- Популярный пост


serralheiro
-
Постов
24 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные serralheiro
-
-
- Популярный пост
- Популярный пост
я так понимаю, если долбанет,чтобы вверх волна шла?
Я думаю если там долбанёт то этой волне без разницы будет куда идти.
На этих фотографиях нет крыши,так как мы монтировали через крышу. Крышу поставили уже на объекте,и она тоже бетонная. А вот в ней уже окна,купола. Они если что и улетят.
Тоже само только маленькое. Классно когда ГРП помещаются у меня на столе.






-
 24
24
-
- Популярный пост
- Популярный пост
Появился бетонный блок бокс. Так чтобы снять пустой с платформы прошлось задействовать два автокрана.


Так он обрастает.





Забыл добавить что весь этот не скромный сарайчик состоит из четырёх частей ,как на первом фото.
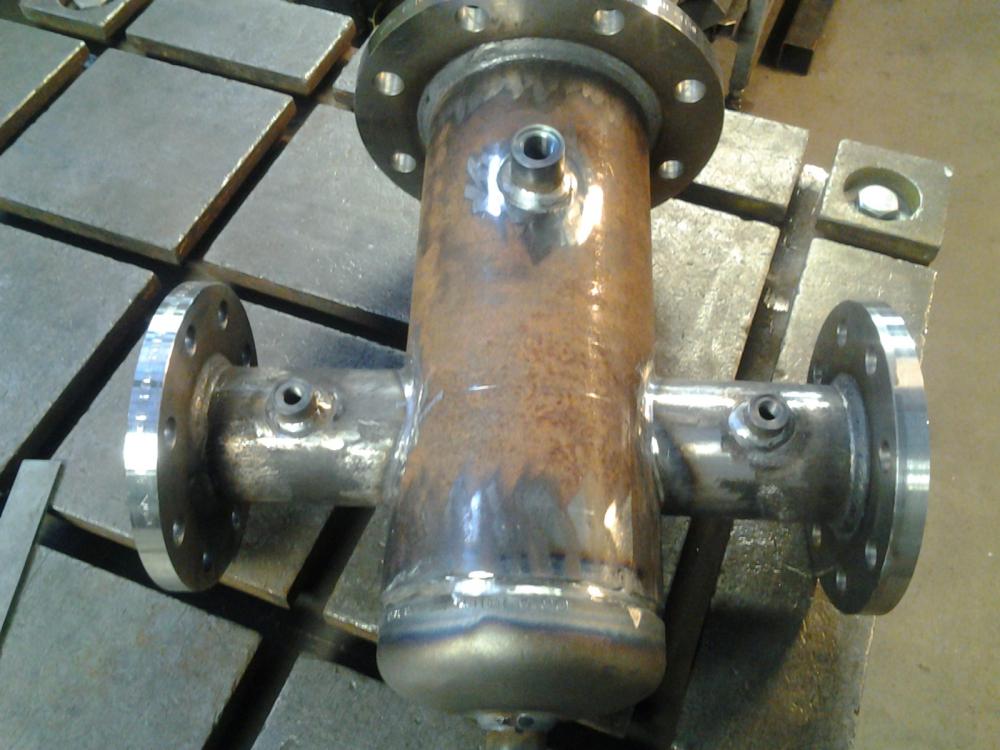
Так называемая контрольная сборка всё ли срослось. Пришлось собирать уже после покраски,так как не было не кранов,не фильтров. Этот узел фильтрации будет стоять под навесом рядом с бетонными блок боксами. Потеплеет поедим собирать.





-
24
-
- Популярный пост
- Популярный пост
Из давних, неделю назад закончился проект. Гидравлическое испытание. Потом найду фотки как выглядит готовое.








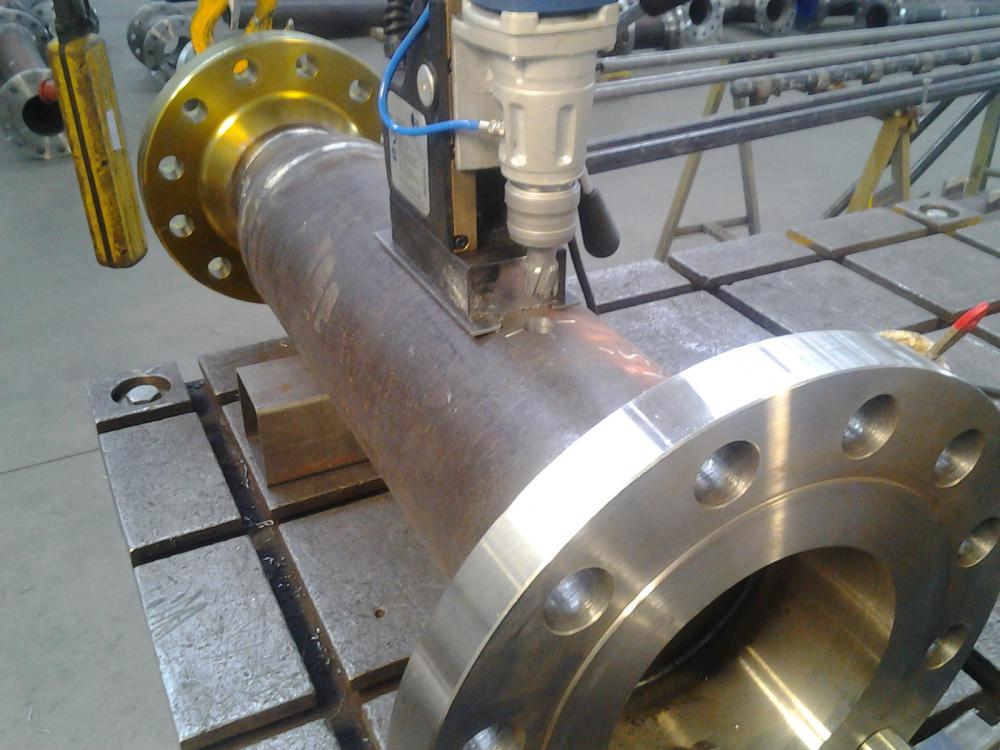
Новенькое. Вот такие интересные фланцы. Дн 150.


И совсем малюсенькие ГРП.









-
22
-
- Популярный пост
- Популярный пост
Если автор темы не против, добавлю ещё про магнитку.
С таким патроном, переходником очень удобно сверлит в станке. Относительно маломощный станок дырявит отверстия на 30 без проблем.
В него так же вставляется направляющая и есть выталкивающая пружина.

 Надо следить что бы после сверловки внутренней части было место вывалится не за что не зацепившись.Может получится так.
Надо следить что бы после сверловки внутренней части было место вывалится не за что не зацепившись.Может получится так. Вот фреза переточенная с обломанным зубом.Пока ещё служит.
Вот фреза переточенная с обломанным зубом.Пока ещё служит.
 Если же сверлим потолок или с горизонта, что бы не поливать вручную пользуемся такой пастой. Да и почище с ней, не надо разводить вокруг лужи сож.
Если же сверлим потолок или с горизонта, что бы не поливать вручную пользуемся такой пастой. Да и почище с ней, не надо разводить вокруг лужи сож.
 Так как фрез меньше 12 нет вставляем патрон с переходником велдон, можно зажимать сверла.Главное чтобы высоты хватало, не все станки высоко подымаются.
Так как фрез меньше 12 нет вставляем патрон с переходником велдон, можно зажимать сверла.Главное чтобы высоты хватало, не все станки высоко подымаются. Для сварки в разных пространственных положениях сделал такую штуку. Кусочек швеллера с обрезанными полками и приваренными ушками.Ушки во втулочках. Пристёгиваю ремнём, ставлю магнитку и сверлю.
Для сварки в разных пространственных положениях сделал такую штуку. Кусочек швеллера с обрезанными полками и приваренными ушками.Ушки во втулочках. Пристёгиваю ремнём, ставлю магнитку и сверлю.
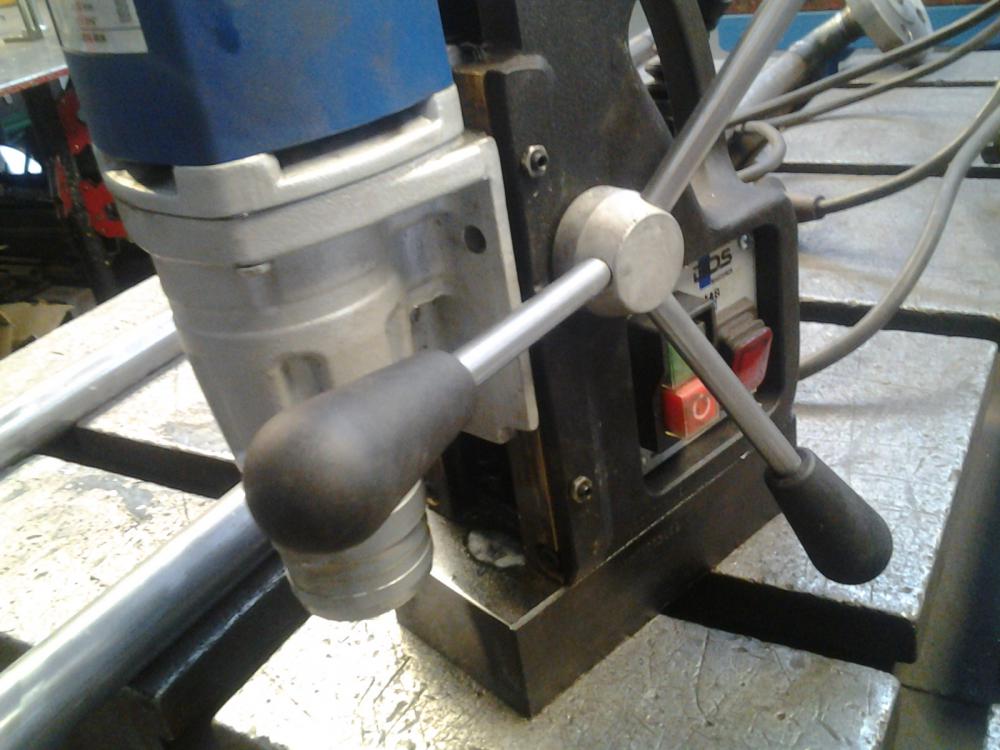
 Вот ещё две модели. Более ранней нет регулировки.Появляется люфт и при начале сверления легко сломать фрезу.Просверлил 4 отверстия, нарезал резьбу. Поставил болтики для поджатия лас.хвоста.
Вот ещё две модели. Более ранней нет регулировки.Появляется люфт и при начале сверления легко сломать фрезу.Просверлил 4 отверстия, нарезал резьбу. Поставил болтики для поджатия лас.хвоста.


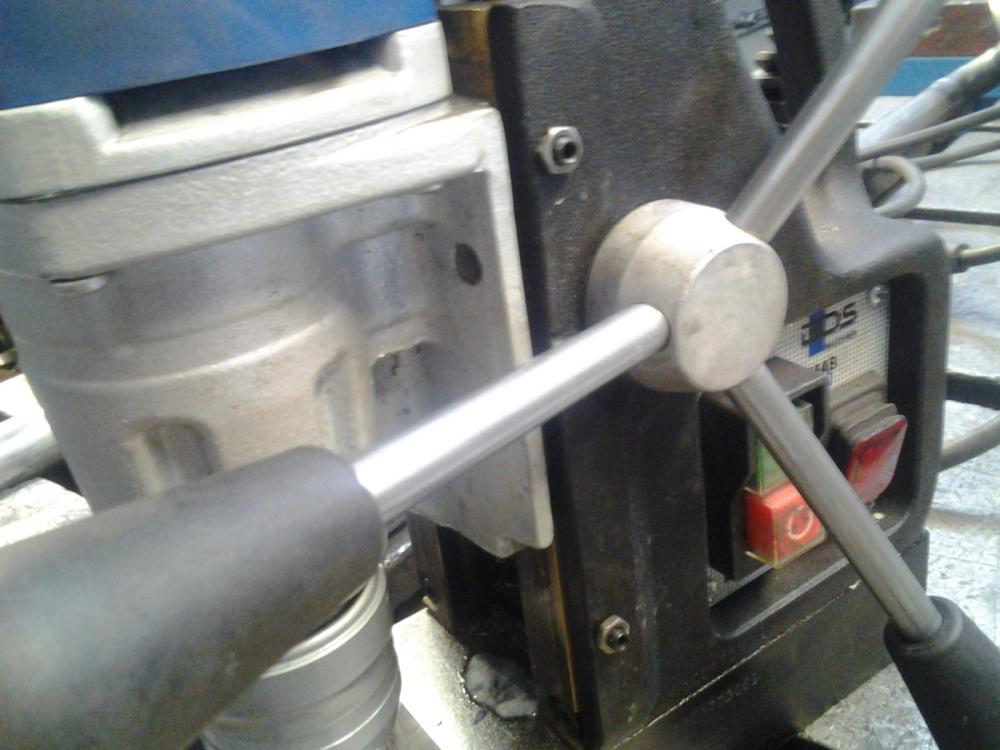
 Конечно намного удобнее с быстро зажимным патроном, чем вечные поиски шестигранника.Даже если внутренняя часть застряла внутри быстро снял ударил по внутренней направляющей она вытолкнула остаток.Вот так патрон выглядит в станке, отверстия на 25.
Конечно намного удобнее с быстро зажимным патроном, чем вечные поиски шестигранника.Даже если внутренняя часть застряла внутри быстро снял ударил по внутренней направляющей она вытолкнула остаток.Вот так патрон выглядит в станке, отверстия на 25.
-
13
-
Да я знаю. ГОСТ правильно говорит.Я не говорил что этого не делаю.
У нас всё это называют смещением.
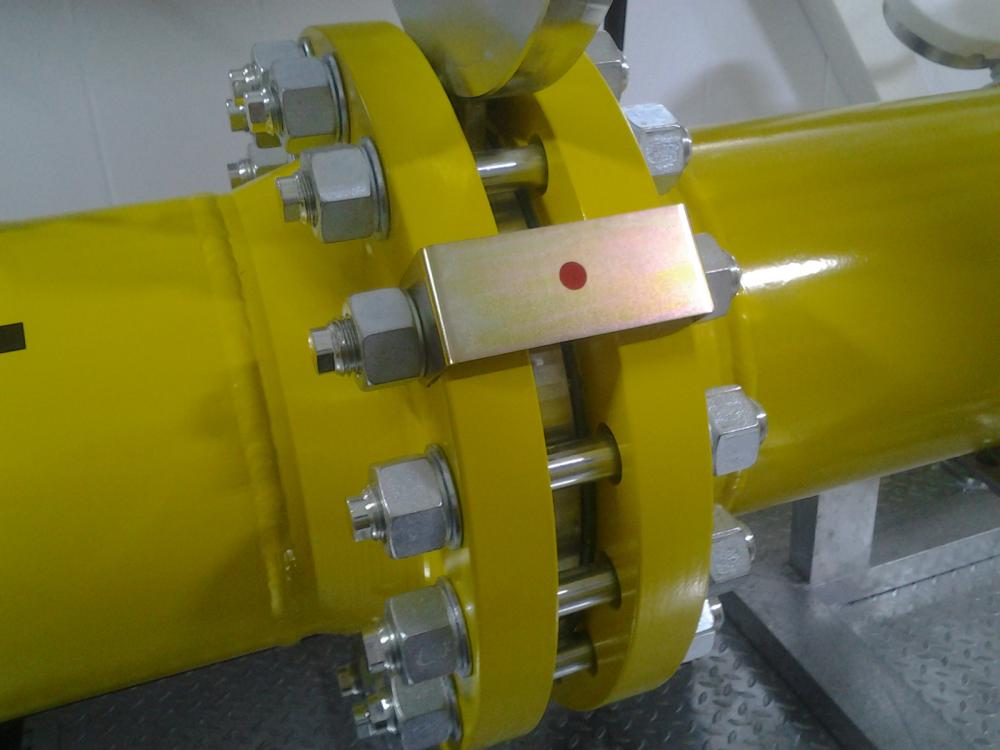
Это термометр, показывает 25 гр.
-
3
-
-
Да похож но не он. Это просто защита от коррозии, это какой то лак, флексом легко снимается. Если чем то поскрести он скалывается. Также есть трубы покрыты таким только белым. Массу от сварки не пропускает. Есть чёрный, матовый как сажа.
-
-
- Популярный пост
- Популярный пост
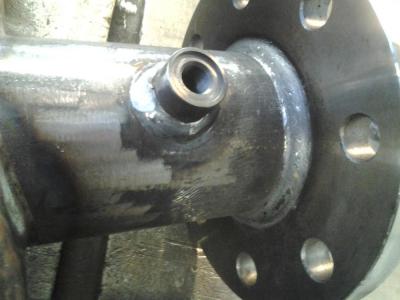
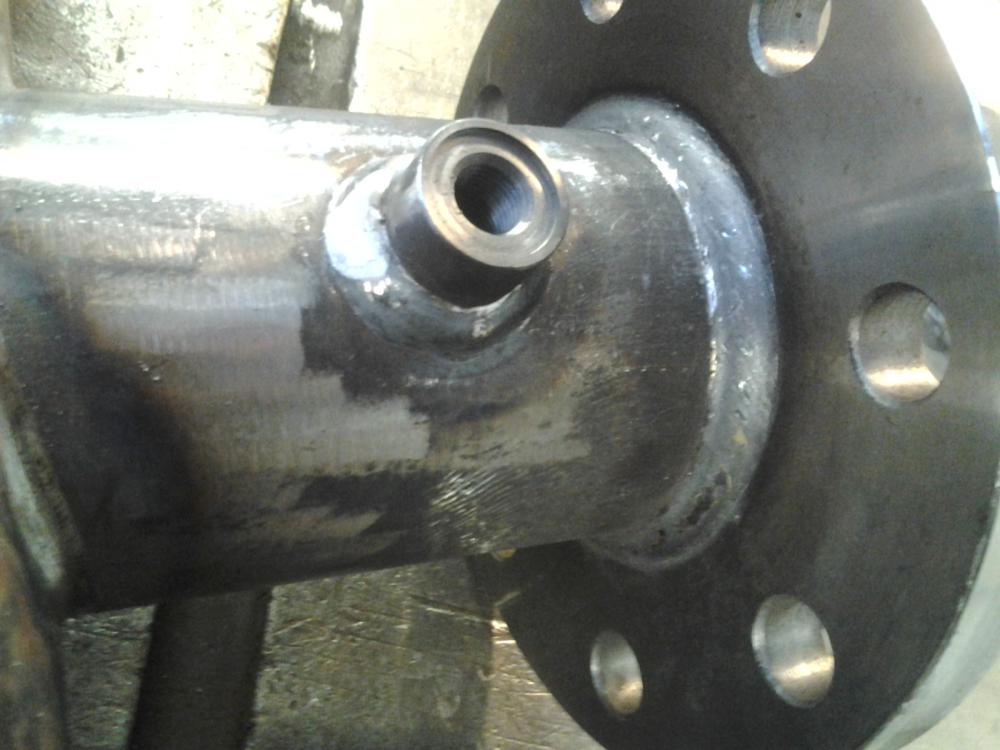
В тему о внутреннем смещении. В таких случаях когда можно подлезть изнутри, снимаю фаску до внутреннего размера пристыковываемой детали, прихватываю и флексом всё снимаем. Зазор остаётся как есть 2мм. Если же не учесть этого снять фаску полностью, прихватить и потом растачивать зазор увеличится до 4-х , 5-и мм. в зависимости от смещения.


Очередные детальки.




Так я при помощи магнитки сверлю врезки. Магнитка прекрасно держится на круглой трубе в данном случае дн200, с подсунутыми пластинками чуть скошенными под клин.



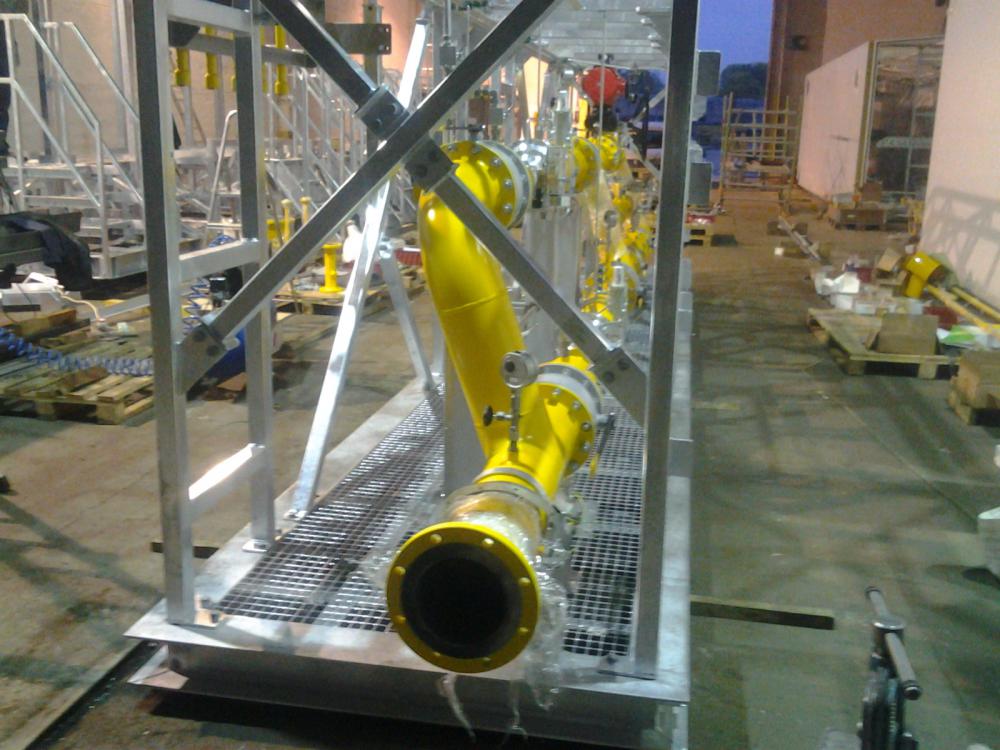
Уже выкладывал фотографий сборки, сварки ,опрессовки. Вот уже собрано, покрашено.
Это пн16.




Это пн63.






Узел учёта пн 63.








-
27
-
- Популярный пост
- Популярный пост
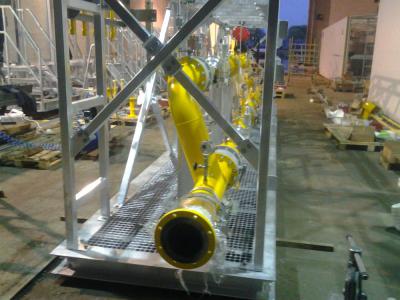
Давно на форум не заходил. Недавние работы.



























-
32
-
- Популярный пост
- Популярный пост


Дн 300. Пн 63. Стенка 12.7. Ох тяжеленные эти фланцы.
-
26
-
- Популярный пост
- Популярный пост
Немного загогулин. Дн 300 сверху Дн 200, фланцы Пн 16.




Сейчас занимаюсь таким же только фланцы Пн 63.

-
23
-
- Популярный пост
- Популярный пост
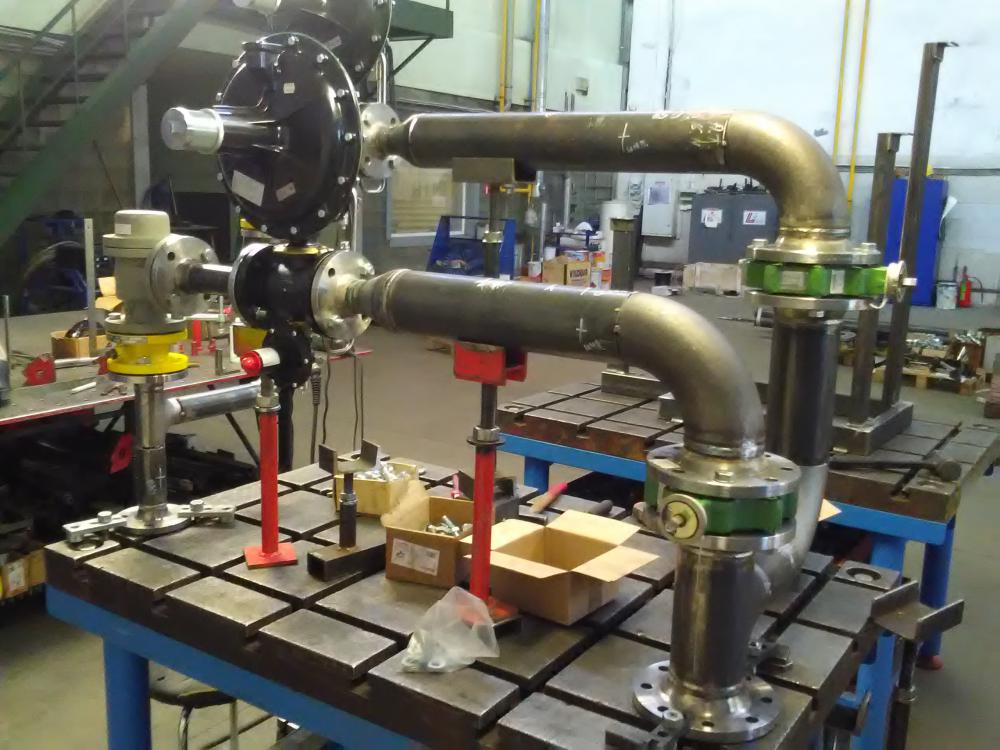
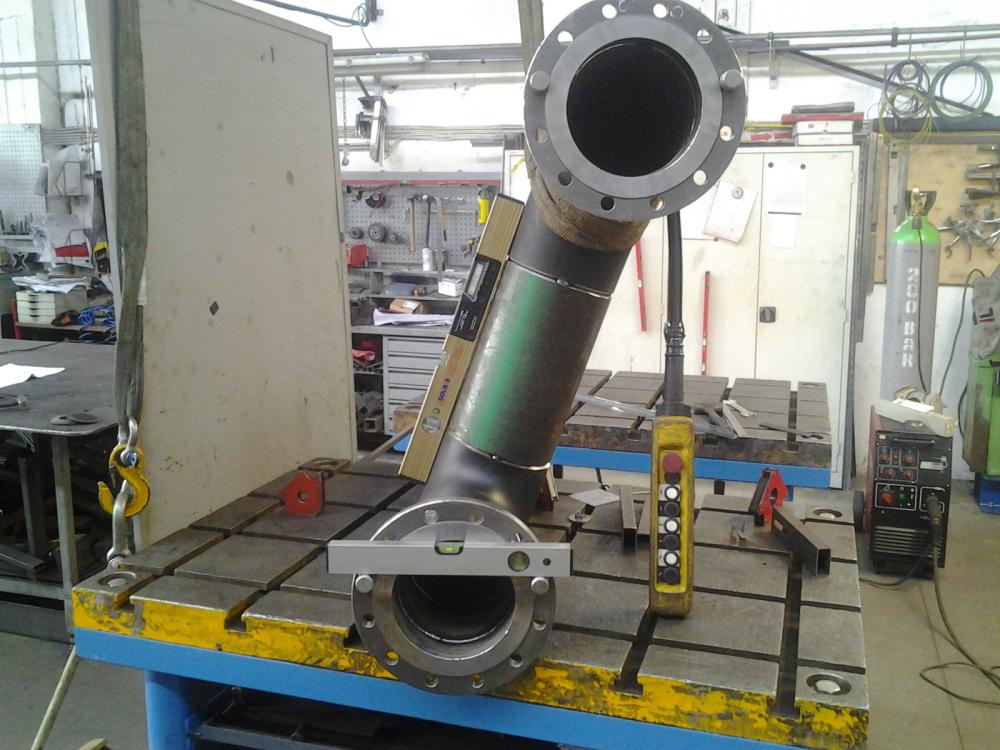
Ну вот собрал для примерки, без кранов и счётчиков.




Один из способов выставления отводов.



-
29
-
- Популярный пост
- Популярный пост
На подобие вращателя. Главная идея была не только поворачивать, но и фиксировать в этом положении. Детали не семетричные всё наровят повернуться на калёсиках. Не полноценность конструкции в том что червячный редуктор от привода крана, а он по кругу не крутится.



-
24
-
- Популярный пост
- Популярный пост
Ну и мы начали шевелиться.


-
20
-
- Популярный пост
- Популярный пост
Своих нет. Все делал по информации с форумов, плюс фотки интересных конструкции скачал в комп, по ним и делал.
Но планирую все детали замерить и отдать на плазму для второго гриндера. Этот собирал с железок что под руку попались.
Хотел ленту на 2 метра, материал на ригель длиньше не нашел. Что интересно спрашивайте, расскажу без проблем.
Вот такой он был с начала.


-
12
-
- Популярный пост
- Популярный пост
Давно себе хотел гриндер. Фаски снимать, заусенцы, ну и для всего остального.
Лента 1500×50. Максимум должна встать 1700.





-
28
-
С Новым годом!
Я так понимаю вы собираете один и варите один? Будет установлено в блок боксе? Тоже вам делать.
Сколько времени занимает сборка сварка? Какая-то норма есть сколько стыков надо в день.?
-
1
-
-
- Популярный пост
- Популярный пост
Это когда варить надо, а горелка перегревается.
Открываешь воздух идёт по медной трубки обмотанной плотно к наконечнику ну и охлаждает.
Таким методом удавалось проварить дн150 без залипания и плавления горелки.



-
19
-
Да главный критерий был охлаждение, до этого на дн 300 плавилась горелка до того как заваришь.
Регулеровка ещё нужна при сварки безворотникового фланца. Сам фланец больше чем труба плюс овальность и получается с одной стороны впритык с другой 2-3 мм. Вот при сварки где зазор там проваривает больше, в эти моменты уменьшаю скорость на частотнике.
-
1
-
-
Не в том что мне было лень.
Обычно мало деталей однотипных, постоянная перестановка, а это открути, закрути при этом от ПА брызги залетят как здрасте. Ты закручиваешь, он не лезет, а когда увлечен делом отвлекание на прогнать резьбу расстраивает.
На втором столе у меня большие Т-пазы там я прикручиваю и всё нормально.
О столе на видео я думал. Но там плита должна быть мм.30 Шток калёный прижим тоже, физически и материально трудозатратно. Да и в сети я не видел что кто то пытался себе его повторить.
-
Я тоже хотел резьбу нарезать при толщине стола вроде 16мм. перехотелось.
Зделал такие струбцины.



-
6
-
-
- Популярный пост
- Популярный пост
Пока не могу найти фото моей крутилки. С вашего позволения загружу уже сваренные.





-
11
-
Внутренний шов красиво получается при сварки под 45гр., как бы в лодочку. Регулировка оборотов нужна.
У меня стоит частотник. Приходилось варить от дн40 до дн400. С тавровыми соединениями все хорошо, а вот со стыковыми танцы. Если идет один диаметр успеваешь подогнать скороть, настройки аппарата. На фильтре всего один шов стыковой, быстрее электродом.
-
1
-










































































































































Прибамбасинг
в Наше оборудование
Опубликовано