

svarka9616
-
Постов
78 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные svarka9616
-
-
не понимаю зачем вам "бысросъём на подбородок"? там с очками не очень, по сравнению с просто 6500... наверно, я не мерил.Думаю маску брать 6500QLУ меня 7500 с фильтрами "блинчиками" Р3, нормально под многие сварочные маски. Хотя одна маска, уменьшенного габарита, не до конца закрывается, потому под неё одеваю респиратор Р2 или когда борода или не брит.
В вашем случае можно попробовать купить, если будет не удобно, то пойдёт на эпоксидку, там фильтры другие, так что всё равно будет нужна ещё одна полумаска.
у маляров бывает отвод сжатого воздуха на фильтр, редуктор и к полумаске. Т.е. дышат от компрессора, а не через респиратор с тонкой прослойкой угля, который перестаёт поглощать отраву через час.многоразовый респиратор как у маляров-
 1
1
-
-
забирайте, хорошая проволока. Тем более под рукой должен быть ассортимент расходки под аппарат, как по диаметру, так и по качеству.OK Autrod 12.51 ESAB проволоку заказал 0,8мм, еще не забралДиаметр проволоки задаётся свариваемым металлом, например, табуретку из трубопрофиля стенкой 1мм, то удобнее варить проволокой 0,8мм и тоньше. А металл 3мм и толще быстрее варить проволокой 1мм чем 0,8.
-
У нас баллоны отличаются только надписью, а так почти все просрочены, смесевые без трубок. На 20 МПа - не бывает. Если нужен смесевой, то покупаю с рук кислородный за 2тр и еду за смесью.
Вместо экономайзера поставил вентиль водопроводный полдюйма.
Как на практике у вас - ответят наполнительные станции,
-
Ну, в общем - да, согласен. Однако, озон отправит аппарат в сервис, там "припаяют проводок" и вернут в озон и аппарат снова в продаже

Если возникает проблема и продавец оперативно решает, то я не парюсь по этому поводу, продолжаю пользоваться. Как говорится: ерунда случается.
-
1
-
-
А какая там кислота - х
у нас такая же... поэтому использую смесь когда нужна герметичность или прочность на морозе, потому что там влаги (воды) меньше. Хотя можно заморочится с осушением кислоты, но у меня пока руки не дошли.
Трубы крашенные
А вода в них была или они сухие стояли? Внутри ржавчина была?
Странно что у другого сварщика тоже бежала вода, т.е. возможен один общий "косяк", может труба с сюрпризом, поэтому как не вари - будет течь.
Я бы заварил другую трубу (чистую, сухую, без ржавчины) той же проволокой и кислотой, потом накачал бы воздуха и "обмылил".
-
ПА просто не адекват и в сервис его везти не стоит, нет там неисправности и правильно что сдал его
ведь мог отвалиться проводок от крутилки "напряжение"... и только
т.е. я думаю что проблема решаемая в местной ремонтной мастерской. Аппарат простенький, без заморочек - поиск и ремонт - дело не хитрое. Поэтому не боюсь покупать дешёвых китайцев.Привёз, сдал (даже не смотрят что я там привёз)
быстро, однако
с этим чудом пришлось залезть в дебри физики процесса, посмотреть сотню видео на ютубе
теперь не будет проблем с настройкой любого ПА
-
Именно так.
Если горит дуга длинной 10мм, тем более непрерывно - это больше 20В, возможно больше 30В. Так не должно быть.
На малой подаче будут холмы и бугры, а не дуга. Короче ждём ответа сервисменов
-
1
-
-
Проблема в том, что аппарат на любом напряжении начинает компенсировать скорость отгорания проволоки под наконечник
непонятно... переформулирую: если подача проволоки меньше 75% от максимума, то дуга добирается до наконечника - так?
пробовали переключать скорость подачи тумблером?
маловероятно, но ради эксперимента - переключить режим с МИГ на ММА и проверить изменения (вдруг переключатель собрали вверх ногами)
-
1
-
-
вот такой - https://ptk-svarka.ru/product/ptk-mactep-mig-200-s20ПТК мастер mig200
какое расстояние? от металла до наконечника - 10мм?выкручиваю регуляторы на минимум. Напряжение показывает 14.2В, "ток" 30 или 40А. Огонь, стартуем. Проволока отгорает до наконечника и на всё расстояние тянется дуга. -
Да мульт обычный, церковно приходской. Victor за пару тыщ, в лабу за моделью бежать в лом. Вангую на выходе LC фильтр
Фильтра не должно быть. TrueRMS - должен быть.
Те 0-40 которые увидит осёл, это скорей всего пульсации
да там везде пульсации, например: изменение индуктивности реализуют через изменение нарастания/спадания фронта пульса
-
Полное и точное название "мультика" (точнее показометра). По-уму надо смотреть двухканальным осциллографом - напряжение и ток, тогда будет понятно что происходит.
Мультиметры очень разно суммируют показания постоянного напряжения. А в полуавтомате во время сварки на осциллографе будет и 0В и 40В, только в разное время... и это почти не зависит от фирмы изготовителя.
С током - такая же картина. Мультик тоже будет что-то показывать, ага, фигню
Если вернёте, то в сервисе Вам покажут осциллограмму, возьмут денег за диагностику, отдадут полуавтомат... потому что он работает
-
проволока 0,8 (1,2 в мой аппарат blueweld starmig 210 dual synergic не лезет), газ брал смесь, в 15л баллон хватает в 3 раза меньше если качать CO2... пробовал и тем и тем газом... Прям Сильной разници не заметил, только смесь быстро кончалась, перешел на CO2.
Точное и полное название проволоки. Углекислота пищевая или какая-то?
На металле была жравчина или краска или масло или вода? А с другой стороны?
Поры ещё бывают от водорода, который берётся из воды (или паров), масла, краски. В ржавчине почти всегда есть вода. В углекислоте пищевой всегда есть вода, именно она замерзает в редукторе.
upd1: на фото рядом со швами краска и ржа, а внутренности - хз, может труба была с водой.
-
Электроды с основным покрытием, вообщем то на повторный розжиг не рассчитаны. Не то, чтобы нельзя, но шлак у них крепкий, на стекло похожий. И, в отличии от рутила, ток не проводит. Поэтому, пока шлак не собьёшь с кончика, гореть он не будет. Как рутилом, коснулся и поехали - не вариант

и
основой можно варить при желании с отрывом
Занятно получается... значит зря спиливаю начало и конец шва? Там где не подлезешь - подсовываю пластинку для начала/конца (потом пластинку можно отломать, обычно). Крайний вариант - увожу ванну на деталь.
Не сварщик, только по своим хоз нуждам. Основные электроды применяю там где вибрация, удары; или требуется прочность на морозе, или герметичность.
Остальное - рутилом.
-
1
-
-
если в сервисном центре меня пошлют и скажут, что так и должно быть
так не должно быть... в сети есть несколько видео, где сварог реал миг варит электродами, т.е. стабильно держит дугу в течении всего электрода.
просто брак одного экземпляра... ну и ещё моего
-
проблемы со сваркой тонкого металла в режиме полуавтомата - либо прожигает, либо ляпуху большую лепит (не растекается металл);
тут надо перепроверять, потому что "у меня лапки" и вообще, первая катушка проволоки ещё не закончилась - это весь опыт на полуавтомате.
-
Результат один и тот же - дуга разжигается на секунду и тухнет.
Если перейти на рутиловые, то при розжиге будет хороший ток, а потом дуга слабеет и тухнет... ну как будто кто-то убавляет ток
Угадал?
У меня сварог, только без индуктивности и другого цвета, но работает так же... только зря тратил время и деньги на сборку держака. Если надо, могу проверить что-нибудь... Кстати, если не переключить тумблер в MMA, то даже искрить не будет, так что на видео всё правильно с настройками.
они с основным покрытием, не будут они гореть, им НХХ не хватает.после розжига напряжение в дуге зависит от высоты подъёма электрода, например, если 2мм упереть обмазкой в металл, то в дуге будет 10В или меньше
-
кучу не нужных обрезков проф трубы и тренировать руку
у вас шов более растёкшийся... у меня узкие холмы... надо потренироваться, потом фоты сделаю
-
Сегодня пробовал проволоку 1.2 мм для сварки листа профиля 2 мм, вполне годно получается, 18.5 В и 110 Амп. У нас катушки 15кг по 1000 руб
короче, надо брать и проверять, а то на практике я 0,8 проволокой прожигаю 1,5мм профиль
у нас за тыщу руб можно купить разве что 15кг жравой проволоки
а Вы что хотели-праздника?
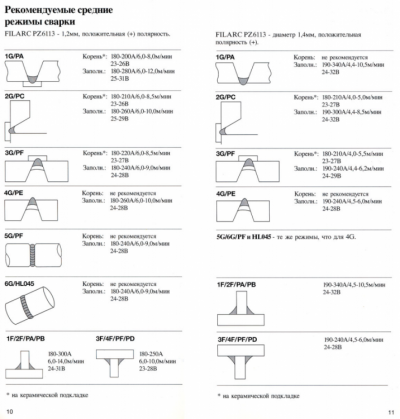
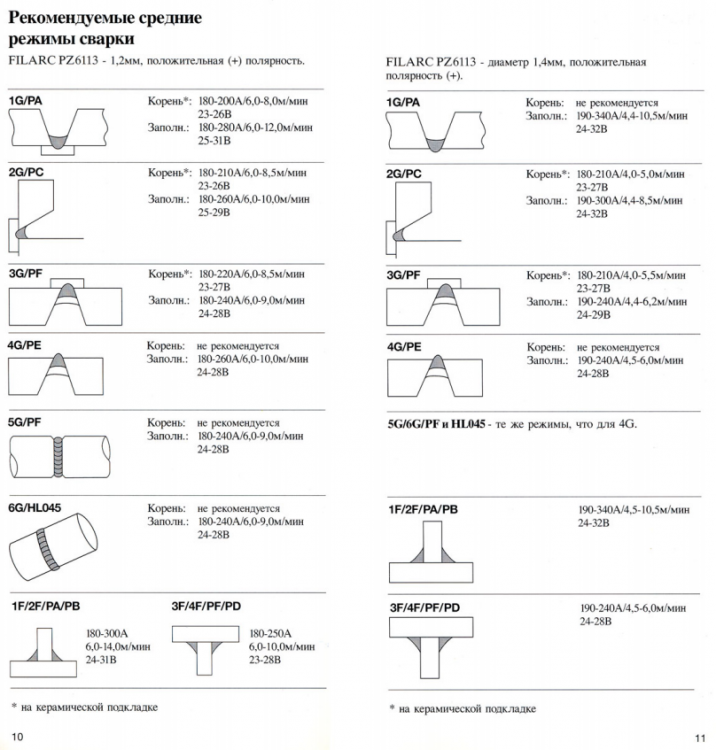
описания режимов для 1мм флюсовой проволоки... но походу ЕСАБ такую тонкую не делает
-
нашёл подачу в другой доке filarc_welding_manual[1].pdf стр 10 и 11 для 1,2 и 1,4мм... дальше есть для 1,6мм
-
А подача при этом остается неизменной или тоже меняется?
в этом документе указан только "ток"
-
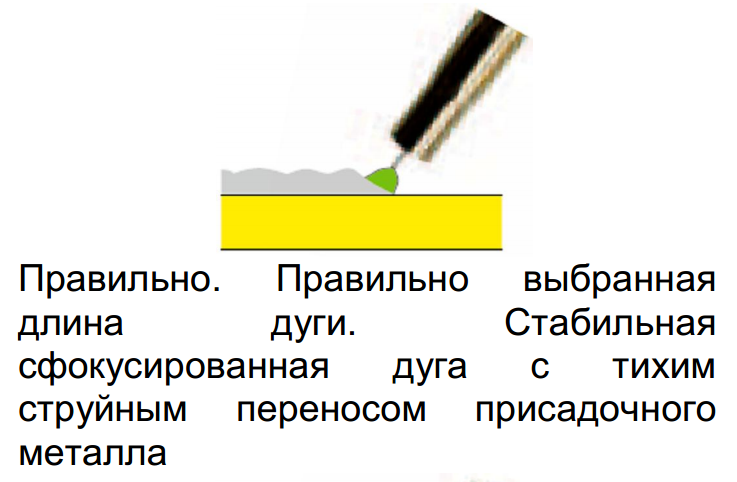
А как связаны флюсовая проволока и струйный перенос?
указано в руководстве coredwire_welding_manual[1].pdf
стр 11 и 12
-
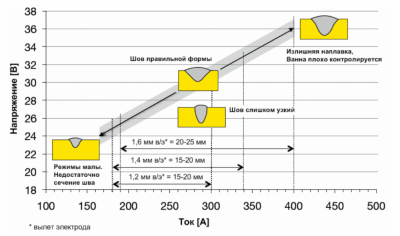
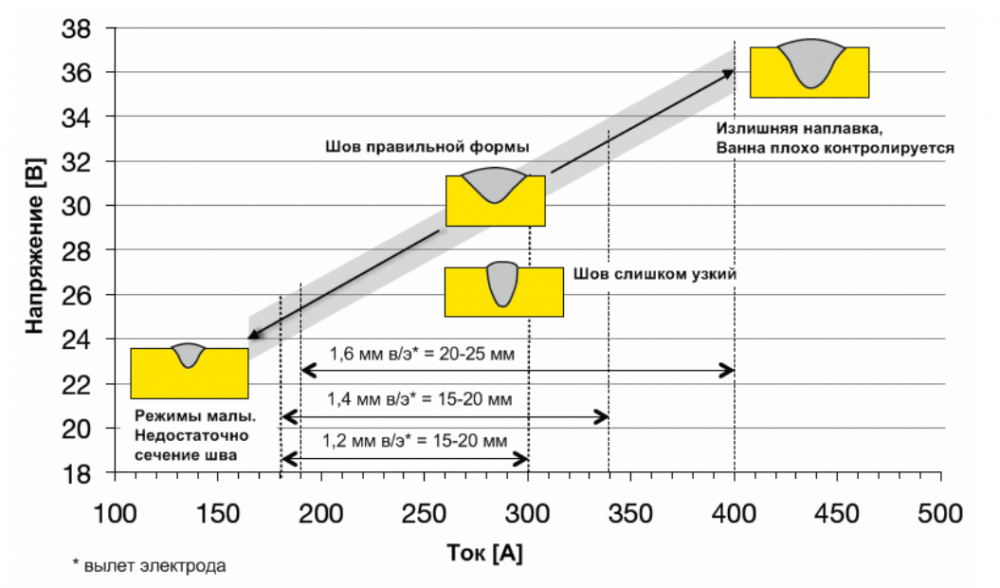
Ближе к 200, но напряжение около 27 вольт и выше.
печально, мой бытовой китаец не умеет больше 22В
 А как связаны флюсовая проволока и струйный перенос?
А как связаны флюсовая проволока и струйный перенос?не знаю режимов работы на флюсовой проволоке
Есть литература на эту и подобные темы,пошуршите в сети и будет Вам счастьечитал рекомендации ЕСАБ для флюсовой с рутилом 1,2мм - одно расстройство
-
Имеет ли смысл пробовать флюсовую проволоку диаметром 1мм на бытовом полуавтомате (до 22В 200А)? Где-то говорили что нужен струйный перенос, а это от 23В в смеси и токи ближе к 300А
-
Для выбора нужного типа фильтра необходимо определиться с вопросом что конкретно надо фильтровать, и дело не столько в спектре веществ содержащихся в дыму, а в том, в каком они состоянии.
Пыль убивает лёгкие. Врачи подтвердят - силикоз, не лечится. Чем больше пыли, тем быстрее гибнут лёгкие. Мало пыли - значит медленно гибнут. Лёгкие не восстанавливаются при отсутствии пыли. Поэтому нужно использовать максимальный класс защиты от пыли - Р3.
Тканевые полумаски часто подсасывают не фильтрованный воздух, поэтому их не желательно использовать.
По газам:
монооксид углерода (СО) - мало чем фильтруется, нужен специальный фильтр с окислителем,
оксиды азота - есть фильтры, марки не смотрел,
озон.
Это по памяти. Но газы намного менее вредны из-за малой концентрации. Для регулярной защиты от СО дешевле использовать изолирующие или шланговые противогазы, которые накачивают воздух под маску.
Вопросы новичка по п/а сварке.
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
одеваю перед резкой металла и не снимаю пока не закончу варить. Если нужно скинуть, то оголовник снимается и полумаска висит на шее... но работать наклонившись уже не удобно. Сейчас так хожу по магазинам.
очки надо подбирать, да... но пока руки не дошли.
у меня на 1,5мм чую как пропускает