

mixasib
-
Постов
367 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные mixasib
-
-
@mixasib, а чертеж сборочный есть? А то не совсем понятна первая фотка. В плане, где гнулось и что.
Если все правильно, т.е. чертеж верный сделан, а так же перенос чертежа в станок, то размер детали после резки должен соответствовать чертежной детали. Если идет отклонение, то тут и ломать голову, где и что спряталось.
А вот тут главное, ну что я понял, гнуть. Как гнете, где, на чем? Если гнут в ручную, то тут можно что угодно получить. И тем более если ... на глаз. Если есть упор, который программируемый, то его проверить. Не раз бывало, что врет и сильно. Т.е. несколько раз его туда сюда и смотреть, есть ли разница и какая.
В общем, поиск проблемы всегда сводится к изготовлению однотипных деталей. И стараться делать именно партиями. Т.е. хотя бы 5 шт. Но не 1 шт, потом станок делает другое, потом опять 1шт. и так далее. С плазмой все проще, есть размер, есть чертеж. НО!!! Не забываем про не перпендикулярность реза, тут может набегать очень и очень много.
Уффф.. Чертеж.. Возможно все и гуд в идеале. Свою работу я стараюсь делать на хорошо. Я не для того заменил разболтанные угольники ещё давно, заказал магнитные угольники.. И проверяю и проверяю себя. А не ЛЯПаю. Стараюсь соответствовать чертежу, но есть моменты, где приходится делать "по месту". Вот выше и я упомянул, что все на ходу делается. То зазоры из неоткуда заварить приходится, то самому подсказать инженеру, как будет лучше. То на Бендеру-сгибателю подсказывать, а он всё равно по своей геометрии загнет, что Лобачевский позавидует.
Я веду, к тому, чтоб был редкий заказ - там промах был в 20мм на 6000мм. И не в диагонали, а в длину. А мы там варили с зазором стыки. И всё равно не попали в размер теории и практики! Я веду к тому - кто и где обманулся? Я просто пришалел от такого - вы сварили, вы разбирайтесь!! Агась! Побежал! 2 см металла съел!!
Я веду к тому, как отбрыкаться от всех предыдущих ребят, кто участвовал - ведь я же не стащил эти мм металла! Я их не сошлифовал! Что дали - то и сделал! Сделал по чертежу - все плохо.. Подгоняешь под размеры - снова какая-то беда!! У гибщика каждый раз разные внутренние размеры под мои мк. У меня уже рили бак течёт доказывать, что я не индюк!!
Сорян, ребята!! Но если работать на отстань - то все ещё хуже будет! Никто не хочет шевелить ни руками, ни головой!! А в одного я не вывезу.. Считайте крик души.. Отпуск.. В отпуск, по ходу, пора!! Я уже людей хочу убивать.. Особенно тех, с кем работаю)
-
 1
1
-
-
Запостил тему в этом разделе потому что работаю на MAG.
Господа, модераторы, если я ошибся - поправьте меня. Заранее прошу прощения, если так.В общем. Извечный вопрос - кто виноват, и что делать?
1. У инженера все сходится в 3D модели.
2. Резчик на ЧПУ плазме нарезал из DXF/TAP файла необходимые детали.
3. На листогибе загнули под нужным углом.
4. Мы собрали металлоконструкцию верно, но при стыковки той гнутой детали из 1мм появились щели. В моих постах в инсте были показаны зазоры. Я грешил на высоту сварочных швов - подрезал УШМкой, где надо для нужной стыковки. Инженер потом созналась, что где-то она напортачила. В следующей МК исправит (4 одинаковых модуля будет).
5. Сегодня продолжаем работу. 3D модель у инженера - все гуд, а у нас зазор. Хотя внутренняя пластина должна перекрывать данное отверстие на 2-3мм. Ахахах. "Да, ты думай, что там надо больше делать "перекрытие", а не 2-3 мм! Сама же в курсе, что плазма ЭТА любит врать!"

6. Предложил изменить конструкцию. Увеличить размер данного клапана, пускай упирается не 1мм лист, а в профиль - там внутри решетка из профиля 20-40. Тут отдельный разговор - я бы туда 20-20 поставил. Но кто я, а кто образованный инженер. По итогу, пришлось резать крепежи из 6мм - убирать эти 20 мм, чтоб клапан упирался бы не лист, а в трубу.
Я вот тут подумал, как же я туповато объясняю, но у меня подгорает!
7. Пришлось стоять и резать УШМкой 6мм металл - мне не в лом, но почему бы это не продумать инженеру заранее? Почему я должен бегать за ней, что показать, что получилось по её чертежам? А что получилось по моей задумке - Я не наглел со своей идеей!
8. По итогу! Мой вариант устроил её! Скрипя зубами. "Мы уже не успеем "с нуля" переделать - в сроки не уложимся! Да я и не думала, что шток у пневмо-цилиндра вращается вокруг оси". Фото я уже не стал делать - меня уже чутка потряхивало, ушёл курить...
По итогу то, кто виноват? Все всё делали по чертежу, а не выходит, как надо! А крайний то тут я стою - после меня покраска и монтаж....
P.S. О, Боги!! Всё!!! Бач0к - потЁк! Я даже на корпоратив не хочу идти с этими людьми!! И не пойду! Быстрее бы уже НГ, чтоб Я отдохнул от этих людей! А брать отпуск сейчас на 2 недели по осени-зиме я не хочу!! Это бестолку!
Дабы не создавать новую тему, я спрошу здесь же!
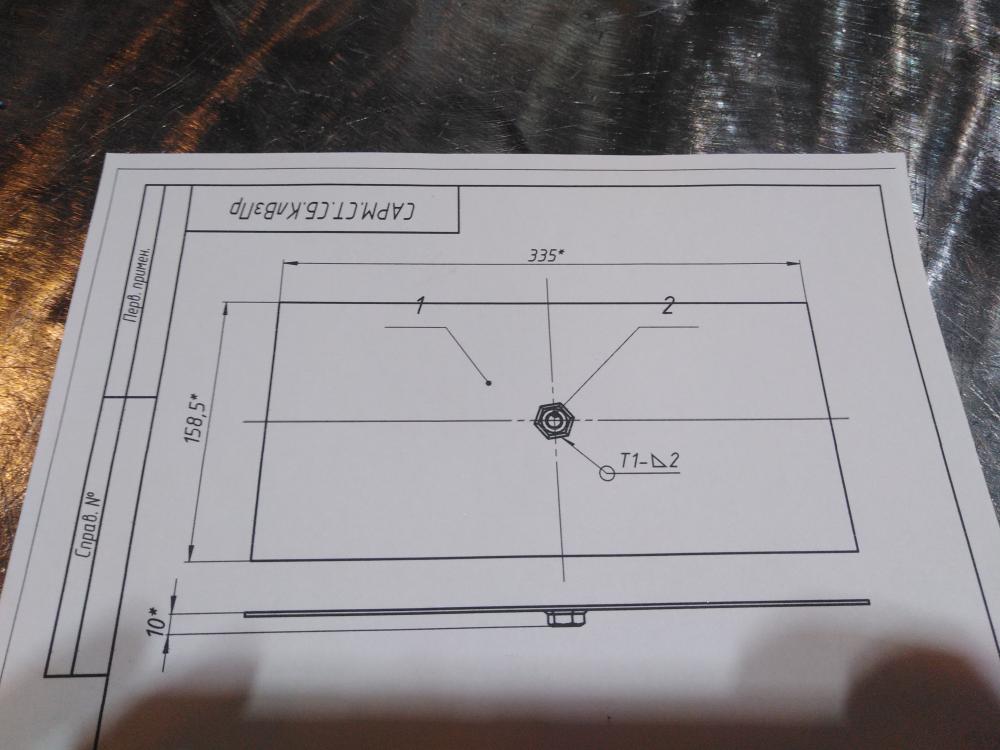
Имеется вот такой чертёж!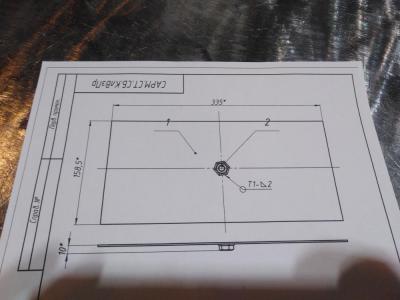
И вот вопрос гуру-сварщикам.
Если отталкиваться от тавр-соединения, то катет должен быть МАХ 1,2t (толщина тонкого металла). Да, тут катет 2 мм указан. Тут пластина (2мм) и гайка держатся на штоке пневмоцилиндра. Нагрузка минимальна. Но опять же меня здесь зацепили за малый катет и ток при соединении пластины 10 и профиля 4мм.
Я здесь прошелся точками вкруг с подбором тока. Ну, если пройтись сплошным швом - пластину 2мм выгнет, как бычий рог.
Или проволоку 1мм сменить на меньшую?
В наличии у меня есть 1,2 мм (не юзаем), 1 мм (ходовая), 0,8 мм (юзаю в редких случаях), 0,6 мм (нет ни ролика под 0,6, ни токонаконечника).
P.P.S. Уффф. Всё собрал в кучу. Но, чет, сегодня накипело! Ну, а как здесь не в алкоголизм, когда всем всЁ по барабану, а тебе нет?!
P.P.P.S. Иной раз мысль возникает - делать, как по чертежу. Вот, как указано - берем размер оттуда, беру оттуда. И плевать на монтаж. Я же всё сделал по чертежу.. Но я так не могу.. Завтра тенатен брать надо. А лучше, что пож0ще!
-
@dilitant, только два варианта.
Самому быть внимательнее при работе в паре со сварщиком. И более важное. Очень сильно напрягать сварщика(-ков) который НЕ ПРЕДУПРЕЖДАЕТ рядом находящихся людей о зажигании дуги.
Очки, даже очень хорошие, не решат проблему.
А они обязаны? Я по началу предупреждал ребят, кто подошёл поюзать болгарку, но потом перестал. А потому что они вот такие гады могут диск и на меня направить по дурости. А я запасные глаза, лицо и все остальное не имею. Да, я за здоровье свое беспокоюсь после своих косяков при работе с той же болгаркой..
Таким поведением отбил их наглое поведение. Ну, не понимают словами.. Увы..
-
Ручной. Фото нет.
-
А у них высечки в деталях под гибку предусмотрены? Я на всем что сгибается стараюсь высечки делать и то не всегда гибщики пуансоном по ним попадают, чего уж говорить когда тупо по чертежу гнут, отмечая маркером линии шириной в 5мм.
У нас размечают не маркером)
-
1
-
-
А вот дядьВалера миксует у себя в гараже, для себя, всё шо приснится.
Вы в два раза мельче, но однако Краснодар дотянулся до нас за 250 километров.А теперь разворачиваем наоборот эту карту:
Краснодар дотянулся до нашей деревни, так неужто Новосибирск не хочет дотянуться до полумиллионного города через то же самое расстояние?
И ещё один аспект -- они дали цену лучше чем наши Ростовские поставщики, которым до нас 150 км. Здесь уже зарешал объём евро-баллона.
Поэтому я и недоумеваю. Может тебе, Олег, стоит провентилировать этот вопрос. Тыж предприниматель уже, будешь смесями модными банчить на городе.
Томск и Нск..Ахахах . Даже тут разница! Не стоит ставить сравнение ЮФО с нами. Летом у нас паром через Обь.Зимой езжай через Асино в тот же Белый Яр. Даже через паром почти 500 км. Я к тому, что тут без слов о состоянии дорог расстояния. Еще и состояние дорог (censored). Извините за мат! Но это правда. Наш Томск кончается пролетарской с одной стороны, и переездом на Южке с другой стороны.Все остальное жопа. Хотя нам впихвали и впихвают новые районы с новостроем..Но там все плохо с доставкой себя в место работы.
-
... к сожалению встречаются такие что от них визгу\писку\советов выше крыше , а конкретно о чем то спроси - они поплыли ., ни какой конкретики т.е. делай ,а как надо после скажем
 .
.У них 3д модель в софте - все гуд!
А до меня идет через плазморез и листогиб. А если делать все по чертежу, чтоб не было (censored) - мы почему-то не стыкуемся. Все свои линейные размеры "держу". А оно всё равно не так. А по итогу мне нужно доработать...
-
1
-
-
Это будет тяжело.
- Если уйдёшь в струйный режим, то варить будешь чуть не в два раза быстрее. Для 1 мм это около 180 - 200 ампер. То есть у тебя уже не будет никаких колебательных движений -- только успевай ванну тащить вперёд, а там и так всё расплавится.
- Заметно снизится набрызг, а это опять экономия времени на зачистке.
- Товарный вид -- гладкие швы.
- Расход у смеси тот же. В баллоне её столько же -- 6 кубов, но она дороже. Это компенсируется тремя пунктами выше с лихвой.
- Ну и самое не интересное преимущество -- прочность наплавленного металла будет процентов на десять выше.
Теперь рассмотрим трёхкомпонентную смесь и евро-баллоны.- В евро-баллоне 10 кубов смеси. То есть если есть выбор, то он очевиден -- просто на логистике евро-баллоны уже выигрывают по цене.
- Трёхкомпонентная смесь позволит тебе зайти в струйный режим ваабще легко, не соблюдая ни угол атаки горелки, ни направление сварки -- чуть подстроил длину дуги, она зашипела, и алга.
- Ещё меньше набрызг, ещё более гладкие швы, ещё немного выше скорость сварки.
Это я заскринил. Спасибо за советы. Буду голову кружить инженеру.чота в занюханом Краснодаре есть, а у вас нету. Ищите.
А не найдёшь, так сам займись — вот тебе ниша.
Краснодар. Мы с ним в сравнении Мухосранск( -
Для углекислоты это потолок.
То есть по мере наработки моторного навыка швы станут всего лишь ровнее, но так же чешуйчатые и горбатые. Переходи на смесь, или не морочь себе голову.
Дальше ты начнёшь пробовать разные варианты ведения горелки "петлями с подскоком", а потом это всё надоест, плюнешь и будешь просто варить. Это проверенный ход событий.
Поэтому как можно скорее переход на смесь, и освоение струйного переноса -- только там совершенство.
Может не в тему, но скажу всё равно. Бывает момент - стык проф труба грань и проф труба торец. А у этой проф трубы углов нет как таковых - закругленный четырёхугольник. Получается зазор. Пробовал разно заварить. Прямо вести и заливать - всё перегрето, ажно горелка. Пробовал петлей - я вижу, что металл у торца прогорает. Подрез? Не так давно такие моменты начал иначе делать - подваривать этот угол. Вторым проходом делать боль-моль норм. А вот последнее время - веду восьмеркой. Я хз, как правильно обозвать, но движения повторяют восьмерку.
В данном случае я вижу, что заполняю эту полость, валик не высокий. А он в данном случае у меня будет зашлифован вровень с основным металлом.
Теперь за смесь. Надо идти и в прямом смысле трахать мозг начу и инженеру. Да, я видел в живую ровные швы в смеси. У меня подобные не получаются. Я в горизонте такое сделал пару раз, но сам от себя прихренел.. Но мне и там накидают ошибок.
Глобул, смотрю и эти посты ушли в отдельную тему.. А как убедить, что смесь будет лучше СО2? Ну, чтоб адекватно отреагировали?(
-
Аккуратнее приземляйтесь.
Нет сплавления по кромке, высокий валик. То, что оно держит - да, чё-та там держит, а вот что так хорошо - нет, нехорошо. Равно и труба, которая сегодня не течёт, а через полгода..год приходится снова копать.
Зачем стараться лучше? Ну, хотя бы для экономии сварочных материалов.
Ну, вот я как раз со своими фотками и лезу сюда последнее время (если учесть, что рега у меня тут почти 2 года), чтоб подсказывали ошибки, направляли.
Да, мне не один раз говорили, что теории мне не хватает. Да, я не хочу тяп-ляп.. Хочу научиться. Хочу эстетики визуальной.. Стараюсь смотреть/слушать мануалы, но время это то, чего постоянно не хватает. Нет-нет, ещё захожу в местный чат в вацапе - лишним не будет.
Выделенное - Я хочу лучше и правильней..
-
2
-
-
... а нужна ли гайка ?., тела пятака хватает чтобы в нем нарезать резьбу , зинковка\фаска и шовчик вровень( подобие электрозаклепки ) .

Пятак 6 мм. Резьба шпильки М12. Гайка нужна, чтоб потом её вкручивать в конструкцию под весом, а не на весу. Выставляя уровень модульных столов, что уже в сборе.
Как выше сказали - может проще сразу болт М12 на 100 приварить к пятаку? С нашими инженерами такие "рацухи" - это сложно. Есть модернизация механики, есть прогресс в развитии смежного направления. А вот за сварку - тут тишина. Как делали, так и делайте. Что-либо менять не хотят. Увы, и ах..
-
1
-
-
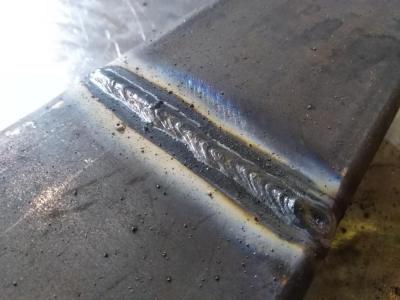
Нигде не прогрели. Прожечь боитесь?
Данные швы (даже хуже визуально, даже с меньшим током) я проверял падением с 3 метров, ударами кувалдочкой, разрезом УШМкой, дабы убедиться в соединении. И снова говорят, что не так. А данные столы стоят и служат, как надо. Ампераж подбирал по таблице из мануала к аппарату (качал с инета под свою модель).
Что я не делаю снова не так?(
Попробуй в том же режиме, только не "на себя", а "от себя", то есть углом вперёд.
А диаметр проволоки какой? Поверь, 1мм-160А и 1.2мм-160А большая разница.В самом начале, как впервые взял горелку вел от себя. Последнее время почему-то легче на себя - углом назад.
Юзаем 1мм. 0,8 ставлю лишь в одном случае, когда 1,5 мм свариваем в стык. Но там сразу же идёт 1,5мм и 1мм. СТавлю 0,8, чтоб не выёживаться с прожигами - там такой стык, что зазор по 2-3 мм бывают. Наплавляем, зашлифовываем в плоскость после.
Данным постом я решил показать сравнение швов с мои другоим постом. А именно вот последнее фото - это не моё
 А если б я так наляпал, то уж точно бы не стал показывать это.. И без такого критику тут выхватываю.
А если б я так наляпал, то уж точно бы не стал показывать это.. И без такого критику тут выхватываю. -
Сварог MIG 2500
http://websvarka.ru/talk/public/style_images/master/attachicon.gif2019-10-17 13-54-34.JPG
Св-08Г2С СО2 130-160 А
Будем исправляться)


Что-то пошло не так))

-
2
-
-
Поиск нужного образа.
http://websvarka.ru/talk/public/style_images/master/attachicon.gif2019-06-09 18-29-04.JPG
Эскиз для правой своей лапки я в июле все таки нашёл, плюс, доработали! Левую свою лапку я уже додумал, но всё жду приезда мастера в город - ни к кому иному не хочу идти, чтоб доработать.
В любое свободное время ищу наработки для эскиза.. Сложно , т.к. не хочу банальщины. А прообраз для дальнейшей доработки не могу найти(
Но теперь за последние 8 лет я знаю, чего я хочу на свой ДР))
P.S. Ничего не хотел, ничего не просил на ДР: "Отстаньте, мне ничего не надо!"
-
Небольшая и редкая вылазка цехом (костяком) на пьянство в Крюгер Хауз. Скромно, но продуктивно посидели в Крюгере на сборы цветмета. Дальше пошли народные гуляния, до которых дожили не все. И было жестко, как будто нам снова 25))
По итогу 9 часов безудержного веселья и кипиша. Каждый вернулся домой почти вовремя и без укора от супруги))

-
5
-
-
@Леонов Сергей, если есть у вас плазма ЧПУ, идите к ним, возьмите печеньки к чаю, вам быстро нужный кусок подберут, еще и денег чисто символически попросят

Согласен. Бывший наш сотрудник приезжал, попросил скидать небольшую "печку" из 4ки. Обрезки есть, скидать было несложно. Даже печенек не взяли. Фото ради профита нет, т.к. не я делал. Но суть та же.
-
Не люблю заморачиваться с мелоч0кой, но куда деваться то?
Сначала нарежь шпильку в размер.

Сними фаску

Потом прихвати, обвари гайку и пластину. Убери брызги.

Завари и зашлифуй отверстие на пластине с обратной стороны.

Долго, муторно.. Но за 1-2 дня монотонной работы делаем запас на 1-2 месяца вперёд..
P.S. Есть 2 нелюбимых изделия, которых нужно всегда много и лучше с запасом. Вот это это как раз одно из них.. Человек усидчивый, но вот почему-то с этим не люблю возиться(
-
9
-
-
Снова чутка не в тему сварки.
Другому городу тоже нужен герой.
Как оказалось, что в один тот же момент мы вырезали - http://websvarka.ru/talk/topic/11770-budni-svarschika-s-illiustratciiami/?p=400263 А товарищ размечал данную заготовку. И при том, что мы даже об это не говорили.. Просто совпадение)) Чутка креатива, инструменты и прямые руки. Фото товарища!




-
1
-
-
- Популярный пост
- Популярный пост
2 дня "скучных и монотонных" конструкций.
Наш монтажник где-то урвал tap файл батаранга. Ну, как где?)) На прошлом монтаже у клиентов))
Чутка не в тему сварки, но всё же)


Размер, думаю, ясен. судя по кругу УШМки. Кривовато вышло, ну, и у Миши руки чутка не-из плеч растут)) Как говорится - #сделайкаксебе
P.S. Один мой знакомый увидел эти фоты и дико захотел такой себе. Да, он любитель комиксов, да, он молодой. Ну, придется заморочиться и сделать такое.
-
12
-
Как рекомендация ГОСТ 5264-80, т. е. берёте соединение С2, смотрите по толщине(4мм), выставляете зазор и потом гордо показыите лицевую и собсна изнанку. Провар, то есть.
И пользовать полосу не очень хорошо: 40..50мм на один разгон уходит, ничего особо не почувствуте. Хотя бы 150..200мм, нижнее, вертикал и горизонт.
Спасибо, учту. Как раз сегодня довеском пришли пластины 4 мм длинною 1500. Они в работу не пойдут, как раз мне поюзать будут
-
Проволока - ? Газ - ? Ток - ?
Св-08Г2С
СО2
130-160 А
@Вад11, на фото конструкция лежит на боку. А данные "фланцы" - это крепежи модулей. Да и нагрузки они никакой не держат - лишь скрепляют модули в одну неподвижную конструкцию в горизонте.
-
1
-
-
В обед сегодня снова заюзал ОК 46. Свободное время в обед было минимальным. Выложил лишь более менее удачные фото. Есть ли прогресс?((
На сей раз шлак отходил легко, чуть задев.
Стык с минимальным зазор. Металл 4мм.
Фото, где металл прогорал не стал делать.

Стык минимальный, но уже Z-образные движения.


-
1
-
 1
1
-
-
Обеденный перерыв. Пытался поиграться с током.
Результат:



Шлак с трудом отбивается. Все "вспенивается и горит".
Будем брать другие электроды по совету гуру с чата.
-
Я как вынужденный фанат геометрии, замечу что при угле 30-60 градусов к плоскости перпендикулярной основанию, угол меж основанием и электродом будет тож 30-60 градусов.
Я про то, от чего мне отталкиваться. Вел при 45-60. А оказывается 30-45.























Теория против практики!
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
И снова Вас скриню))
1. Сделай как себе. ахаха Вовка из мультика..
2. Как нарисовано и как хорошо - отличается(
3. Вы сами знаете, что я далек от профи..
4. Чуть выше смотрим.
5. Тогда будет дичь, за которую мне должно быть побаяну, но мне будет стыдно.