

almac
-
Постов
341 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные almac
-
-
Скрин который вы указали не соответствует действительности
Согласен, многое что написано у продавцов не соответствует действительности, ведь бабло надо заработать и чем больше, тем лучше.
А дальше хоть трава не расти: разбирайтесь сами, доделывайте до ума сами, не гарантийный случай - ремонтируйте сами.
Большинство покупают оборудование только из-за хорошего сервиса и отношению к покупателям.
Тут, зачастую на выставку приходишь, разговариваешь с менеджерами и думаешь:
"Господи, что они несут про продукцию, о которой должны знать всё!"
P.S. А по поводу: "не соответствует действительности".
Был недавно случай в Бельгии. В бумажной рекламке компании по продаже автомобилей допустили ошибку.
Вместо Mercedes-Benz С-Class, написали Mercedes-Benz S-Class - только до конца года за 27 000 Евро.
Так что же вы думаете, компанию обязали продать тётеньке Mercedes-Benz S-Class за 27 000 Евро.
-
 3
3
-
-
4 роликовый механизм был на Сеа дигистар 250 амперном, а на 200 амперном всегда был двух роликовый
Как же так не хорошо, Сергей. То есть вы всегда обманывали покупателей?
Говорите всегда правду, и люди к вам потянутся.
Пусть вы не заработаете сиюминутных прибылей, но вам не стыдно будет смотреть в глаза клиенту.
Загоняете себя в "Цугцванг".
Ведь этот скрин я взял с вашего сайта:
 Вот мне до лампочки кто их купил
Вот мне до лампочки кто их купилВалерий, правильно говоришь.
По поводу продажи компаний и новых собственников, так вопрос не кто новый собственник, а что он привносит в компанию, как к ней относится.
Кто-то покупает, чтобы по кусочкам дороже чем купил раздербанить и слить, а кто-то вкладывается и компания процветает.
Вон, посмотрите, VOLVO Китай купил, я тоже возмущался, так как люблю давно эту марку.
Но, как оказалось, VOLVO от этого только выиграла и в производстве, и в качестве, и в технологиях.
-
2
-
-
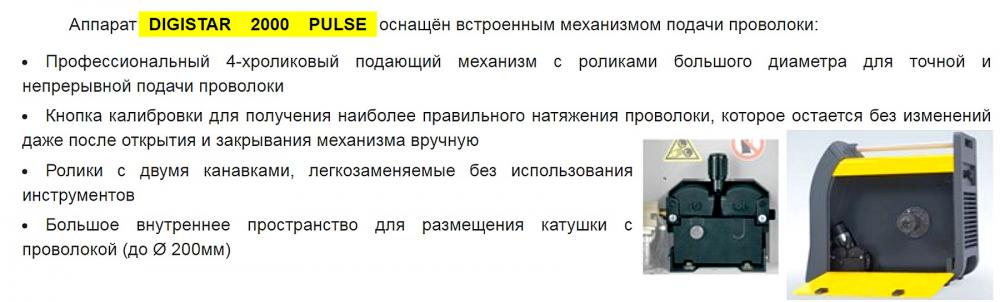
у Digistar я на фото видел 4 роликовый механизм, а в инструкции к Treostar написано, что 2 роликовый
Так оно и есть. Вот воистину непонятно с какой алчной планеты маркетологов занесло.
Вы хотите пару новых функций - мы включим их (причем с копеечными вложениями в комплектующие, чисто новая прошивка).
Но потом следите за их руками - вы вскоре замечаете, что вручив вам 1 рубль у вас из кармана вытащили 5 рублей.
И механизм подачи - это только то что бросается в глаза, а если покопаться глубже, то можно ещё много чего нарыть.
И вот спрашивается:
"Зачем нужно было заменять 4-х роликовый механизм подачи??? Ведь для импульса, а тем более двойного он лучше, лучше протяжка, точнее отрабатывает перемещение проволоки." Пульсы, супер пульсы, двойные пульсы - хороши для алюминия и тут неоднократно уже было разжёвано, что для мягкого металла, такого как алюминий - нужно 4 ролика.
Посмотрите на скрин с сайта, это же маркетологи писали.
А теперь будут писать, что 2-х роликовый компактнее, легче. Да и в расходниках дешевле, так как под другие диаметры проволоки нужно будет уже покупать не 4, а 2 ролика.
Ну а если покупатели захотят с 4-мя роликами, то мы пойдём на встречу и выпустим супер аппарат с приставкой PROF или +, но дороже на 10%. И опять же следите за руками, ведь обязательно на чём-нибудь обманут, что-нибудь урежут.
-
4
-
-
сейчас они называются CEA TREOSTAR 2000 PULSE
Сергей, здравствуйте.
А почему у вас в каталоге на сайте есть модель CEA DIGISTAR 2000 PULSE и нет никакой модели CEA TREOSTAR 2000 PULSE
Это какой-то хитрый маркетинговый ход?
В чём принципиальное отличие кроме названий?
Да и панельки на вид одинаковые

Даже в DIGISTAR кроме синергетических программ, можно настраивать и в ручном режиме, чего нет в TREOSTAR
-
1
-
-
Сварка баллонов под давление(газы) 300-500 атм., Сварщик какого разряда может быть допущен к сварке?
ПРАВИЛА УСТРОЙСТВА И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ СОСУДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
Утверждено Постановлением Госгортехнадзора России от 11.06.2003 N 91
4.3. Сварка
4.3.1. При изготовлении (до изготовлении), монтаже, ремонте сосудов должна применяться технология сварки, аттестованная в соответствии с требованиями Правил.
4.3.2. Для выполнения сварки должны применяться исправные установки, аппаратура и приспособления, обеспечивающие соблюдение требований НД.
4.3.3. К производству сварочных работ допускаются сварщики, аттестованные в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99), утвержденными Постановлением Госгортехнадзора России от 30.10.98 N 63, зарегистрированными Минюстом России 04.03.99, рег. N 1721 и имеющие удостоверение установленной формы.
Сварщики могут производить сварочные работы тех видов, которые указаны в их удостоверении.
4.3.4. Сварщик, впервые приступающий в данной организации (монтажном или ремонтном участке) к сварке изделий, работающих под давлением, независимо от наличия удостоверения должен перед допуском к работе пройти проверку путем сварки и контроля пробного сварного соединения. Конструкцию пробных сварных соединений, а также методы и объем контроля качества сварки этих соединений устанавливает руководитель сварочных работ.
4.3.5. Руководство работами по сборке сосудов и их элементов, сварке и контролю качества сварных соединений должно быть возложено на специалиста, прошедшего аттестацию в соответствии с Положением о порядке подготовки и аттестации работников организаций, осуществляющих деятельность в области промышленной безопасности опасных производственных объектов, подконтрольных Госгортехнадзору России, утвержденным Постановлением Госгортехнадзора России от 30.04.2002 N 21 и зарегистрированным Минюстом России 31.05.2002, рег. N 3489.
-
и два познавательных пособия для общего кругозора:
1) о сварке металлов стр.156 , о плазменной сварке стр.172
http://websvarka.ru/talk/public/style_images/master/attachicon.gifучебное пособие Материаловедение.pdf
2) учебник Металловедение - про сварку плазмой стр.359
-
1
-
-
Мужики,всем Добрый День!Достался по наследству такой вот аппарат,как я понял для плазменной сварки в аргоновой среде,в рабочем состоянии,в комплекте,с расходниками для горелки.Хотелось бы выяснить его назначение и если можно примерную стоимость,т.к. для меня он не актуален.
Эту тему уже поднимали на соседнем форуме
https://www.chipmaker.ru/topic/128203/
Добавил файлов для информации, может кому пригодится:
микроплазменный аппараты (лабораторная работа).pdf
ИЗУЧЕНИЕ КОНСТРУКЦИИ УСТАНОВКИ И ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МИКРОПЛАЗМЕННОЙ СВАРКИ.pdf
и два познавательных пособия для общего кругозора:
1) о сварке металлов стр.156 , о плазменной сварке стр.172
учебное пособие Материаловедение.pdf
-
4
-
-
Нет тут ничего лукавого, подобные цифры всего лишь означают, что аппарат хорошо спроектирован
Сморю всякие поделки от китайских производителей - все как один показывают как они работают при падении напряжения аж до 150 вольт.
Просто - это самый важный показатель хорошо спроектированного аппарата.
И ещё не мало важно: Работают или качественно отрабатывают.
Во мужики то дураки - стараются купить европейские аппараты да за дорого, пойду быстрей расскажу, пока все хорошо спроектированные аппараты да ещё и дешёвые не раскупили.
-
1
-
-
Собственно говоря, большинство производителей гарантирует сохранение выходных параметров до -15 % на входе
Да, всё верно вы сказали. На этом и надо остановиться, а минус 40...50% это от лукавого.
Ну или оставить для простых ММА, которые при заявленных 200А просто буду хорошо выдавать 100А - этого достаточно чтобы варить электродом до 3 мм.
Понятно что у сварочного инвертора своя специфика.
Привёл пример из других отраслей, и там своя специфика, которая относится не к инвертору, а к тем отраслям.
А хороший удлинитель не надо продавать, он ещё не раз выручит.
-
1
-
-
Во , хорош то хорош , но вот все таки туты я правду сказал.Или до - 15 - это нормально, или Selco - не нормальный.
Долго думал по этому поводу: "Важна ли работа аппарата при сильно просаженной сети?"
Подозреваю, что все сварочные процессы конструкторы аппаратов моделируют и закладывают в мозги и железо при работе аппарата на номинальном напряжении сети.
А все "плюс" - "минус" от номинала изменяют характеристики и аппарат работает чуть-чуть не так как было заложено или совсем не хочет работать.
Сделал вывод - нужно подключать аппарат в нормальную сеть. На худой конец, нужно купить стабилизатор.
Если работаешь с удлинителем, ну не поскупись на кабель 6 кв.мм и не будет такого большого падения напряжения.
Работаешь хорошим дорогим аппаратом - будь добр обеспечить ему хорошие условия для работы.
И правильно, Валерий, тебе сказали итальянцы после ремонта аппарата, когда он ушёл в глухую защиту - "Ремонтируйте свои электрические сети."
P.S.
Это как купить авто, которое работает на 95 бензине и написано лить 95 и тогда у вас всё работает как надо.
Но, покапавшись, можно найти информацию что двигатель данного автомобиля может работать и на 80 бензине.
Пусть не развивает мощность, появляется детонация, ресурс снижается - но работает и едет, плохо, но едет.
Или ещё один факт:
например, изменения микроклимата (не питания) для коров на ± 20% от номинально комфортной, ведёт к снижению удоев до 30%.
Даже коровы понимают, что не стоит сильно напрягаться, когда тебе не комфортно.

-
1
-
-
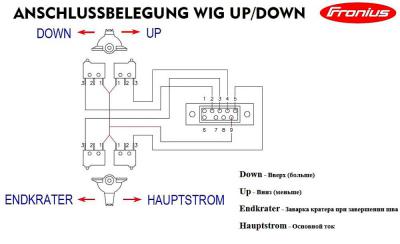
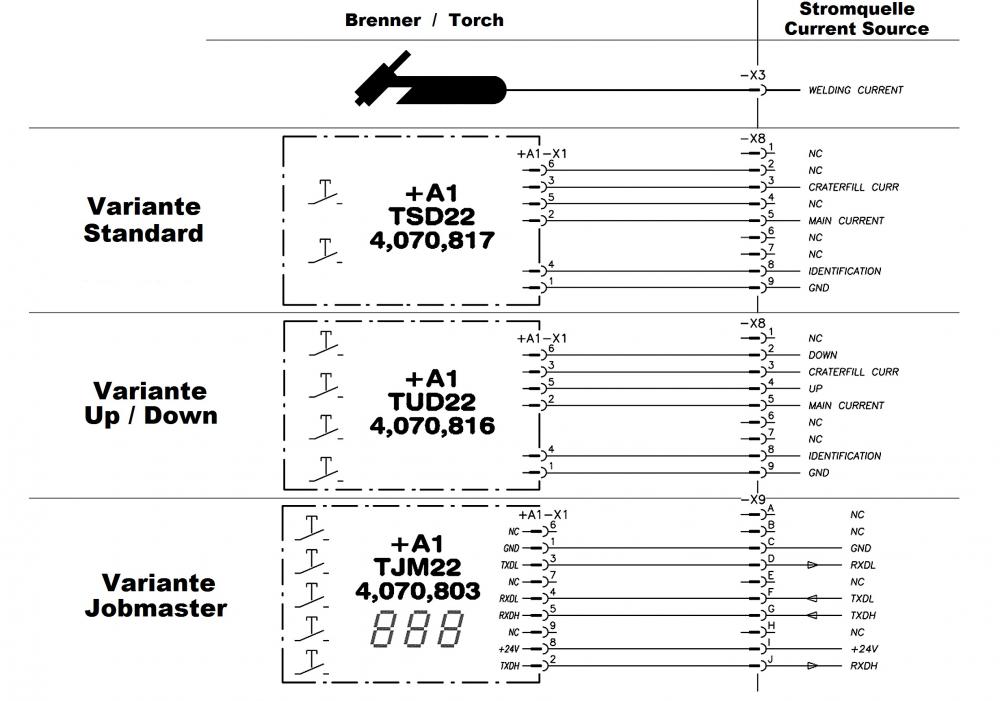
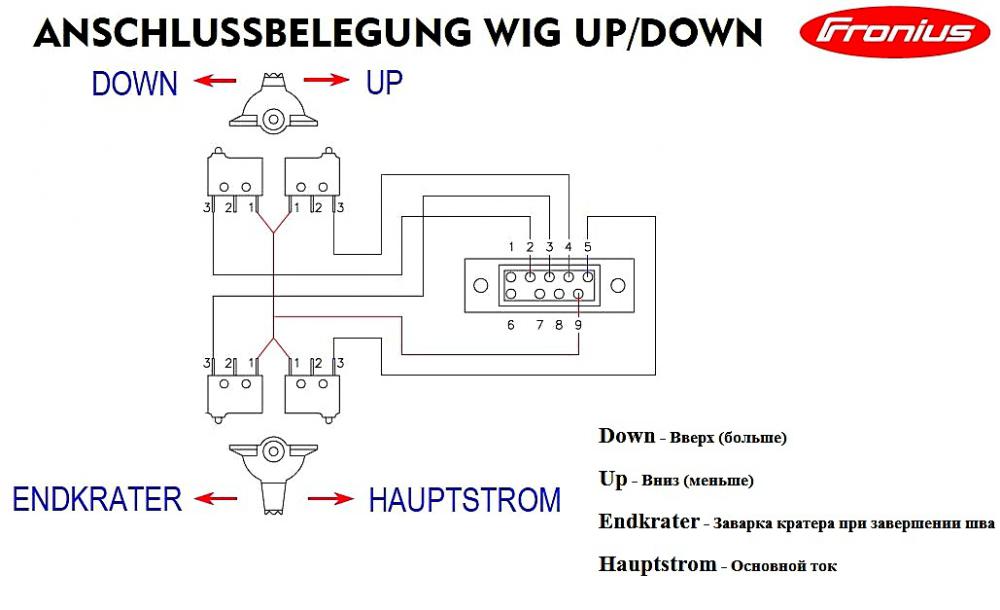
Два нижних пина отвечают за кнопку на горелке, я обычную так подключал. Круглый разъем для горелки Джоб мастер с дисплеем. Ещё нужен переходник байонет для подключения горелки.
С вашего позволения оставлю наглядное фото подключения TIG горелки 2 Pin для Fronius MagicWawe и TransTig .
Может кому в будущем пригодится.

-
3
-
-
Читаю. Спасибо огромное!
 А то другу притащили, недорого. Голый. Думает, брать - не брать.
А то другу притащили, недорого. Голый. Думает, брать - не брать. "Недорого" - понятие относительное: для кого-то за этот аппарат 40 тыс.руб. ДОРОГО , а для кого-то и 100 тыс.руб. НЕДОРОГО.
Надо смотреть состояние.
И у Fronius можно посмотреть сколько он времени работал (пробег), нажав две кнопки одновременно (не помню на вскидку какие - в мануале написано).
-
2
-
-
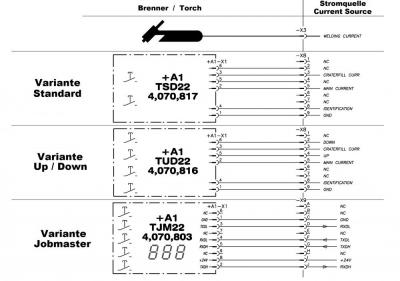
Мужики, выручайте. Нужна схема распиновки разъёма
Fronius TransTig 2200 Job
. Хотя бы, как к нему обычную горелку подключить. На морде два разъёма, хоть какой для чего?
У Fronius разъём для горелки специфический Прямоугольный 9 Pin
Аппарат навороченный, если читать мануал и открыть для себя все возможности его.
Руководство Fronius MagicWave+TransTig.pdf
-
3
-
-
Народ... у меня проблема с аргонником. вовремя работы выдал ошибку err 3. помогите решить проблему или скажите как снять ошибку.
err3: Overvoltage, undervoltage or phase lossThe machine has stopped the welding because it has detected momentary voltage spikes orcontinuous mains over- or under-voltage dangerous to the machine, or a phase loss in themains voltage. Check the quality of the supply network.
err3: перенапряжение, пониженное напряжение или потеря фазы. Аппарат прекратил сварку, так как обнаружил кратковременные скачки напряжения или непрерывное повышенное или пониженное напряжение сети, опасные для машины, или потерю фазы при напряжении в сети. Проверьте качество сети.
Руководство стр.18 руководство Kemppi-mastertig-mls-2300acdc.pdf
-
3
-
-
AEG WS13-125XE 451410 -кто-нить такой пользовался?
Всё прошлое лето " и в хвост и в гриву " гоняли такую при возведении забора.
Основная работа:
очистка жёсткой металлической щёткой профильной трубы от ржавчины 80х80 по 4 метра ( всего 110 штук ) и прожилины в 3 ряда 40х40 ( почти 1000 метров ).
Кстати работала в основном на средних оборотах с плохим охлаждением и летом жара под 30 градусов на улице.
И нарезка арматуры 8 мм для связей в ленточном фундаменте.
Покупал исходя из того, что если быстро сломается и не осилит этот объём, то не большие деньги потеряю.
Сразу после покупки вымыл всю смазку из редуктора и забил хорошую смазку с молибденом.
После забора ещё одну такую же купил - достойная УШМ за эти деньги.



-
5
-
-
Да нет и это только начало .
Валерий, приветствую. Колоссальная подготовительная работа.
Примеры таких работ нужно в учебниках прописывать.
Тут только по материальным затратам подготовка больше 10 тыс.руб. выйдет.
Главное чтобы заказчик адекватный был и не скупился.
-
3
-
-
Готов к отгрузке
Здравствуйте, Андрей. Вы бы цену огласили здесь, если "готов к отгрузке".
Может будут желающие приобрести.
-
но я не сталкивался с аппаратом с такой панелью в основном стандарт для мма сварки.
Денис, так я и не спорю с вами.
Просто вы написали рассмотреть вариант для цветного металла MasterTig 3500 AC/DC.
Но ведь цветной металл это не только алюминий ( для которого лучше использовать переменный ток AC ),
а например: медь, титан, цинк, магний, никель, серебро, золото и другие, которые отлично свариваются на постоянном токе DC.
Я и решил уточнить, ведь у Kemppi есть серия более бюджетного полноценного TIG аппарата - MasterTig MLS без АС тока ( с панелями со всякими пульсами-шмульсами ), который отлично сваривает всю цветнину, кроме алюминиевых сплавов.
-
1
-
-
если расматриваете работу с цветниной то кемпи мастер тиг ас-дс 3500
Тут надо пояснить:
"Если рассматриваете работу с алюминием и его сплавами, то нужно приобретать аппарат с переменным током AC ".
Весь же остальной цветной металл прекрасно сваривается на постоянном токе DC .
-
Начали разлазится мои боевые перчи ,и то скорее от кантовки изделия.Прослужили год верой и правдой.
Про ваши боевые перчатки уже писали
Хочу поделиться. Купил такие перчи. 1т.р. супер! Мягкие, тонкие....Это перчатки TETU 106 Kevlar ( не буду утверждать, но скорее всего они же делают их для ESAB под названием Esab tig super soft , похожи как братья близнецы ).
Стоят совсем небольших денег - от 350 до 450 руб.
-
1
-
-
@almac,.Важна недорогая стоимость профиля,а столешницы-это вторично.
Всё правильно, Георгий, вы сами ответили на все вопросы.
Изделия из экструдированного алюминиевого профиля могут быть прочными, нержавеющими, выглядеть супер, точность превосходная и т.п.
Но НИКАК НЕ ДЕШЁВЫМИ.
Стол из листа стали 3, порезанного на лазере или плазме всегда будет значительно дешевле.
Ну и конечно, как вы говорите, многие попробуют стол сделать сами, не важно как по качеству, но сами и дёшево.
Значит вопрос по алюминиевому профилю для столешниц снят.
-
@almac,меня бы устроил и тот,что на фото,не знаю кому он там слабый,для меня вполне приемлемый,внутри две вертикальные перегородки идут для жесткости.Люди из металла 5 мм заказывают и им хватает.Нужно смотреть на массовость продажи,а не на специфику,кто то танки на них что ли варить собирается?
Пересчитать на тот профиль очень просто: 3,3 кг х 500 руб./кг х 15 штук + 10 тыс.руб. выходит 35 тыс.руб.
Думаю, если есть достаточно желающих купить за 35 тыс.руб., то уж за более жёсткий и прочный стол переплатят 10 тыс.руб.
Тут вопрос в другом: подавляющее большинство не рассматривает затраты на сборочный (сварочный) стол больше чем 15 тыс.руб.
Так же как и покупку инструмента и оборудования хорошего качества.
Только суровые профессионалы и люди, которые обожглись на дешёвке неоднократно, живут по принципу:
"Я не настолько богатый человек, чтобы покупать дешёвые вещи." Тут тоже без фанатизма - соотношение ЦЕНА-КАЧЕСТВО.
Но политика производства последних 50 лет диктует, чтобы был просчитан ресурс любого изделия и потребитель постоянно, постоянно, постоянно покупал и покупал.
И это укоренили в мозгах потребителей - SALE - DISCOUNT - а мы продадим дешевле, чем вы нашли.
Так и договорились до того, что колбаса без мяса, медный кабель без меди, шестерни в дрелях пластиковые. Можете дальше продолжить этот список до бесконечности сами.
Извиняюсь за лирическое отступление.
-
3
-
-
@almac, а что у вас за предприятие? Что еще умеете там делать?
П.С. извиняюсь за оффтоп.
Изготавливаем инфракрасные обогреватели ALMAC.
-
1
-
-
@almac.Вы бы озвучили стоимость профиля за которую его можно будет купить у вас.
1. Столы из профиля, на которые я ссылался выше, как по мне так слабоваты, жесткости мало. По высоте профиль всего 30 мм и верхняя стенка 5 мм (лёгкие сборочные).
Нужно продумывать более жёсткий профиль, чтобы и на изгиб и на кручение с запасом. Высоту думаю под 50 мм и верхней стенкой 7 мм.
Соответственно такой профиль будет весить 4,2...4,5 кг в погонном метре.
2. Если принять в изделии стоимость алюминиевого профиля по минимуму 500 руб./кг, то получается 1 метр будет стоить примерно 2200 руб..
Чтобы набрать стол например 1500х1000 мм нужно 15 профилей по 1 метру, а это выйдет 33 тыс.руб.
Плюс к этой столешнице нужен каркас, а это ещё 10 тыс.руб. Итого стол 1500х1000 мм приближается к 45 тыс.руб.
Вот и встаёт вопрос: "А смогут ли себе позволить сварщики подобный стол?"
Просто входной билет в алюминиевый профиль - это матрица под 100 тыс.руб. и минимальное количество профиля в заказе 1000 кг.
И если профиль для столов не будет востребован, то матрицу ты подарил заводу (так как по договору она тебе не принадлежит, не смотря на то что ты её оплатил),
а профиль пустил на офигительные вечные и очень дорогие столбы для забора например.
Как-то так получается. Поэтому и решил задать вопрос по востребованности данных столов.
-
1
-





Выбор импульсного полуавтомата для однофазной сети.
в Советы в выборе
Опубликовано · Изменено пользователем almac
Валерий, если посмотреть это ролик на Ютубе, там ниже отзывы.
Так под этим видео не одного более-менее вменяемого отзыва, который можно сказать писал сварщик, ну или человек с руками.
Вообще ни одного технического вопроса.
Такое ощущение, что в группу в Instagrame попал.
Сколько там восхищённых отзывов от женского пола.
Я точно не женофоб, но как-то мне подсказывает прожитая жизнь - женщин должно быть много, где в роликах варят совсем другое.
Реклама, количество кликов, лапша на ушах и постоянное враньё - вот что сейчас "Двигатель торговли". ПОЗОР !!!
P.S. Как по мне, так инструмент нужно максимум рекламировать его работой. А то зачем ты костюм рабочий одеваешь - чтобы мне выдержки из руководства прочитать.
Так я и сам наверное не хуже читать умею. Ты мне лучше покажи в работе его преимущества вот за эти 10 минут.
Да и о наболевшем, покажите преимущества 2-х роликовой подачи и повари 20...40 см шва проволокой 4043 ( AlSi ) 0,8 мм с 5-и метровой горелкой.
Тут с 4-мя полноприводным роликами, стараешься чтобы вообще не было никаких просветов в сопряжениях до канала горелки, ловишь десятые доли мм всякими переходными трубочками, чтобы был непрерывающийся туннель - и то проблемы. Да и горелку покороче в 3 метра и вместо "Тефлонового" канала ставишь "Углеродный" - который ещё более скользкий и проволока в нём летит без намёка на зацепление.