LLsvet
-
Постов
44 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент LLsvet
-
У Овермана и Спидвея 175 ролики разные, но с установкой шайб - подходят. Видео: https://youtu.be/uhSnJma0NRQ Ссылка на магазин: http://evrotek.spb.ru/catalog/product/26826/
-
Аппарат Аврора Оверман 200 Образцы у меня были небольшие по 6-10 см, может, поэтому не заметил жара... 20В, наверно, и, правда, многовато На 6мм 25В 170А греет сильно!!! горелка воняет! Но, повторю: это исходная таблица, поставил, попробовал (проверил), поправил - и, - Вари! Просто, мне (неопытному) позволяет за 10-20 секунд подобрать параметры. До этого тратил по 5- 10 минут и 5-10 проб...
-
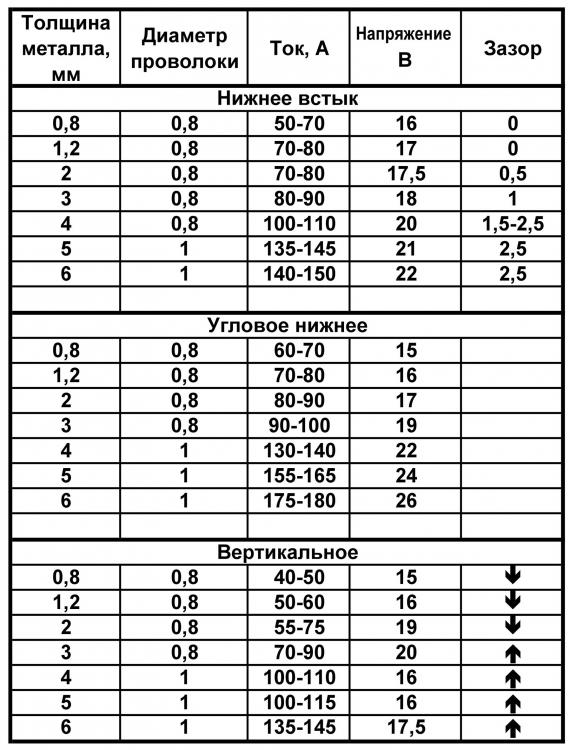
Вот, нашел в учебном видео на Аврору. Содрал с экрана частями, напечатал, приклеил к кожуху. http://websvarka.ru/talk/uploads/monthly_01_2017/post-20238-0-65758100-1484226196_thumb.jpg Стрелки- направление сварки. Не поленился, проверил на всех режимах (вертикал на проволоке 1,0мм не пробовал - лень) , - ОТЛИЧНО работает. Проволока сварочная ER70S-6 ф0,8 и 1,0 мм омедненная. Газ -смесь 82/18. Образцы -материал Ст3 По необходимости корректирую током и индуктивностью. Особенно, если сталь разной толщины. Но, можно, и, не крутить, и, так, отлично получается. На токе больше 145 А горелка греется. На 160А и выше - уже попахивает чем-то горелым... (горелка СМ-15) Рекомендую проверить. (тем, у кого не хватает опыта, как, и, мне!)
-
Вот, нашел в учебном видео на Аврору. Напечатал, приклеил к кожуху. Стрелки- направление сварки. Не поленился, проверил на всех режимах (вертикал на проволоке 1,0мм не пробовал - лень) , - ОТЛИЧНО работает. Проволока сварочная ER70S-6 ф0,8 и 1,0 мм омедненная. Газ -смесь 82/18. Образцы -материал Ст3 По необходимости корректирую током и индуктивностью. Особенно, если сталь разной толщины. Но, можно, и, не крутить, и, так, отлично получается. На токе больше 145 А горелка греется. На 160А и выше - уже попахивает чем-то горелым... (горелка СМ-15) Рекомендую проверить. (тем, у кого не хватает опыта, как, и, мне!) Позднее попробую проволоку 0,6 буду добавлять таблицу. Может, кто, хочет поучаствовать? Советы и добавления принимаю.

-
Спасибо
-
И, есть вопросы к специалистам: 1. Если на п/а АВРОРА ОВЕРМАН 200 поменять полярность (на газовой смеси), облегчит это сварку тонкого металла?
-
Есть вопросы к производителю: 1. Есть РОЛИКи AURORA 0,6-0,8ММ и 1,0-1,2ММ ДЛЯ АВРОРА ОВЕРМАН 200 ? (и, где купить?) 2.ПОДХОДИТ, ли РОЛИК AURORA V-ОБРАЗНЫЙ 0,6-0,8ММ ДЛЯ АППАРАТОВ SPEEDWAY 175 к Аврора оверман 200? И, есть вопросы к специалистам: 1. Если на п/а АВРОРА ОВЕРМАН 200 поменять полярность (на газовой смеси), облегчит это сварку тонкого металла?
-
Для того, кто каждый день. Профессионально... А, нам, остальным,кто этим не кормится, а, так, подручное... Я выбрал для себя 18 на 82%. Вроде, самое оптимальное. Пол-часа танцев вокруг. 1мм прожигать перестал. Но, это, же по-часа! 3 мм + 6 мм угловой - чистенько и гладенько налил, но ... с катетом миллиметров 8! Второй раз быстрее будет, конечно, но отталкиваясь от таблицы, было бы, быстрее! И, еще: странная вещь таблицы, папример: http://ruswelding.com/svarka_plavyashimsya_electrodom_c_co2.html табл 11 Получается проволокой 1,0 -1,2 сталь толще 2 мм не сваришь... И ток больше, чем 120А для проволоки 1,0 -1,2 мм НЕ НУЖЕН! Т.Е. Аврора оверман 200 - неправильный аппарат....
-
Пересмотрел в интернете массу таблиц настройки полуавтоматов... В основном, там даны параметры для проф сектора: проволока от 1мм до 6мм токи - до 600А. А интересуют настройки для данного аппарата AuroraPRO OVERMAN 200, (0,8-1,2 мм проволока, ток до 200А ) и того, с чем в основном приходится сталкиваться в гараже - металл от 0,6 до 8 мм. Предлагаю составить проверенную опытным путем таблицу настроек полуавтомата, применительно, конкретно для данного аппарата. Напечатать и приклеить на крышку аппарата, чтоб каждый раз настройку с ноля не начинать (особенно принечастой работе). Предлагаю для начала и обсуждения, таблицу, которую я позаимствовал здесь: http://5fan.ru/wievjob.php?id=20765 Таблица: https://cloud.mail.ru/public/Cz8G/5BwzLG6uM (это на файлообменнике) Не пойму, как тут вставлять фото...
-
Спасибо!.
-
Извините, а, что значит "на 25 самое то"?
-
Вчера взял Аврору OVERMAN200. Сегодня попробовал . Доволен- не то слово! Пробовал проволокой 0,8, 1,0. сталь от 1мм до 6 мм. На минимальных установках 1,0 не прожигаю. Но, вот, тоньше 1 мм - будет сложно: тут, уже, искусство сварщика (ну, или, профессионализм) нужно, чего мне не хватает... Проволокой 0,8 мм стальные пластины 6мм с подваркой корня- на УРА!. Проволокой 1,0 мм стальные пластины 6мм за раз не проварил, не получилось. Не знаю, можно, нет? Я не профессионал, но горелка, на мой взгляд на максимальных режимах слабовата: греется (больше 20В пластины 6мм, проволока 1,0 мм) Неприятно удивлен: не ожидал, что у аппарата-лидера в своем классе пластиковый привод проволоки.... У более слабых аппаратов стоят металлические приводы, Я, и, не проверял этот вопрос...
-
Вчера взял Аврору OVERMAN200. Сегодня попробовал . Доволен- не то слово! Пробовал проволокой 0,8, 1,0. сталь от 1мм до 6 мм. На минимальных установках 1,0 не прожигаю. Но, вот, тоньше 1 мм - будет сложно: тут, уже, искусство сварщика (ну, или, профессионализм) нужно, чего мне не хватает... Проволокой 0,8 мм стальные пластины 6мм с подваркой корня- на УРА!. Проволокой 1,0 мм стальные пластины 6мм за раз не проварил, не получилось. Не знаю, можно, нет? Я не профессионал, но горелка, на мой взгляд на максимальных режимах слабовата: греется (больше 20В пластины 6мм, проволока 1,0 мм) Неприятно удивлен: не ожидал, что у аппарата-лидера в своем классе пластиковый привод проволоки.... У более слабых аппаратов стоят металлические приводы, Я, и, не проверял этот вопрос...
-
Все может, быть... Но, я, сам занимаюсь электричеством и автоматикой (проектирование, монтаж) немного занимаюсь электроникой в.т. ч. и силовой. И, Ваши доводы про 10 АТМ и мокрую тряпочку для меня неубедительны. Если и 10 АТМ, то из пистолета или из шланга, на расстоянии - ерунда, а чем, еще продувать? Дуть ртом ? Про мытье: вот, если,б Керхером мыли...!!! Ну, или если,б водой, из шланга, включая не дав просохнуть, или не выключая из сети. Но, там были, бы явные следы выгорания на плате, про которые приемщик молчит, почему-то. А потеря винтиков, может означать еще и то, что на заводе их плохо закрутили... А, вибрации, у силовой электроники есть всегда. Заметьте, приемщик внятно не может сказать, чего, именно не хватает, и почему повреждение винтов - нарушение гарантии!!! Кстати, пломб - нет, и поэтому они не нарушены! Мне видится, что приемщик ведет себя предвзято и по меньшей мере - неправ.
-
Спасибо, Ваша информация, действительно интересна. Кстати, у сварога ниже минимальный ток (судя по паспорту). Вам он, реально, нужен был?
-
Нет, не автор. Я купить собираюсь, да, вот, такое видео нашел....
-
Ложка дегтя... Про гарантию 2 года: https://www.youtube.com/watch?v=k8TwNvn87wg
-
200 весит столько же. в цене нет разницы. А запас в 20-40 ампер не помешает! Обычный инвертор у меня есть на 180А. Кстати мне предлагают на нем собрать TIG. Сначала освою ПА, там видно будет. Спасибо за ответы. Окончательно убедился в правильном выборе. Кстати, не стал брать Wit Wega 160 MIG Multi за 22 000 ₽ (дешево!!), https://www.avito.ru/kazan/oborudovanie_dlya_biznesa/svarochnyy_poluavtomat_3_v_1_wega_160_mig_855097742 практически новый. Что-то, я не восторге от синергетики. Почитал, послушал....
-
Если 0,5 (0,55), то, в основном, к более толстому, и, не встык (нахлест и угловой). Встык, только, от 0,8-1,0 (0,8- очень редко). А, варить - несерийные, инд светильники, дизайнерские, лофт..., Изготовление инд. самодельных станочков (деревообработка), остнастка, вальцы, пресс, торцовка, станины, и т.д.. Каркасы рекламных конструкций, осветительных установок. малые арх. формы. Ну, и, для себя на даче...
-
Спасибо за ответы, Но, все равно:у Авроры ток начинается от 40 А, а не от 10-20... Мне не помешает это при сварке стали 0,5+0,5 мм?
-
Спасибо за ответы. Т.Е. 1 . у Авроры нет дожигания проволоки. 2. Со скоростью понял: грубая переключалка на большую скорость, если обычной регулировки не хватает для тонкой проволоки. Не понял: 1. А, если ОЧЕНЬ тонкий металл - от 0,5 мм, то, можно не переключать? 2. Так, нужен, или нет низкий ток (от 10 до 50А) для MIG?
-
Я присматриваюсь к Аврора OVERMAN200. Есть пару вопросов. 1. У многих аппаратов этого класса, например, СВАРОГ MIG 200 "PRO" (N229) минимальный ток 10А, а у этого (Аврора OVERMAN200 ) - 40А. При этом оба варят проволокой 0,6. Вопрос в том, что, если ток ниже 40А не нужен, то зачем другие делают 10А, а если, ток 10А нужен, то что я теряю взяв Аврору OVERMAN200 (чего я заварить не смогу)? Ну, или, иначе: для чего нужны токи 10-40А. 2. Каков алгоритм работы клавиши переключения скорости (как, конкретно, она влияет на параметры сварки, в цифрах, и на что она еще влияет)? 3. У сварога 160 (j35), да, и у некоторых других, делают ручку регулировку заварки шва в конце (прячется в отсеке проволоки). У Авроры OVERMAN200 таковая отсутствует. Т.е. этой функции у Авроры нет? Это проблема? Или эта ручка то же самое, что и ручка регулировки индуктивности?
-
Тоже присматриваюсь к этому аппарату. Есть пару вопросов. 1. У СВАРОГ MIG 200 "PRO" (N229) минимальный ток 10А, а у этого (Аврора OVERMAN200 ) - 40А. При этом оба варят проволокой 0,6. Вопрос в том, что, если ниже 40А не надо, то зачем у сварога 10А, а если, 10А надо, то что я теряю взяв Аврору OVERMAN200 (чего я заварить не смогу)? Ну, или для чего нужны токи 10-40А. 2. Если ток и скорость связаны, зачем делают (на некоторых аппаратах) обе (вроде, как, независимые) регулировки? 3. У сварога 160 (j35), да, и у некоторых других, делают ручку регулировку заварки шва в конце (прячется в отсеке проволоки). Отсутствие таковой у Авроры OVERMAN200 - проблема? Или эта ручка то же самое, что и индуктивность? P.S. мне нужно варить, 90-95% как толстый (до 8мм), так, и, тонкий, вплоть до 0,55-0,7 мм ст. металл; 5-10% углеродистую сталь; 1% алюминий; В общем, довольно универсальный. До этого варил на монтаже МК (монтажник 4 разр), ну, и, для себя.