Yuriy82
-
Постов
80 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Yuriy82
-
Похоже на то, уважаемый Антон, что Вы с какой-то стати считаете себя самым умным и с важным видом несете абсолютно очевидные любому пятикласснику банальности. ------censored Вы совершенно правы, уважаемый механик. Системная ошибка есть. Я бессмысленно трачу время на попытки объяснить очевидную проблему людям, которые ее в упор не видят. Вместо того, чтобы ехать в сервисный центр. Успехов в пересказывании друг другу "правильных методологий" по кругу.
-
Нет, что Вы. Я ж дебил, читаю с трудом по слогам, поэтому мне надо десять раз повторить то, что уже триста раз разжевано в учебниках. Надо пойти почистить металл и взять пластину потолще, тогда дуга сразу станет такой как надо.
-
прошлую страницу темы всю осилили? Там была куча авторитетных мнений про очистку и баланс. Даже фотки показывали, закопченных круглых электродов, как образец. Я варю в ту сторону, в которую мне удобнее держать "минимально короткую дугу", опираясь запястьем. https://youtu.be/qgrkx_hDhWE?t=63 Вот здесь точно такое же сопло, электрод и вылет. Только аппарат другой. Видите разницу? Откуда дуга начинается, как нагрет электрод, какое расстояние до присадки. А про слишком большую дугу еще неделю назад отписал, все уверенно посоветовали сменить газ. Сменил газ и меняю уже третью горелку - 26, 17, теперь стоит 9 с газовой линзой, суперзащита.

-
Ну вот например, время 1.10 https://youtu.be/VOqhh36Kcxo?t=70 Алюминий, причем без травления, хорошо видно как очищается оксидная пленка. От электрода до присадки пара миллиметров. Дуга в диаметре размером с электрод. Если я так попробую сделать, присадка расплавится гораздо раньше. Потому что дуга намного больше. Это видно выше на раскадровке, кадры 15, дуга до середины электрода. И кадры 19-20, там видно где была дуга. Общий вылет электрода от газовой линзы 20 мм, значит высота дуги была минимум 10 мм, а ширина хрен знает сколько, но судя по всему почти такая же. Присадку удается положить только в ванну, отодвинув горелку. Пробовал по-всякому, с опиранием соплом для точного соблюдения зазора - бесполезно. Смена частоты и баланса не помогает, чем выше баланс тем быстрее только электрод обгорает и все. Электрод заточен на наждаке, на верхней части круга, риски от себя, грубо обточен на белом круге 25А и доведен на зеленом круге 63С так, что конус на ощупь гладкий. 3 см электрода выше острия всегда зачищаю до голого металла, при каждой заточке. Можно еще алмазом подвести, но после 63С смысла не вижу. Электрод и так почти как полированный. Углы заточки пробовал разные, вплоть до 45, разницы нет. Может ли дело быть в том, что китайский аппарат выдает слишком большой вольтаж в дугу, в итоге она горит не только с острия но еще и по поверхности? С вашим аппаратом такое расстояние электрод-присадка и такая небольшая дуга возможны?
-
Все так и сделано, не помогает. При 60А кромки маленькой пластины плавятся от дуги, направленной на большую. Вам проще и быстрее всего будет найти магазин с демонстрационным залом и заведомо исправным аппаратом. В исправности моего есть большие сомнения. Он был продан со скидкой 10%, в нем нет половины крепежных винтов, поливочный шланг газового тракта был насмерть пережат в корпусе, поэтому и продувало его только от 0.2 МПа заредукторного. То есть работоспособность аппарата никто никогда не проверял Какие там еще китайские чудеса со скидкой, непонятно. Поэтому лучше поищите исправный и с проверкой. У него есть миллион других видео и во всех дуга четкая, небольшая и начинается с кончика электрода. Также выше Валерий selco показал пример видео, где он растягивает дугу на сантиметр. Такое же, дуги с середины электрода нет. А на моем аппарате, если подниму горелку повыше, дуга начинает визжать так что уши закладывает и образует факел как из паяльной лампы, шириной во все сопло. И частота не помогает.
-
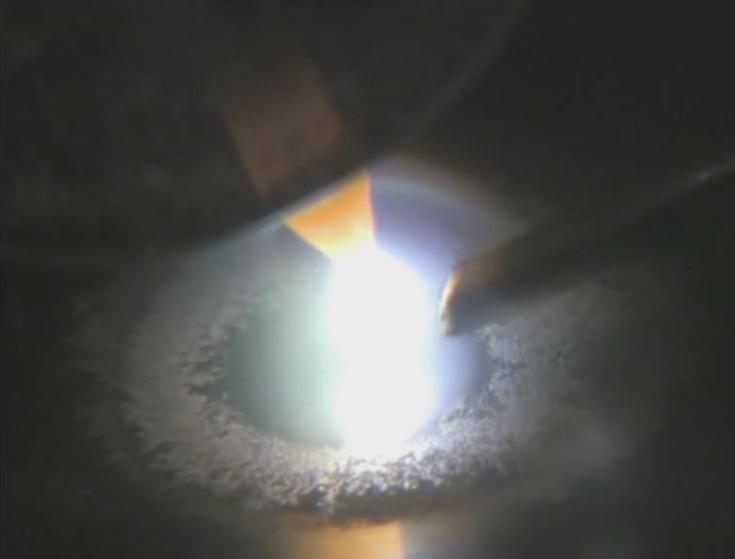
С техникой подачи присадки более-менее понятно, подавать не сверху а сбоку. Непонятно, почему дуга такая большая и начинается с середины электрода? Вот на этом видео, смотреть с 0.40 https://youtu.be/UNAAhwieNhU?t=40 Даже в примере с намеренно растянутой дугой такого нет, дуга сконцентрирована четко на конце электрода, и по диаметру не сильно больше присадки. Мне такого не удается добиться даже с удерживанием горелки двумя руками и минимально возможным зазором, на грани касания. Даже на минимальных токах типа 35А и при смене частоты вплоть до максимальной 250. Звук дуги меняется, а размер остается таким же. Угол заточки электрода такой же как на видео Джоди. Большая дуга прогревает слишком большой участок, например при токе 60А, пока грел основную пластину, кусок 20*2*20 лежавший рядом расплавился. За несколько секунд. Отсюда и сложность подачи присадки, сложно попасть в ванну. Могут ли это быть проблемы аппарата? Раскадровка. На первых 5 кадрах виден наброс тока, на финальных 3 видно расстояние от электрода до ванны. Максимум 2 диаметра, т.е. 3 мм. Потом попрошу модераторов перенести это сообщение в отдельную тему по аппарату. Надо предупредить людей, чтобы не связывались с китайской дешевкой.
-
Хочу ли я, могу ли я... https://www.youtube.com/watch?v=tttpIyioMc0 Увы Алюм.полоса 20*2*960, пытаюсь приварить к ней кусок той же полосы 20*2*20. Анод снял напильником, травление. Контакт заготовок с массой через зажим и медную пластину. Электрод 1.6, предгаз 1 с, ток поиска 5, время нарастания 2с, основной ток 35А, баланс 50%, частота 250, спад 2с, ток заварки 5А, постгаз 4с. Расход аргона 15л\мин. Сопло 12, газовая линза. Вылет электрода 5 мм. Пробовал 60А, кусок 20*2*20 за пару секунд плавится весь. На 35А ванна образуется не так быстро, дожидаюсь появления, ставлю каплю с каждой стороны, потом пытаюсь сделать шов. В итоге справа шва нет, слева появился, проплавление сквозное. Недогрел? Основные ошибки по видео понятны, вывожу присадку из зоны защиты, тыкаю в электрод. Непонятно, почему нет четкого шарика на конце электрода? На видео про которое шла речь шарик есть даже при отводе электрода. А у меня только большой газовый факел, независимо от расстояния. Пробовал держать горелку обоими руками и уменьшать расстояние вплоть до тычка, дуга уменьшается но все равно большая. Шарика нет. Электрод свежезаточен на камне 25А и доведен на 63С, конус 3d. Еще непонятно почему трещит дуга при подаче присадки.
-
Искать надо было лучше... нашел. https://youtu.be/61xkueYn5wk?t=205 Смотреть с 3.25. Но такой четкий небольшой шарик дуги получить еще ни разу не удалось. Похоже дело в газовом тракте внутри аппарата, нестабильная подача газа, то больше то меньше. Буду перебирать, куда деваться.
-
На минималке, чтобы электрод был такой же острый, как в видео про винт. Он там практически окунает его в ванну. Миллиметр наверное максимум. Баланс уже проверял, выше 50% электрод 1.6 сразу становится шарообразным, дуга неуправляемой, в кромку не попадешь. Частота 100, крутил до 200, разницы не заметил. Катодное распыление нужно для очистки оксидной пленки. Но какая оксидная пленка после щелочного травления при 70град 5 минут? Я о том же, дело явно не в чистоте металла. Нижнее горизонтальное положение, под алюминием медная пластина 10 мм. Навожу дугу на кромку, та плавится, образуется "чистая блестящая лужа", точь-в-точь как Джоди описывает. Отвожу горелку чуть вбок, чтобы не ткнуть в электрод присадкой, кладу кончик присадочного прутка в ванну. Ванна вскипает и наплавленный металл оказывается не на кромке, а над ней. Словно его туда сдуло. Херня какая-то.
-
Разве? Я подготовил пластину 4 мм АМГ5-6, снял твердосплавной фрезой без СОЖ на максимальных оборотах слой 0.5 мм, потом опустил на 5 минут в горячий крот пластину и присадку 2 мм 4043. Крот аж побелел, от пластины и присадки шел мощный поток водорода. Вытащил, сполоснул дистиллированной водой и немедленно зажег дугу. Времени на образование оксида не было вообще, вода с пластины испарялась дугой. Так вот, до того как пластина прогрелась, присадка плавилась в шарик! Потому что собственное поверхностное натяжение металла его скатывало, и к более холодной поверхности он никак не прилипал. Вообще, как олово не липнет к металлу, не протравленному флюсом. Несмотря на вышеописанную зачистку. Подозреваю что 99% сварщиков никогда так металл перед сваркой не чистят. Так что если просто расплавить присадку дугой, не прогрев тонкий(пусть будет 1 мм) основной металл, на который надо поставить прихватку, ничего не получится. А если начать греть основной металл, он тут же провалится. В чем секрет? Вот таких с расстояния 2 метра, да - полно. Он там куда-то чем-то тыкает, сверкает дуга, полэкрана белые, ничего не видно, ничего непонятно. К тому же шов угловой, про который он сам там говорит "можно варить и без присадки". А как быть со стыковым? Сравните с другим его видео(смотреть с 4.30) https://www.youtube.com/watch?v=hplfXa-IOrM&t=352s Вот это реально обучает и полезно. Правда у меня так не получается, несмотря на точеный в иглу электрод, протравленную заготовку и газовую линзу. Металл не ложится ровно на кромку, уходит валиком выше или ниже, сама пластина раздувается а наплавить металл точно на кромку не выходит. Но хотя бы техника движений видна, понятно что надо делать.Дальше тренироваться. По прихваткам ничего подобного не видел.
-
Я по сочетанию газовая линза + прозрачное сопло выводы уже сделал. Удерживать конец электрода на большом вылете сложно, риск ткнуть в металл или присадкой в электрод выше. Когда электрод почти убран в сопло намного проще, можно опираться. При сварке тонкого металла, в частности трубок, советуют зажигать дугу на присадке. Как добиться чтобы при этом присадка после включения дуги и расплавления, сплавлялась бы с металлом, образуя каплю-прихватку, а не сворачивалась в шарик? Шарик это из-за поверхностного натяжения, пленка оксида в частности. Значит надо максимально удалить оксид, протравить присадку? Или сразу же, как только присадка расплавится, перевести дугу на металл(он тоньше чем присадка), чуть подержать чтобы потек и ткнуть туда все еще расплавленным концом прутка? Вот эта техника, насчет прихваток, непонятна. Видеосъемку таких моментов найти не удалось. закупился сегодня 3м силикона 8*2 по 190р\метр, теперь надо найти ПЩ-6 и буду ваять мини-горелку на основе WP-9.
-
Поменял газ на углекислотном. Процесс сварки вроде улучшился, но электрод все равно черный, и очень быстро на него налипает металл. Стараюсь держать максимально близко к ванне, вроде не тыкаю. Баланс минимальный(15), ток 60-70, предгаз 1с, постгаз 2, частота 90.Электрод 1.6, газовая линза, прозрачное сопло 10, горелка WP-9 с вентилем. Газовый клапан был ни при чем. Где-то в глубине аппарата шланг пережат. Если его разобрать и чуть вытянуть шланг, то газ проходит нормально при минимальном заредукторном давлении(0.1). При сборке аппарата шланг перекашивает обратно и из сопла вообще ничего не дует, пока не доведу заредукторное до 0.25. Это и на щеку чувствуется, и по шипению газа в линзе, и по горящему электроду. Если сделать 0.25 начинает шипеть и дуть, но дуга ведет себя странно, иногда аж на сантиметр в сторону от электрода уходит с каким-то зеленым шаром, типа минишаровой молнии. Подозреваю, что дело в токовом проводнике, который проложен внутри газового шланга. Он блокирует проходное. Думаю, может вообще отключить аппарат от газа и пустить аргон напрямую от редуктора на горелку? WP-9, с вентилем. Силовой кабель отдельный, уже подключен на минус. Как делать прихватки? При сварке двух плоских деталей из АМГ толщиной 2-4 мм надо ли делать разделку кромок, или в стык? А для трубок, стенка 1, диаметр 10-12? Если варить трубки без прихваток, то как их фиксировать вместе и обеспечить надежный контакт массы? После получаса сварки ощущение что в глаза насыпали песка. Маска Аврора Сан 9, затемнение пробовал и 9-13, и 4-8, время срабатывания минимально возможное. Стартовый ток 5А, диаметр электрода в настройках аппарата выставлен 1 мм, но судя по всему наброс тока все равно есть. Теперь в момент разжига дуги вообще зажмуриваюсь. Похоже слишком много света через фильтр проходит. На 9-13 дугу видно уже хуже, но видно. Глаза все равно напрягаются. Имеет ли смысл поддеть под маску солнцезащитные очки с защитой от УФ?
-
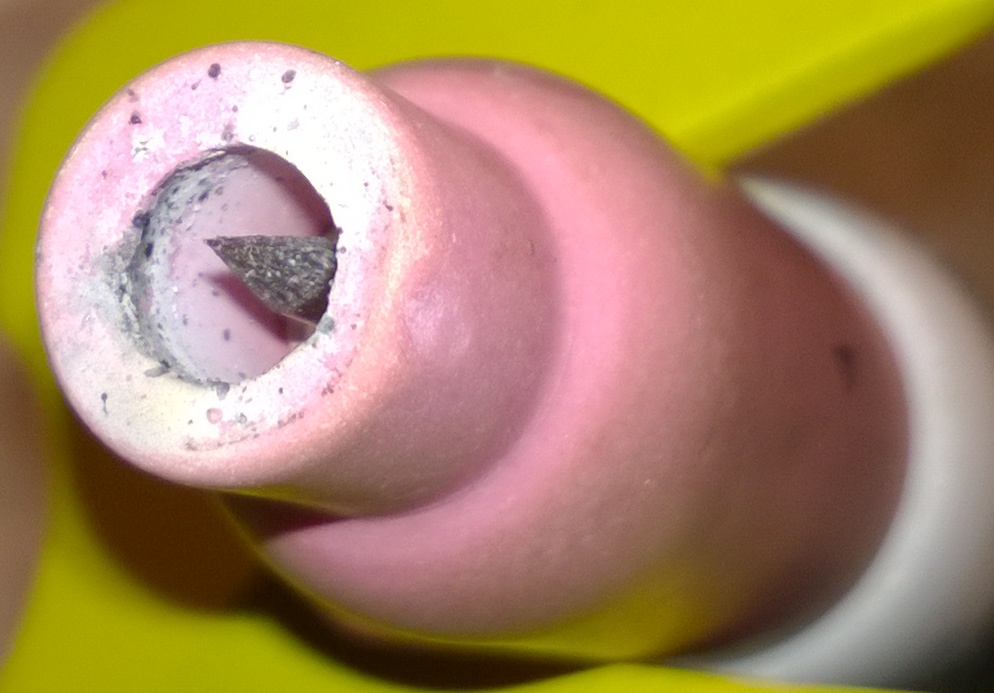
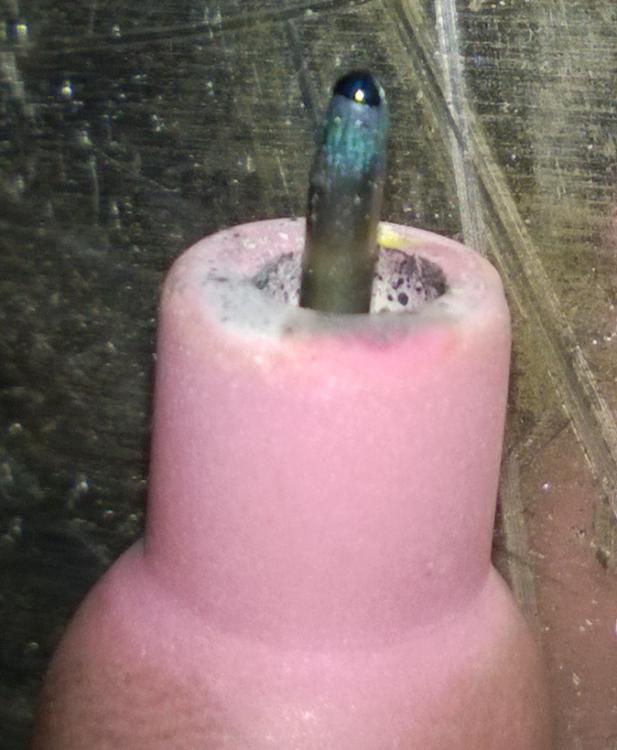
При замыкании электрода этот аппарат уходит в защиту(гудит) и дуга гаснет или вообще не загорается. На видео вылет электрода из сопла 2-3 мм, опора на сопло, горелка под углом, держится 2 руками, так что электрод даже теоретически не может достать до металла. Слева электрод после нескольких минут на 30А. Справа свежий, заточка? пробовал с убиранием в сопло полностью. он же, через минуту работы.
-
ставил, с предгазом 1-2 секунды расклад такой же.
-
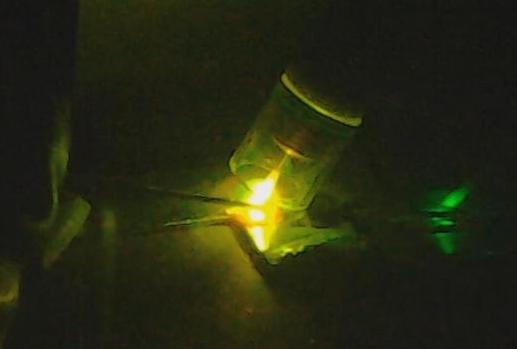
У Вас в момент розжига дуги такие же искры и зеленая вспышка есть? Была проблема с регистратором, снять получилось только такое видео.
-
Перебрал газовый клапан. Прощай, гарантия, надеюсь ты мне не понадобишься. Внутри была куча белого китайского герметика, которым китайские сборщики залепили конусные резьбы на входах в клапан. Часть этого герметика его и забила. Теперь при минимальном расходе на показометре редуктора(6-7 л) из сопла горелки сразу отчетливо идет газ, и идет ровно, без пшиков. Их нет, потому что баллон рядом с аппаратом и соединены шлангом 40 см. Проверить сваркой не успел, долго возился со сборкой-разборкой. Сам аппарат(Кедр 200 PN AC\DC) вызывает жуткое впечатление. Кривая жестянка корпуса, дешманский пластик с массой дефектов литья, нехватка крепежных винтов. Родные червячные хомуты на шлангах полное г, держат на пределе затяжки, и это в +20. При холоде начнут пропускать обязательно, если раньше не прорежут шланг. Заменю на пружинные при первой возможности. Газ пока тоже не поменял, жесткая нехватка времени доехать до углекислотного. Валерий selco, посмотрел Ваше видео. https://youtu.be/h6k11jvZEss?t=589 Момент с 9.40. Как Вы добились того, что присадка погрузилась в ванну и осталась там? Это какой ток и частота? У меня при таких попытках ее немедленно сдувало. Добавлять присадку в ванну получилось только на большом токе(100А) и короткими тычками в область расплавленного металла, не подводя к дуге. Получилось поскольку на таком токе сварочная ванна вышла достаточно широкая. Но на 100А сопло N4 через минуту стало малиновым. Самой дуги такой же четкой и сконцентрированной, шарика вокруг конца электрода, не получилось ни разу. Получается только так https://www.youtube.com/watch?v=A_bwYtvLwG8 30А, электрод 2.4, баланс 30%, предгаз 0.1. Дугу раздувает, мотыляет из стороны в сторону как факел. Или это из-за слишком мощного потока через неисправный газовый клапан(раньше он фурычил только от 13л\мин) ? И грязного газа? И еще вопрос, учитывая длину шланга горелки. Надо ли после простоя ее продувать, щелкая кнопкой вхолостую чтобы шланг заполнился аргоном? Иначе же там сперва будет идти воздух, который в шланге, во всех его 4 метрах, и только чуть позже аргон. Или это вообще банальность о которой никто даже не упоминает потому что все и так знают?
-
Из шланга-то чувствую, да и горящая спичка хорошо показывает. 0.07, по стрелке на манометре низкого давления, это момент когда редуктор вообще начинает пропускать какой-то газ. Это если снять шланг с аппарата, опустить в стакан с водой и смотреть на пузырьки. А если обратно прицепить шланг на аппарат, затянуть все хомуты. Пока показания на редукторе не дойдут до 0.2 по манометру низкого давления. До тех пор из горелки ни гугу, пламя спички даже не шелохнется! А вот после 0.2 жму на кнопку, и сразу идет газ, все нормально, только идет его дофига и больше. По электроду фото не сделал, там ничего интересного. Заточенный в иглу электрод 1.6 с конусом 3d за секунду работы стал шарообразным, диаметр шара равен диаметру электрода. Сомневаюсь, что 5А на такое способны. Судя по всему 5А рекламное вранье. У этого аппарата похож не только газовый клапан неисправен, но еще и наброс тока имеется. Точнее покажут токовые клещи.
-
А Вы всегда пишете,прежде чем читать сообщения полностью? Вообще-то я выше описывал, как проверял герметичность газового тракта. Дополнительно оставлял еще на сутки с закрытым вентилем и давлением в шланге от редуктора до клапана 0.3МПа. Пока не включил аппарат и не нажал на кнопочку, давление никуда не делось, стрелка манометра на низкой стороне это явно показала. Тоже плохо? Да неужели? То есть лучше вместо вопросов читать Ваши тыщу раз везде повторенные банальности? Слушаюсь, товарищ Антон!
-
А соединения тут как могут влиять? Скидываю с аппарата шланг, начинаю открывать редуктор - газ идет уже с 0.07 на низкой стороне. Ставлю шланг на аппарат, при том же давлении на низкой стороне щелкаю кнопкой, из сопла ничего не идет. Меняю горелку, та же история. И так, пока не подниму давление за редуктором до 0.2, тогда из горелки начинает идти газ. Остается предположить, что газовый клапан в аппарате открывается только при определенном давлении на входе, не менее 0.2. А 0.2, по показометру аппарата, это 13 литров в минуту, да и просто из шланга при таком расходе дует прямо вообще конкретно, спичку задувает.
-
Скажите, пожалуйста, нормально ли что в аппарате газовый клапан начинает пропускать газ примерно от 0.2 на редукторе? Редуктор Донмет МП-50. При полностью открученном вентиле(перекрытом расходе) стрелка показометра стоит на расходе 5л, это где-то 0.07. Когда потихоньку начинаю добавлять расход, где-то от 6 литров показометра редуктор начинает потихоньку пропускать газ. Из шланга. При это если шланг подсоединить к аппарату и щелкать кнопкой, ничего не происходит. Вообще. И так до 0.2(13л\мин) на редукторе. После этого значения из сопла начинает ощутимо ДУТЬ. Прямо так скачком. То есть клапан срабатывает при 0.2 на входе аппарата. Что скажете, пора везти в гарантию? В остальном без изменений. Подрубил другую, заранее известно рабочую, горелку SR-17. Поставил свежезаточенный на зеленом камне WL-15 1.6, выставил предгаз 1сек, поисковый ток 5А, основной ток 5А, ток спада 5А, продувка 2с, баланс 15(минимально возможный), частота 90. Сопло 4, вылет 5-6 мм. Зачистил кусок алюминиевого профиля, подвожу электрод, держу горелку обоими руками, расстояние от электрода до алюминия 1-2 мм, кнопка...секунду идет предгаз, вспышка, искры, черное пятно на алюминии, мгновенно округлившийся и на глазах разогревающийся до малинового электрод. Из сопла при этом дует нормально, вместо четкой дуги над поверхностью детали раздувается зеленый факел. Как из горящей скважины. Наброс тока или смесь 80%\20% вместо аргона? Из шланга от редуктора воняет чем-то странным. Сильно похожим на запах при сварке полуавтоматом. Похоже мой случай "его пример другим наука". Как не надо экономить. Аппарат говно, редуктор говно, газ говно... "Да и был говно"(с) анекдот про чукчу.
-
Ну еще бы, за пятьсот-то рублев, чего бы не принять. Как мне сказали, заправляют в любой день, единственное по утрам бывают очереди. Конвеер там у них мощный, все забито гроздьями баллонов. А вообще стоит ли гнаться за особо высшей очистки аргоном с ароматом клубники, от Невского углекислотного например? Просто до кислотного пилить через весь город, неясно стоит ли того. Что скажете по этим фоткам? Алюм вроде гореть перестал, валик белый. Желтизна по краям, предполагаю, это потому что с торца механически не зачистил. Саму пластину по плоскости ободрал напильником сверху, потом минут пять драл кордщеткой в бомашинке на средних оборотах, потом 5 минут держал в кроте, потом промыл кипятком. Спасибо, если возникнет необходимость, обращусь. Но постараюсь сперва справиться сам. И так неудобно уважаемых людей отрывать от дела своими глупыми ошибками. Вчера еще выяснилось, что электрод не был толком зажат в цангодержателе. Неправильно собрал горелку. Стыдно признаться, но факт. Надеюсь, кому-то из новичков сэкономит времени. Продолжу пока тренироваться на простенькой детали. Начинал с нее, потом с лету че-то не получилось, переключился на пластину. Сейчас попробую с подкладкой листовой нержавейки, по урокам с ютуба. Возможно, это запах китайского пластика, хрен его знает. Мыть шланги это же разбирать весь аппарат, горелку, потом все это дело сушить....чтобы избавиться от желтизны и получить белый электрод? Да ну. И так сойдет! Главное чтобы варилось. Тут на первых страницах была высказана мысль, что 99% пользователей ничего не моет. Подключил горелку, врубил аппарат и вперед!
-
Вы правы, умная мысля приходит опосля. Прошу прощения у всех собравшихся за напрасно поднятый кипеж. Пробовал не варить, а гонял поверх дугу на 30А, в результате оставался дырчатый серый налет. Что-то похожее на сварочную ванну удалось получить только на кромке. Электрод круглый и черный. Травление в кроте 5 минут с последующим мытьем кипятком не помогло , хотя поверхность пластины в кроте бурно пузырилась. Потом в голове что-то щелкнуло, и я подумал - а раз все равно ничего не получается, не прибавить ли точку? 100А, и тут внезапно и ванна появилась, и присадка сама в нее потянулась, и валик получился ровный(ну, с учетом того что горелку третий раз в руке держу ) и блестящий, без черноты, и дугой поверх прогулялся для разглаживания. Оказывается просто тока не хватало. Самое главное что валик выглядит как одно сплошное с пластиной, хоть та АМГ5, а наплавил 4043. И пассатижами оторвать не удалось, и удары зубилом по скользящей перенес спокойно. То, что надо. Хотя электрод и черный, а не блестящий, ну да и хрен с ним. Вроде в размерах не уменьшается. А герметичность шва пока не нужна. Только прочность. вроде пока прекратилось. Электрод только черный, ну да пусть его. Закажу еще пачку с али.
-
От аргона с примесью 1 обычной кислородной атмосферы на ~129 аргоновых такие спецэффекты могут быть? особенно напрягает быстро чернеющий и сгорающий вольфрам. Такими темпами у меня пачка WL-20 закончится раньше чем купленные на тренировку 4 кг присадки, по 2 кг 4043 и 5336, диаметрами 2 и 4.
-
А что еще может быть? от углекислоты редуктор бы обмерз, такого нет. Да и худо-бедно защита на люмине вроде присутствует. Когда пару раз вообще без газа в самом начале горелку врубал, по сгоревшему вольфраму и черному алюминию все сразу стало ясно.
-
Я бы уже взлетел на воздух вместе с остатками гаража. Аргоном заправлен, аргоном. Только неясно почему 130 атмосфер. И заправка, Нордгаз на Мечникова, больше какой-то склад приема металлолома напоминает. Про вакуумирование сообразил уже. Сейчас. И ведь читал здесь раньше про этом, но сварочные магазины работающие только в будни до 5, и заправки тоже, поездка по пробкам, аааа, успеть до закрытия, ну вот все лишнее из башки и вылетело.