет какой то нестандартный размер.
-
Добрый день, коллеги!
Производим фиксаторы оснастки для сварочных столов 16 системы.
Стоимость зажимного фиксатора 600р./шт при заказе до 10 штук и 500р./шт при заказе 10 штук и более.
Стоимость фиксатора "грибок" 160р./шт при заказе до 10 штук и 140р./шт.
Все детали изготовлены из Ст. 45, шарики от подшипника, сталь ШХ15.
Возможно изготовление под любую скрепляемую толщину стол + элемент оснастки.
Все изделия производим на собственном ЧПУ оборудовании, при необходимости можем изготовить данные изделия по индивидуальному запросу.
Территориально находимся в г. Нижний Новгород, возможна отправка любым удобным способом по договоренности.
Для юридический лиц и ИП возможна реализация по безналичному расчету, работаем с НДС.
Тел: +7 92O OI9 I9 2З
Эл. почта: [email protected]





По запросу предоставлю любую дополнительную информацию.
С уважением, Дмитрий.

-
@Gesserk, так и не узнали, насчет ленты для тонкостенки?
В сети ничего однозначного не нашел, в итоге решил искать подходящее путем тестирования того что есть в продаже.
Начал с биметаллического полотна с самым большим количеством зубов на дюйм (Honsberg M42 10/14TPI), оно собственно и пошло в работу, по скорости и ресурсу полностью устраивает.
@saper24, эт я дурканул ) 0,5-0,6 мм скорее было бы достаточно ) Но не больше 1мм точно )
Так же недавно пришли к ленточной пиле, да дорого, но оно того стоит, даже не на большом объеме.
Ничего не горит, не летит, толстая стенка или кругляк, все равно, можно пачкой шинковать, в общем чудо а не инструмент по раскрою!
Пила корейская, из "712" серии.
-
 2
2
-
-
Не нашел специализированной темы, напишу сюда.
Подскажите, какое полотно для ленточной пилы лучше всего подойдет для тонкостенной профильной и круглой трубы, стенка как правило 1,5мм.
Ленточнопильный станок SIND 712 серии.
За ранее благодарен

-
- Популярный пост
- Популярный пост
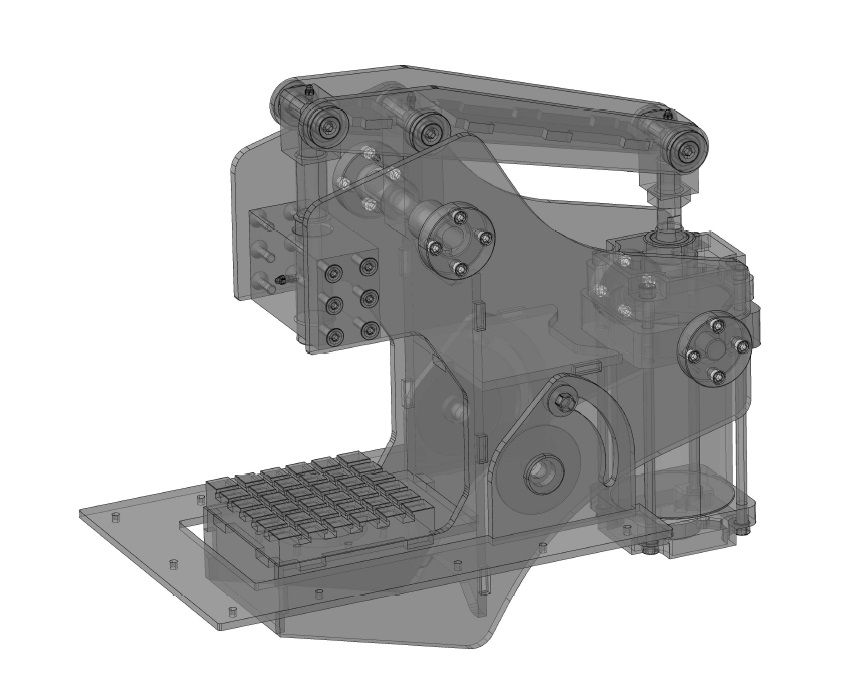
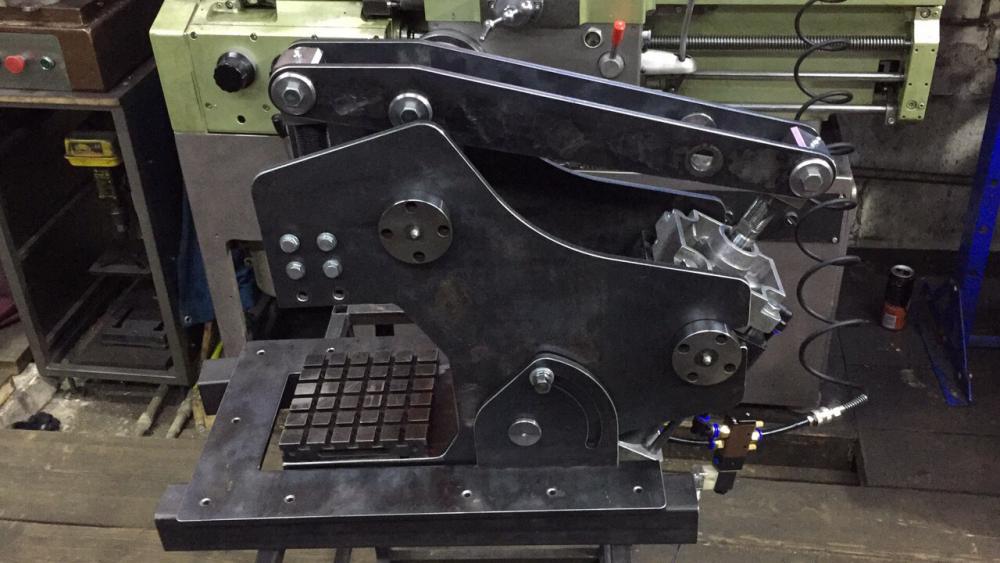
Решил запилить очередной пневматический пресс для всякой мелочевки.
За основу взял предыдущую самопальную модификацию, дополнил возможностью наклона на 90 градусов.
Под столиком из УСП сквозное отверстие для вальцовки труб и прочих операций с длинной заготовкой.
Усилие так же 5 тонн.
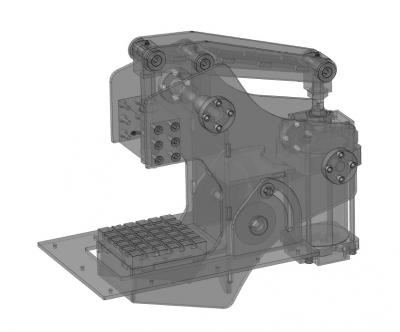
Сборку практически закончил, осталось сварить тумбу, по красить все и смонтировать пневматику, лубрикатор и прочие мелочи.



-
17
-
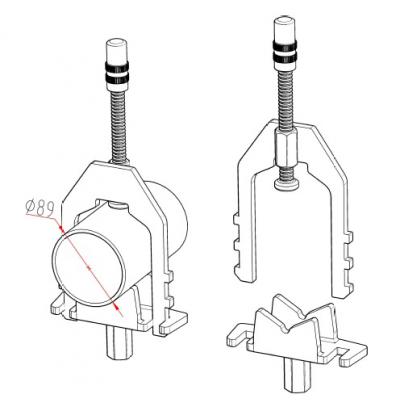
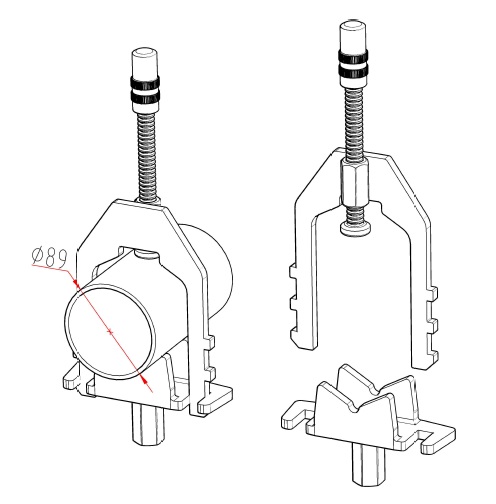
Вопрос, на ночь глядя...
По просили запилить несколько держателей для труб к сварочному столу.
В интернете нашел весьма скудный набор для решения данной задачи, как правило это просто круг с фасонной фрезеровкой или "П" образный фасонный элемент.
Сам я с круглой трубой не работаю и не очень представляю на сколько будет удобно то или иное решение.
Нарисовал вот такую конструкцию, но не знаю будет ли это удобно.
-
5
-
-
Всем привет. Столкнулся с вопросом крепления ножек к мангальной конструкции: потребовалось сделать разборное соединение "труба в трубу" ("папа-мама")
. Но, попробовав вставить квадратную профильную трубу 20х20 в 25х25, пришел к выводу, что получается приличный люфт.
Хотелось бы советов по этому поводу, кто как решал подобного рода задачи ( необязательно ножки для мангала, а вообще подобного рода разъемные соединения)
Рассмотрите вариант замены такого соединения на резьбовое. Можно приварить к мангалу 4 длинных гайки для соединения шпилек, на ножках соответственно резьба.
-
1
-
-
А чем обычные домкраты с карандашом не устраивают? Компактнее, проще и к качеству барабана не так критичны ( при разности диаметров щек барабана съезжать не будет)
Это вопрос не ко мне, заказчик обозначил чего хочет, я изготовил.
Уточнил по поводу конструкции размотчика
Размотчик будет применяться для подачи кабеля в автоматическую нарезную машину, номенклатура больная, такая конструкция обеспечивает максимальную скорость замены катушки, грубо говоря поставил на тормоз, одну скатил, другую закатил, ничего поднимать не нужно
-
4
-
-
- Популярный пост
- Популярный пост
Мы же тоже чем то занимаемся, а значит и сюда нужно чем то поделиться
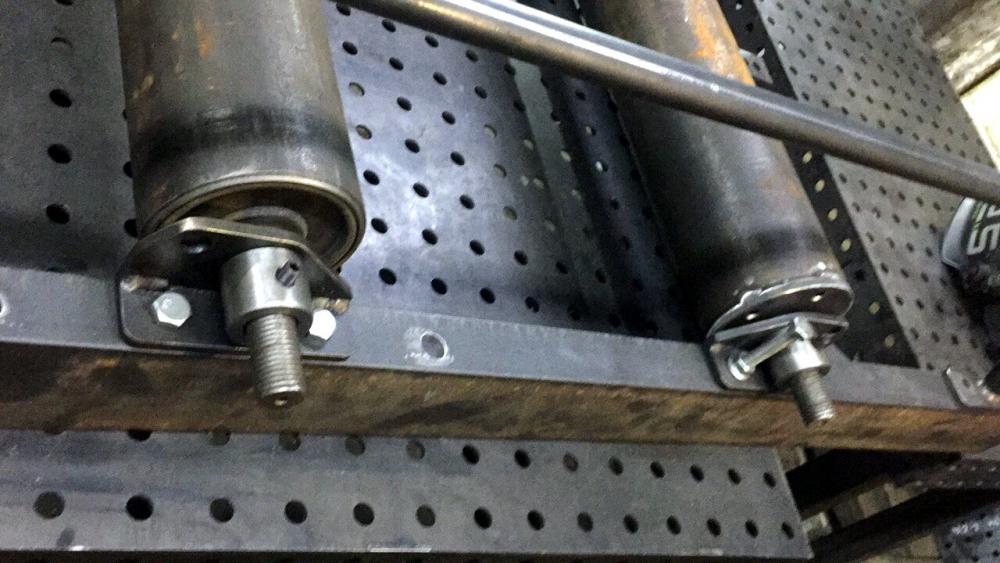
Размотчик для кабельных катушек.








Проект собственной разработки, изготовлен из типовых конвейерных роликов диаметром 130мм.
-
18
-
Был бы доступ к образцу, я не задавал бы вопросы.
Наружные размеры вопросов не вызывают, не могу понять каким образом разжимаются шарики. Конус на конце болта М8? Или сверху еще один шарик, как в болтах Siegmund? Стол и оснастка у меня по 6 мм, расстояние от центров шариков до нижней части грибка в 13 мм будет достаточно?
Не понял этой фразы.
Расклинить шарики можно как 4 шариком так и конусом на конце винта, но в этом случае винт нужно закаливать, что бы не износился быстро, по этому я пошел по пути 4 шарика.
Расстояние от центра шарика до нижней части части грибка зависит от диаметра шарика и то на сколько он выступает из корпуса.
По поводу резьбового фиксатора, я использовал готовые болты М8 что бы не резать наружные резьбы и не переводить металл. Что бы Винт при закручивании не выворачивался из головки с накаткой, посадил на фиксатор.
Если планируете самостоятельное изготовление, все легко подберете опытным путем. Можно изготовить грибок с запасом по толщине и подтачивать до получения нужного результата.
-
2
-
-
@Gesserk,По идее в пластинчатых прижимах нужно ещё предусмотреть резьбы для отжимных болтов,шоб прижим прижимал параллельно столу.Или если вылет большой,то отдельные домкратики.
Есть похожие прижимы, только в исполнении по проще.
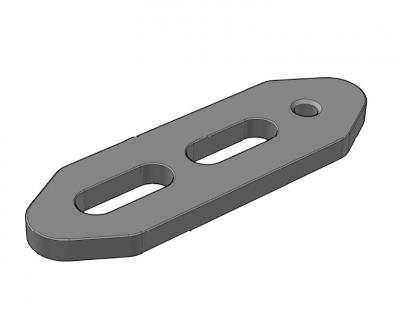
Вообще можно сделать что угодно, вопрос только в необходимости.
-
2
-
-
за чем знаний столько халявных раздаёшь)))))) скинь размеры с моих кривых рисунков если хочешь распространить знания

Я как обычно делал из того что было в наличии, если бы пруток был больше или меньше диаметром, то размеры были бы другими.
А вообще я считаю что подобные вещи смысла скрывать нет, кому нужно, тот информацию найдет, а кому не нужно то и с чертежом делать не станет
У меня интерес в данном случае двойной, сам буду пользоваться и к столам иногда спрашивают
-
2
-
-
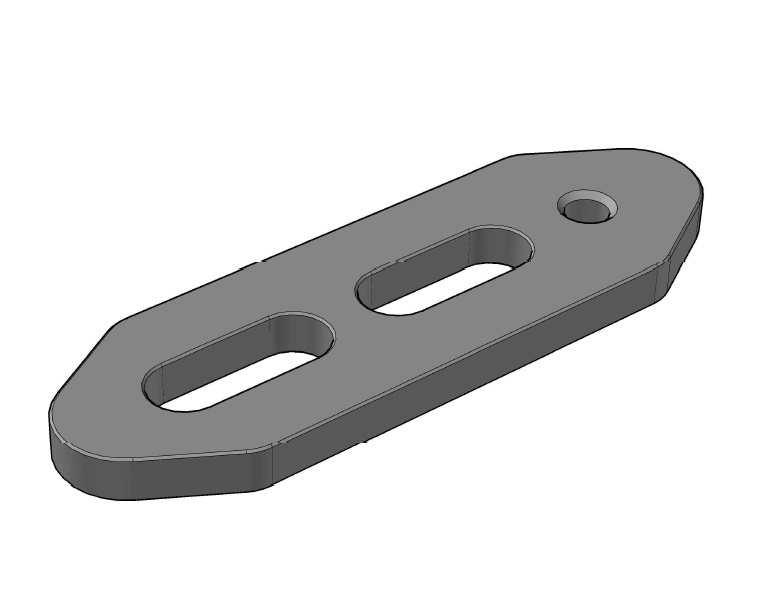
Красота! А чертеж можно попросить?
Я чертеж с размерами не делал, там все остаточно просто.
Посадочный диаметр 16мм, длина 30мм.
Наружный диаметр грибка 23мм, высота 5мм.
Шарики брал 6,5мм.
Расстояние с отверстиями зависит от толщины скрепляемых элементов.
Резьбовая часть из болта М8 под внутренний шестигранник, ввернутая в бочонок с накаткой для удобства, болт сидит на неразъемном фиксаторе.
В общем то все
-
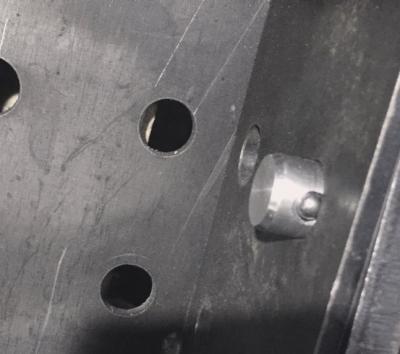
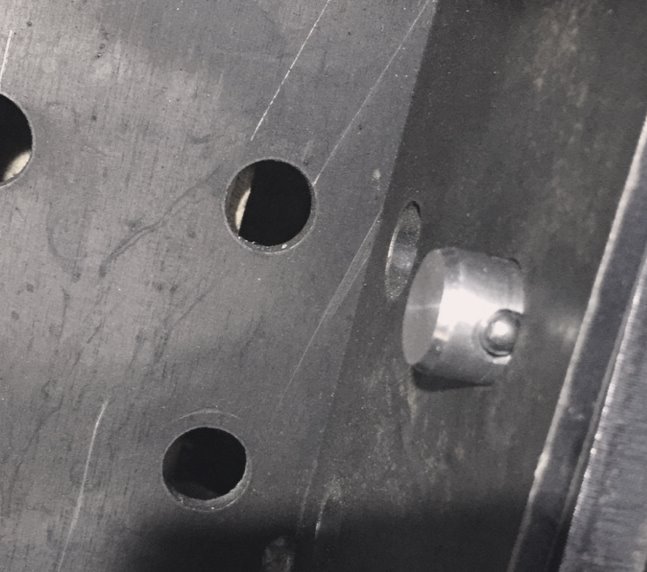
По совету одного из участников форума решил по пробовать изготовить быстросъемный крепеж для оснастки сварочного стола.
Пробный решил изготовить из алюминия который попался под руку.
С размерами в результате угадал, держит очень хорошо, будем облагораживать и брать на вооружение.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifXU-g5KN0CrE.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifxC7S6HHa7hg.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifCBGScI0S6e0.jpg
Сделал чертежик и заказал подходящую по свойствам железку (Ст45).
http://websvarka.ru/talk/public/style_images/master/attachicon.gifБолт БЗП 1.jpg
Наконец дошли руки до металла, сделал первые пару десятков...



Немного изменил конструкцию относительно проекта.
Канавки с уплотнителями делать не стал.
-
9
-
-
Модели для Компаса в теме про столы выкладывал, пригодились? Как отверстия под шарики делались, если не секрет?
Никакие файлы и чертежи с сайта я не использовал. Мне образ мерили имеющийся в наличии фиксатор и прислали "мурзилку" от руки для понимания принципа работы, далее все делал исходя из размеров шариков которые были в наличии.
Отверстия сверлил на фрезерном станке, деталь позиционировал при помощи делительной головки.
-
4
-
-
- Популярный пост
- Популярный пост
По совету одного из участников форума решил по пробовать изготовить быстросъемный крепеж для оснастки сварочного стола.
Пробный решил изготовить из алюминия который попался под руку.
С размерами в результате угадал, держит очень хорошо, будем облагораживать и брать на вооружение.


Сделал чертежик и заказал подходящую по свойствам железку (Ст45).

-
17
-
@qwerty444, почему именно за три? )
@svarnoi69, по сантиметрам упаришься высчитывать, мне кажется ) а по весу оценивать - невыгодно. Потому что там не более 400 кг получится )
Вот, например, сварю я стол человеку, он кг 20-30 приблизительно, а за работу я возьму 5-8 килорублей. Если по весу считать стол, то он вообще копеечный получается. Да и швов там немного. А вот как изделие он ценится )
В таком случае нужна более сложная схема расчета, нужно взять "5-8 килорублей", поделить на временные затраты на изготовление стола, получим цену часа с интересной маржинальностью процесса. Эту расценку и озвучивать

-
1
-
-
Перестарался с притягивание продольных ребер к столешнице в итоге горб на всю длину где-то 1_/1.5 мм. Для моих нужд пойдет.вещь. следущий соберём ровнее. Теперь вопрос какую бюджетную альтернативу можно найти фирменным быстрозажимным болтам?
Может у кого то есть чертеж этих болтов, тоже интересно, можно было бы изготовить

-
@Gesserk,я не про милионные обороты,когда проходят более скромные суммы,то смысла легализации не виду.Понятно,что если доходы перекрывают налоги,то можно и в открытую работать.
В целом согласен, но тут тоже не все так однозначно и зависит скорее от каждого конкретного случая.
Когда ты работаешь в белую, доверия на много больше, да и ту же работу искать проще, как по мне.
Что касается налогов, для самозанятого отчисления в соц. фонды куда существеннее по затратам.
-
2
-
-
@Hlorofos,НО ты уже вылез,ты на крючке.Вообще в чем проблема работать по черному налу?Только не надо в уши дуть о предприятиях,все все прекрасно понимают,что через знакомых ип можно поработать.
Из моего опыта, предприятия, допустим среднего и большого размера как правило работают с НДС, а ИП как правило на упрощенке.
Так же работал через "знакомых", но когда обороты выросли, меня мягко говоря послали и пришлось открывать свое юр. лицо (ООО) с НДС.
По моим расчетам, работа через транзит актуальна до оборота около 3 млн. в год, свыше уже однозначно выгоднее содержать свое.
Работаю как раз с предприятиями, некоторые из них в принципе не работают с ИП.
-
1
-
-
Потребляет он только на пуске столько,когда работает он немного потребляет(эта тема уже на металлическом форуме пережована не раз)На станке стоит амперметр и видно сколько он потребляет.У меня от чайника счётчик быстрее моргает чем от станка.Никаких школьников,только 1к 62.Самый простой и надёжный станок.А запчастей на диреклоте на него хоть отбавляй,любые.Притом это как долгосрочное вложение,они только дорожать будут.Это не автомобиль а средство производства и весьма серьёзное.
С потреблением холостого хода понятно, нет нагрузки, нет потребления.
Но если на станке резать как положено, такой станок как чайник потреблять точно не будет )
Опять же, вы цитируете мое мнение, которое как я говорил ранее, никак не может претендовать на истину
По этому правда разумеется ваша.
-
Есть 1к62 у шефа. Он ему вообще не нужен продать хочет.
Для хобби как по мне это слишком здоровый, весит 3 тонны и потребление у него более 12 кВт суммарное (основной привод + гидростанция). Хотя опять же смотря какие задачи...
Лучше наверное со "школьника" начать, как большинство делает
-
1
-
-
Да норм всё. Покупка любой вещи начинается с предварительной оценки хотелок, возможностей,перспектив. Возможности не только материальные стоит брать в рассчет но и интеллектуальные. То есть возможность изучения для последующей работы. Ни для кого не секрет что сейчас можно подкупить мозгов, если нет времени на изучение, или желания нет забивать голову. Потому я например взял пикомиг с синергетикой. Ибо разбираться в таинствах и тонкостях полуавтоматической сварки времени и желания не было. Включил и работай. Но цена... Точно так же я не горю желанием влезать в тонкости ремонта бу станков. Я не ленивый. Моя голова основной работой забита выше крыши. А сварка и прочая металлобработка это хобби и дополнительный зароботок. И необходимости обработки крупных заготовок нет. Как собственно и постоянной потребности. Потому станок должен быть новый, при этом не дорогой в своем классе. Кроме китая нет ничего удовлетворяющего этим требованиям. Да он дороже бу советских, но опыт восстановления за бабки не купишь. Доверять сие кому то, не зная лично никого, то же не мой путь. Да и тонны чермета в мастерской мне не нужны.
Все это пока на уровне подбора инструментария для расширения возможностей в перспекииве. Не более. Теория, без практики и интереса на уровне взял деньги и пошел. Но уже столько узнал полезного))))
Правда в любом случае ваша, так как у каждого своя голова. Я когда покупал первый токарный станок, опыта работы не имел, а уж ремонта и подавно, по этому попросил помощи у товарища, у которого все эти знания были. Он подобрал мне приемлемый станок, проверил его на месте и так далее.





















Фиксаторы оснастки для сварочных столов
в Продам
Опубликовано
Я ответил вам в ЛС