Дедушка Маразм
-
Постов
51 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Дедушка Маразм
-
Попробую обязатель ,просто проткнуть это реально идея.....валенки я думаю можно еще поискать....у меня нет поспрашиваю у народа
-
 Я спрашивал чтобы может кто сваривает похожие конструкции и решил проблему,чтобы знать куда копать ,а не чтобы меня с загадочным видом учили ставить ток на аппарате чел который нефига в этом не понимает......Сколько катушка проволоки стоит в курсе? мне на смену т.е 2 дня надо 1. Поры можно заварить в курсе нет?. За один проход вы заварите глубину 1 см и ширину 1,5 да вы Сварщик великий да еще и на токе который предназначен для сварки кузова)))) Нуууу точнее совсем не ответственные про сложность....эта заготовка 2700 на 400 вроде .....есть простой штамп надо ровно вырубить угол.их штук сто в день надо сделать.По второму вобросу у меня аппарат и так бывает капризничает .....Блин я русским языком сказал что 21 это на 5 если я на подачу 6 установлю такой ток у меня тупо будет не сварка а перфоратор
Я спрашивал чтобы может кто сваривает похожие конструкции и решил проблему,чтобы знать куда копать ,а не чтобы меня с загадочным видом учили ставить ток на аппарате чел который нефига в этом не понимает......Сколько катушка проволоки стоит в курсе? мне на смену т.е 2 дня надо 1. Поры можно заварить в курсе нет?. За один проход вы заварите глубину 1 см и ширину 1,5 да вы Сварщик великий да еще и на токе который предназначен для сварки кузова)))) Нуууу точнее совсем не ответственные про сложность....эта заготовка 2700 на 400 вроде .....есть простой штамп надо ровно вырубить угол.их штук сто в день надо сделать.По второму вобросу у меня аппарат и так бывает капризничает .....Блин я русским языком сказал что 21 это на 5 если я на подачу 6 установлю такой ток у меня тупо будет не сварка а перфоратор -
Тормоз регулируем ну по минимуму чтоб не было лишних поворотов.На начальство орать бесполезно уже не раз.......75рублей за кг давит все аргументы)))Впрочем поставили esab 12-50 привезли на пробу ,но не у меня иначе честно стыренный новый наконечник бы поставил(а как мне по секрету сказали к наконечникам он капризный) но история та же.Если получится поварить другой проволокой напишу.Делали заказ на Амур не прошли УЗК рамы не все конечно но порядочно Будем ждать куда фетр воткнуть ибо я так и не додумался на фото видно что больше никак
-
просто если бы я так работал я бы с голодухи ноги протянул ибо 4 рамы в день это 38 тыс и только последующие по 1 тыс на рыло в день.....Там уже зачищенно все.....но в общей сложности у меня на зазор в 15 мм получилось 5 ниток. Еще я недаром показал проволоку жесткая и аппарат ее буквально выдирает,а не разматывает с дорожек,поэтому и ток побольше чтобы сгладить рывки.Показан зазор и общий вид изделия,люди интересовались.Забор сфотать не получилось на обед раму уже зачистили.НЕ поверите научились и на таком токе зазор заполнять ,кушать хотелось.А настройки чуть больше рекомендованных производителем , и 21 как вы говорите очень мало.ВОбще настройка аппарата дело сугубо индивидуальное у нас 8 аппаратов одной фирмы и у всех разные настройки.
-
Ну я и писал производителя...на первый вгзляд намотанно нормально все красиво и прилично,но вот если поставить на малые обороты прекрасно видно что она с дорожек не разматывается,а выдирается .Пробовали даже затягивать на три крайних деления бесполезно. Сегодня вроде взяли на пробу 2 катушки проволоки esab 12-50 без омеднения посмотрим.А фетр я выложил показать каким он стал из белого за пол часа работы.Расположен в единственном доступном месте перед пружиной что перед роликами направляющая. Самое веселое это горение конечно оно неравномерное в результате получается моргание...шва не видно абсолютно.
-
Нет не зачищаем не подлезешь с болгаркой да и времени нет все на бабло.Подачи не много ее мало наоборот.Ну если что то скажет аппарат kemppi 323r подача 6 ток 23 динамика -4.По кругу пытаемся вот фотография чего делаем))) Как то так

-
Вот она герой нашего цеха))))Вторая фотография это фетр после 30 мин работы))))Причем установленн он на канцелярской прищепке до роликов.Фотка не получилась иначе было бы видно еще и омеднение))))
-
Вот сегодня подогнали наши косорукие )))) Зазор полтора см С двух сторон наплавка хотя бы до полусантиметра 7 мм затем заполнения корня и вперед накладывать нитки одну за другой Кстати проволока .ВТорая это фетр через 30 мин работы)))) Никогда не берите это......Фетр установлен не после роликов,а до них. ,
-
Есть но не критичные....Я грешу на проволоку бывает варишь она либо по кругу пойдет )))) либо долбить начинает ,а так как вернуться не получается ток достаточно большой для сплавки швов то ли кривые руки))).Пробовал варить и кругом и как ручником и просто вниз вверх.Но обычно варю круговыми.
-
Согласен просто ради научного подхода стырили проволоки....стали разматывать....мало того что она жесткая она еще и намотанна как попало цепляется бывает катушка нормально идет бывает наоборот....а на больших оборотах она естественно дергает.....Надо фотку проволоки выложить народ должен знать своих героев Кстати вычищали недавно от пыли их.Долго ходил чесал репу.....Чтобы снять обшивку оказывается колеса надо отсоеденить))))Еще предупредили про капризность аппарата к наконечникам. А вот собственно и внутренности Прибежали "помошнички" стали продувать крышку и вентиляторы ...сломали вентилятор.....отключил один нафиг,ничо работает))))
-
Ток тоже достаточно большой , по крайней мере больше чем рекомендует производитель. За 10 мин шов просто красный перестает быть ,поэтому и время даем остыть иначе тупо все потечет.Снизу вверх????4 мм да и проволоку менять с 1.2 на 0.8 это гхм мало того что нету так и сколько я изделий выпущу. Я имею ввиду что там не 10 какая нибудь чтоб думать про провар и все остальное тупо глубакое и широкое отверстие ,но вы правы без фоток пшик .Завтра выложу
-
В общем два года корячимся со сваркой многопроходных швов на тонком метталле в вертикальном положении,варим сверху вниз.. В общем получается так: Угловой элемент из 5 ки и деталь каркаса из 4 либо 3. Зазоры начиная от 4 и больше это корень шва,а так как стык углового элемента закругленный то соответственно и шов увеличивается. Мы делает так,заварка корня ,с другой стороны тоже обварка поэтому с обратным валиком не заморачиваемся лишь бы заплавить,затем в ряд как забор начинается накладка швов т.,е два чуть остыло мин 10-15 потом 3 и тд. Залазим на предыдущий шов не менее чем на 1/3 чаще наполовину.Ток достаточно большой п/а . Но когда начинается зачистка заподлицо вылазят точки типа как поры(кто то утверждает что из за того что нет подогрева,а варим чистой углекислотой) либо впадины как непровары в середине шва,накладываемс запасом пусть с небольшим(ребят шлифовщиков жалко ) т.,е это не верхняя впадина,а именно непровар внутри.....что не так делается.Заметил что у меня как более опытного их меньше ,а вот у ребят кто недавно пришел шлифовщики то прибить грозятся то плачут)))) Бегут ко мне,а я сам вобще понятия не имею в чем дело.Позже выкину фотки ,но может кто сталкивался знает.
-
-
Угу только смысл ?когда проволока проходит через ролики с нее столько омеднения сыпется,вот именно она и загрязняет канал. Впрочем там не загрязнение .Поставил канал на 1.6 по моему хуже стало.Вопрос кабель канал должен доставать до приблуды в горелке которая диффузатор держит. Заметил что там где сильно шьет открываешь ее и канал вылазит немного. Задолбало ужас )))работа состоит из периодических танцев то тормоз на катушке подтянешь то наконечник меняешь за смену разбивает в хлам.Проволока дешмановая жесткая капец. Час два наслаждаешься затем снова.
-
Смотрите внимательнее на конструкцию там не поставишь после роликов войлок.Каналы не причем похоже в конструкции где то недоработка.пришел абсолютно новый аппарат такой же.Но мы вроде приноровились настраивать уже,более менее вроде ,но одно большое дуга неравномерная а моргает,глаза слепнут даже в speedglas поэтому варим с уголками))))) вобщем жесть полная((((( О кстати через год на всех аппаратах горит ключ и периодически выдает ошибку так как начальство пожалело деньги на фильтра)))) я грешу на пыль короче материться мол обслуживания хочу))))Но мы привыкли человек не корова .не видно что варишь уголок под горелку дергает току побольше О кстати через год на всех аппаратах горит ключ и периодически выдает ошибку так как начальство пожалело деньги на фильтра)))) я грешу на пыль короче материться мол обслуживания хочу))))Но мы привыкли человек не корова .не видно что варишь уголок под горелку дергает току побольше
-
Роман, спасибо, посылка дошла. Упаковано все даже слишком хорошо))) все в целости и сохранности. Все сделано оперативно оплата и в тот же день посылка была уже в Первоуральске завтра буду испытывать. Замечательный человек побольше бы таких....
-
Роман ,есть ли стекла под маску 9002v и в какую цену плюс фильтр на adflo.Хотелось бы ещё приобрести очки и узнать в какую цену будет стоить светофильтр 9002X
-
Этот аппарат ))) это по сути то что собрали бы в гараже только с логотипом )))) там нет ничего.....тупо сварка
-
Дергается эта хрень от всего......сменил смесь на чистую углекислоту подгоняй ток а вобще в доках там отдельная сложенная брошюрка есть более менее настройки на которых не дергает ,а так я первый раз сталкиваюсь с апаратом таким капризным к настройкам бывает сначала быстрое сгорание потом наоборот не успевает сгореть затем дальше варить пошел.......динамика похоже не работает совсем
-
ну как на обычном аппарате ставите горелку на 5 мм от металла колеса подачи должны прокручиваться когда проволка уперлась.......затем ставите горелку на расстоянии примерно 5-7 см проволка должна загнуться ........и соо тветственно где катушка с проволокой там есть шуруп это тормоз катушки практически выкручиваешь его потом смотришь чтобы проволока не распутывалась......она долна останавливаться ровно в тот момент когда ты закончил варить ......и обязательно когда катушку одеваете смотреите чтобы она попадала в специальную нашлепку
-
Кстати да.....фотки цеха это у нас получается в день Ну у нас сварка в основном 3 или 4 ребята настраивают по документации затем уже под себя.....Я конкретно под 3 беру 6 скорость и 22.8 ток и в зависимости от того скорость нужна или аккуратность динамику выставляю на +4 или -4 . Ребята на 3 ставят 5 и 21 соответственно получается аккуратно и даже если задерживаешься где то металл не перекаляется, т.е не синеет слишком уж. 4 у нас идет твердая поэтому 7 и 23 Кстати с ударами более менее помогает бороться настройка колес.....те 5 мм прокрутка 5 см загиб и настройка катушки тормоз .Но потом снова начинает........Хочу попробовать заказать канал 1.2 1.6 под 1.2 проволку может лучше будет
-
С наступающим вас коллеги
-
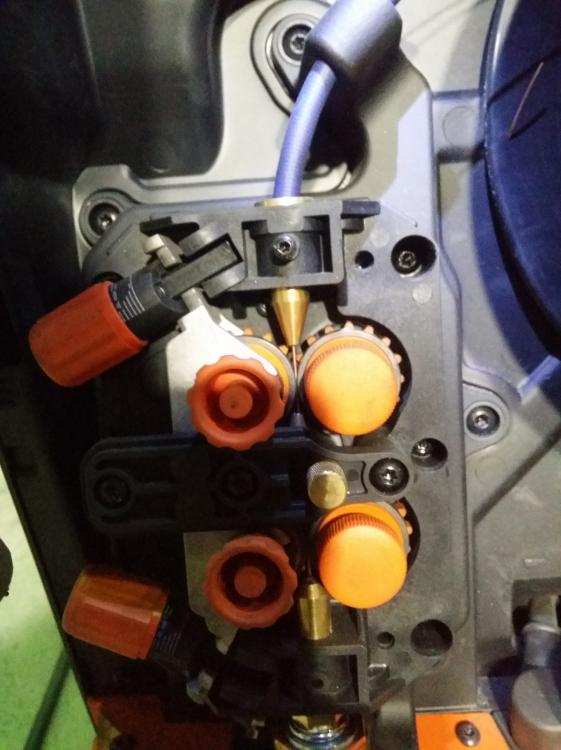
Вот это дисплей.....причем если посмотреть немного сбоку то видно что у них стоят дисплей от более навороченного и естессно более дорогого 323 RA.Первая динамика вторая скорость и третья ток Это про то что я говорил нельзя поставить тряпочку для очистки перед горелкой Вот собственно внутренности цликом у нового А вот как он выглядит после года эксплуатации.Но цех реально грязный за два три дня набирается лопата пыли от болгарки И новый механизм подачи.Кажется что ролики хлипкие,но за год использования с8 до 20 с одним выходным настройку роликов не менял В общем аппаратом впринципе доволен еще бы так не загаживались каналы от дешмановой проволки. Только после нового года наконец то сбежал в отпуск))))
-
Закупили этот аппарат для сварки модульных конструкций....Что могу сказать честный труженник без наворотов,но и без капризов вот уже год полет нормальный,с учетом ужасающих условий запыленности бывают болгарки работают прямо на них по 8 часов.На одном из сломалась сварочная горелка ,но там скорее виноват сварщик так как он дернул я думал гнездо развалится.К минусам можно отнести что подающий механизм находится впритык к разъему горелки так что тряпочку на прищепке как я обычно делаю не поставишь,канал загаживается очень быстро примерно 45 кг и надо менять что с нашими логистами полтора 2 мес 2 шт.Фотки выложу позже задавайте вопросы отвечу
-
Роман,здравствуйте хотелось бы заказать маску,лучше всего бу и чтобы была возможность в последствии установить подачу воздуха в нее ,как я понял для этого нужно докупать ad flo и намордник. Очки 2 шт и распираторов шт 10.