МИХА75
-
Постов
863 -
Зарегистрирован
-
Посещение
-
Победитель дней
41
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент МИХА75
-
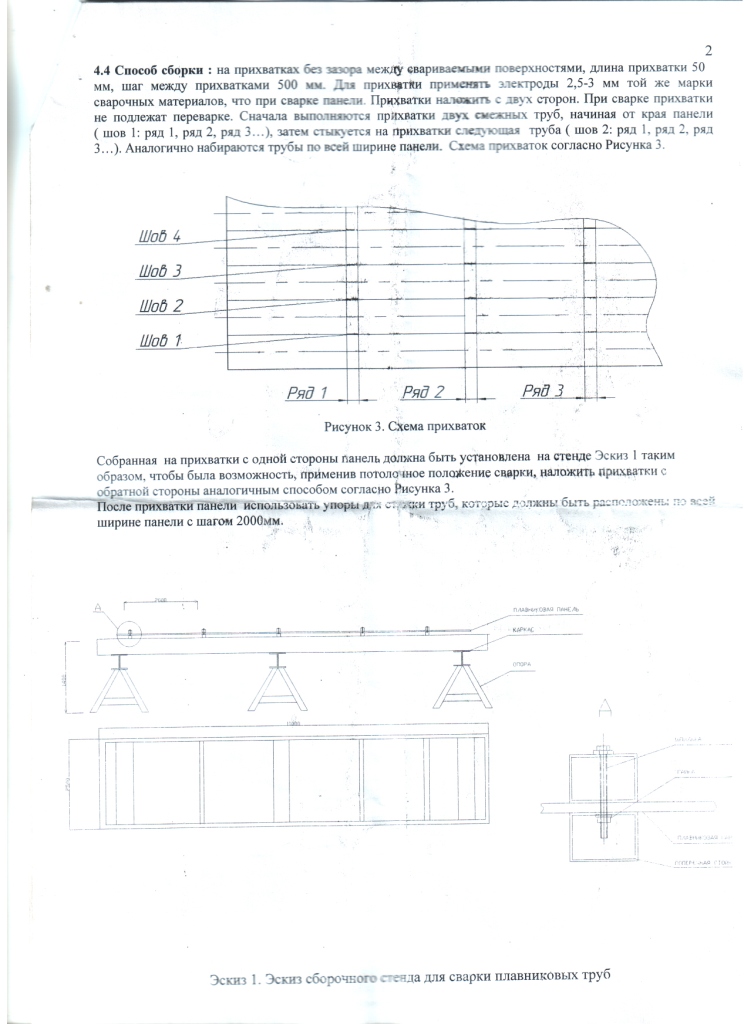
Знаком с подобным АДФ-1000(год выпуска "динозавра" не известен),но в настоящее время не используется,(требуется реанимация,докторов путёвых нет). Не много изменив техкарту(по этому поводу,было не мало споров,"нажито не много врагов"),мы ушли от потолочных швов,и сборка тоже другая,собрать частями(кантовать гораздо легче,и сварщики успевают проварить швы с двух сторон (получается обратная деформация). П.с(1)СборкаИзготовили кондуктор на 6(7)труб(на балке),выложили трубы 6 шт.,выровняли,прижали прижимами(через 1м)прихватки точками через 500мм.

-
Производственные мощности (мизер от ваших) не большой цех,мостовой кран 10т(в "тихаря"15т),2 полуавтомата,не много станков(без ЧПУ),трубогиб,маятниковая пила "обезьяна",сверлилка (без ЧПУ) Два слесаря-сборщика и два сварщика. Именно так мы и поступили,в итоге получили минусом 12мм(припуск давался 50мм)...
-
Эта карта была мною "далеко закинута",на страх и риск внесённые изменения были существенные.А вот "конкурирующая бригада" при изготовлении по этой "инструкции" столкнулась со множеством проблем;"амурские волны",ямы,горбы,и что интересно длина уменьшилась примерно на 60мм...И частая кантовка (вес порядка 2т),малоприятное занятие... Вот и спрашиваю что можно(нужно)изменить
-
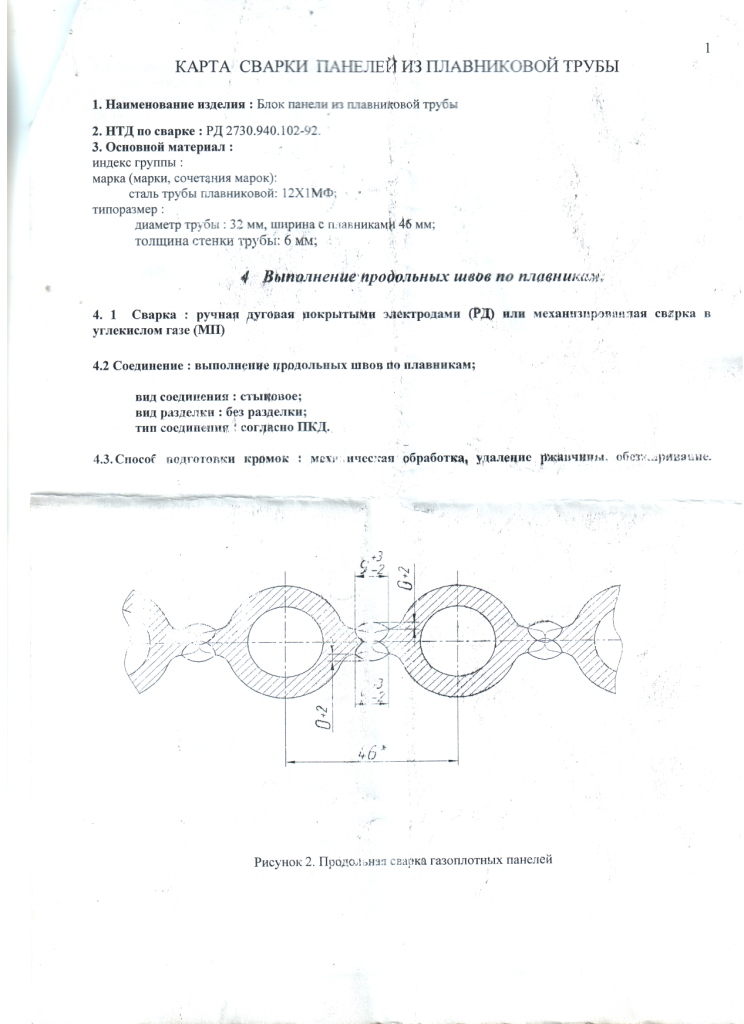
Вот ещё очень интересное по теме "Как избежать деформации".Сварка "плавниковой панели"-продольные швы.Длина панели 8260мм,ширина1674мм((35 труб-32х46х6мм(плавниковая)и 2 трубы(крайние)-32х6мм)).. труба плавниковая 32х46х6мм Интересует порядок выполнения швов. Это материал по "науке" из тех.карты , , какие изменения по вашему,можно внести(,сборка,сварка,материалы и т.д.). П.с. подогрев и последующая после сварки термообработка не применялась. длинна продольного шва 7600мм (7.6х36=273.6м двустороннего шва),по краям 500мм и 100мм не свариваются...
-
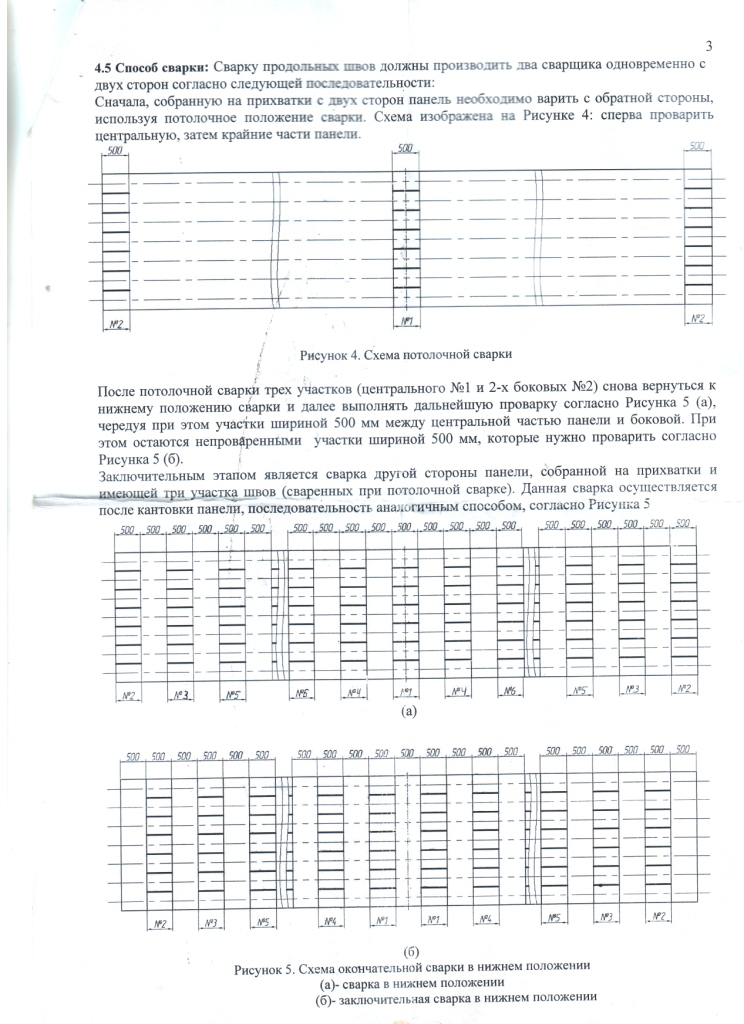
П/а сварка:От середины к краям(2000мм),-середина по 300мм в обе стороны,края по 350мм,и остатки по 350мм(итого 6 участков),по всем 3-м случаям.Режим по зазорам(интуиция подскажет)....как то такhttp://websvarka.ru/talk/public/style_emoticons/default/cool.gif.(http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifобычно прокатываетhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif ) .
-
От середины к краям,идем "напроход"или.... Края прихвачены или....
-
Если это "серпы",по краям зазор 0,в середине зазор максимально допустимый-случай потяжелее. А если "клин",то наверно лучше располовинить, в пределах допустимого.... Если "напроход" пробовать,велика вероятность,что шов дефомирует "домиком" в месте зазора.. Края подточить-если размер полотна позволяет....
-
Ну наверно у каждого,имеется свой метод.Поделюсь своим.(я не жадный) П/а сварка:От середины к краям,-через 500мм (пропуск 500м) РД сварка:От середины к краям, -на длину шва 1-го электрода,через пропуск( такую же длину шва-1-го электрода). Деформации минимальны и глазам не заметны.... обратноступенчатая сварка форсированным режимом (повышенная скорость сварки- удельная энергия нагрева соответственно меньше http://websvarka.ru/talk/public/style_emoticons/default/cool.gif).Напроход нас ожидают горбы и ямы... Что по поводу погруженной дуги-широкого применения в наших краях нет,но бывает приходится завариваить не правильно просверленные отверстия (констр.ошибки или сверловщик промахнулся)-S 10-25mm.(На подобии электрозаклёпок-электрод погружен в металл,УОНИИ13/55Р режим форсирован-"порядком").промахнутся-будут фото... Не подумайте,что списал пока печатал, пару раз отвлекли,а вы уже ответов накидали
-
http://websvarka.ru/talk/public/style_emoticons/default/blink.gifhttp://websvarka.ru/talk/public/style_emoticons/default/unsure.gif
-
Можно и отдельно,смысл в этом клапане какой (аппарат т.с. под "лёгкий TIG"-предгаза нет).Можно просто через краник(отдельный),если горелку неохота заменить на более простую(с краником)...
-
Вы выбрали проволоку для корня (РАДС) рекомендованную для MIG/MAG в смеси Ar/CO2. А ЕСАБ они такие "букваеды" правильные. OK Tigrod 13.13http://www.esab.ru/p...KTigrod1313.cfmhttp://websvarka.ru/talk/public/style_emoticons/default/unsure.gif
-
Уважаемый Андрей,похоже вы "встряли" ещё на одну горелку,на горелке EVO Tig 17 отсутствует газовый вентиль,который необходим для использования (TIG),на данном инверторе.Разъём на горелке,в процессе(TIG) на GYS 145 не участвует.Если есть возможность,то обменяйте горелку на другую(EVO Tig 26V),буковкаV-обозначает вентиль(газовый)...
-
Теоретически лучше,хоть 10-но на заправке....
-
Маленький баллон(10л),хорошая вещь для мелких выездных работ. Про самостоятельную заправку уже сказано,полностью поддерживаю,для этого есть "заправки".ТБ и в "африке" ТБ.(не важно завод или гараж) Во избежание несчастных случаев: ИНФОРМАЦИЯ К РАЗМЫШЛЕНИЮ: ],полностью заправленным под давлением в 150 атм.(содержится 40 х 150 = 6000 л аргона). К этомубаллону присоединили баллон (10 л) с давлением в 1 атм(пустой). Суммарная емкость обоих баллонов составит (50 л),а давление аргона в обоих баллонах составит 6000 / 50 = 120 атм.((Т.е. в баллоне (10 л),содержится 10 х 120 = 1200 л аргона=120 атм.))Иными словами, первый баллон ,присоединенный к баллону40 л,будет заправлен всего на 80%.И дальше с этого (40л).баллона заправляем второй (10л).В баллоне (] содержится 40 х 120 = аргона. Суммарная емкость обоих баллонов составит , а давление аргона в обоих баллонах составит 4800 / 50= 96 атм. После отсоединения баллона ( в нем будет содержаться 10 х 96 =. Второй баллон будет заправлен всего на 64%, т.е. чуть больше половины.Третий баллон будет заправлен на 77 атм., т.е. на 50%.Четвертый баллон будет заправлен на 61 атм., т.е. на 40%.И так далее... Разница в цене заправки есть,но она не настолько большая,чтоб "изобретать колесо" 40л-Ориентировочно - 6,3 м3 в газообразном состоянии -660р 10л-Ориентировочно - 1,6 м3 в газообразном состоянии-250р. (цены Екатеринбурга) 85 рублей цена безопасности. Где то на форуме был ролик про взрыв углекислотного баллона...(СО2-так же не горючий газ)
-
fav скажите а почему ОК aristorod 13.29 (Св-08ХН2М)http://www.esab.ru/p...Aristorod69.cfm, а не OK Tigrod 12.64(Св-08Г2С)http://www.esab.ru/p...KTigrod1264.cfm Рациональная технология сварки должна обеспечивать присутствие в шве кремния в количестве, повышающем стойкость его против пор, но не вызывающем снижения стойкости против образования трещин. Оптимальное содержание кремния зависит от способа сварки, типа шва и состава основного металла и при сварке низколегированных и углеродистых конструкционных сталей колеблется в пределах от 0,15 до 0,6%. Может всё дело в этом Корень стыка трубы 09Г2С, довольно неплохо варится Св-08Г2С в Аргоне(РАДС),во всяком случае у нас так (и без пор)....
-
MIG(инертный газ-СО2),сталь 09Г2с,проволока я думаю та же,и на РАДС,и на МП. Поры и не сплавление,скорей всего от большой скорости(вращение заготовки),шов быстро выходит из защитного газа это первый шов заполнения,после корня.Ещё может присутствовать влага,если сварка П/а производится по остывшему корню (желательно просушить стык перед П/а сваркой,достаточно резаком) ....
-
В правильном направлении Калькулятор зашкаливаетhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif
-
http://websvarka.ru/talk/public/style_emoticons/default/dry.gifНу вот опять двойка.........http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif Ошибка осознаная Все Лавры Вам Миротворец-не поддался в "заблуждение" перемножил но не скажу,до правильного ответа
-
Осторожно, не отвлекайте сварщика Однажды сварщик с другим рабочим стали приваривать две параллельные балки. Так-как рабочий был небольшого роста ему приходилось держать их на полусогнутых руках. Балки были тяжелые, и у них ни как не получалось их приварить прямо. Мимо шел прораб, он был высокий и решил помочь. Он положил балки себе на плечи и стал расказывать свои охотничьи байки. Сварщик тем временем слушал и делал свое дело. Заварив балки на одной стороне, он перешел на другую, не переставая слушать увлекательную историю. Когда история закончилась и пришло время расходиться, прораб обнаружил, что его голова не проходит между балок. Надо было слышать, как он орал! http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif
-
 ..
.. -
и правильный ответ,при сложении этих дробей (((46,5)))46 1/2. может кто перемножит эти дроби.......http://websvarka.ru/talk/public/style_emoticons/default/cool.gif Чтож на это скажет Руслан...http://websvarka.ru/talk/public/style_emoticons/default/cool.gif
-
Про колбасного сварщега дядю Витю(http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifсильно не ржитеhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif)http://smeh.ucoz.com/index/0-20http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/rofl.gifhttp://websvarka.ru/talk/public/style_emoticons/default/rofl.gif
-
Сценарий готов,осталось найти актёров(без дублёров).....http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/laugh.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/laugh.gif
-
Относится к теме НАШИ ПАГУБНЫЕ ПРИВЫЧКИ <<<ТУШИТЕ БЫЧКИ>>>...http://ns.sitecity.ru/users/h/hc-links/storage/album_0911002854_2644.jpg Дело было еще в доперестроечные времена, кажется на Юргинском заводе, что в Томской области. В самый разгар рабочего дня в цеху один из работяг решил передохнуть от трудов праведных и перекурить. В самом цеху это, конечно, делать запрещено, ну да сибиряки народ вольнолюбивый, да и быстрее так выйдет, раньше к рабочему месту вернешься, скорее в ритм работы впишешься... Выбрал, стало быть, укромное местечко на крышке какого-то люка, и приступил. Стоит, отдыхает, жизни радуется. А как стал курить заканчивать, решил следы преступления замести. Не в карман же, в конце концов, окурок прятать? Решение нашлось быстро. В люке, на котором мужик стоял, было отверстие с идеально подходящим диаметром. Ну мужик, недолго думая, решил проверить свой глазомер и запустил предмет преступления, не захобцевав предварительно, в это самое отверстие... Задатки Мэджик Джонсона у работяги, безусловно, были, поскольку попал он точно в цель. Однако через доли секунды несостоявшийся баскетболист превратился в космонавта, уносясь с огромной скоростью в строго вертикальном направлении. Успешному выходу в открытый космос на высоте 10 метров над уровнем пола помешала крыша цеха... Под этим самым люком, как выяснилось, работали сварщики с ацетиленом. К справедливости следует отметить, что при данном происшествии они как невиновные не получили не единой царапины.http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif
-
С канистрочкой Алюминиевой (?185,9 °C держит хорошо) на запрвку-жижи(аргон) налейте по 250р...http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gifhttp://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif(шутка)