
road64
-
Постов
166 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные road64
-
-
А может, лучше один, но с настройками? Для ММА достаточно иметь настройки форсажа дуги и хотстарта. Ну, ежели будет настройка кривизны ВАХа (а оно вам надо?)
Правда, такой аппарат будет тяжел и дОрог. Вот и думайте, чего вам лучше.
А за счет чего достигается великая тянучесть дуги?
 Тоже настраивать надо. Чтоб не мешала. В неудобьях-то...
Тоже настраивать надо. Чтоб не мешала. В неудобьях-то... Тянучесть дуги...
И много знаешь инверторов с регулируемым и отключаемым хотстартом и форсажем ? И со всеми из них удобно лазить на стремянке пятиметровой ? Утопия это всё . И проще и лучше иметь не один инвертор каждый под свою задачу . Даже китаец за четыре тысячи может в масть пойти к месту и вовремя .
-
 3
3
-
-
нет. Достаточно одного который со всем справится.
Категорически не согласен .
Пример из жизни - приехал на монтаж , затащил всё на туру , проезжает миксер наматывает переноску на колесо и заваливает туру , сварка в хлам , чего теперь делать будешь ? )) Всегда должен быть как минимум подменный аппарат .
Ну и металлоконструкции варить высокое ХХ и длиная дуга удобнее , трубы варить лучше с короткой дугой , это уже два разных аппарата ))
-
2
-
-
Поэтому когда покупают за 4 000 или за 12000, то не факт, что будет за 12 000 лучше работать чем за 4 000. Но когда вы покупаете аппарат за 40 000 и дороже, то очень высокая вероятность, что если даже у этого аппарата будут проблемы, то вы получите поддержку от сервиса и если были болячки то их исправят, а не пошлют далеко и надолго. Вот и вся разница.
Это не всегда бесспорно . И могут и другие нюансы вылезать в эксплуатации , достаточно про EWM тут почитать , и про брак , и как его длинная дуга мешает в отрыв в неудобьях варить .
По большому счёту надо 2-3 аппарата ММА )) Со своими особенностями под каждые задачи ))
-
2
-
-
Продублируйте вопрос ещё на этом форуме http://valvol.ru/topic10-450.html
вроде там как раз по тритону и его ремонту кто-то уже задавал вопросы .
-
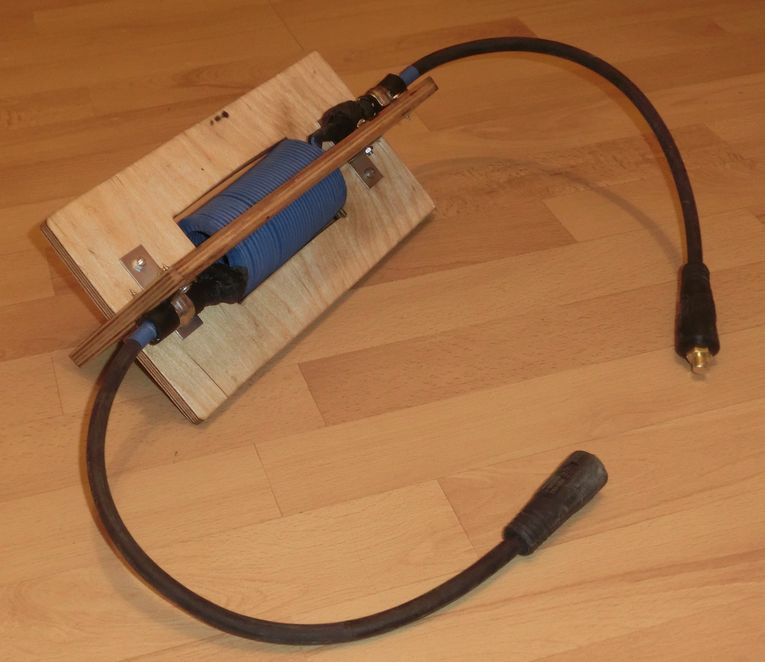
Про доп дроссель - Вот такую штуку скрутил , катушка намотана алюминиевой шиной 2х10мм и заизолирована перед скруткой катушки термоусадкой . Получилось 17мкГн .
6м шины из АД31 - 104 рубля , термоусадка 6м тоже около 100р , метр кг-16 на хвостики и байонеты папа-мама .

-
7
-
-
....а на Интерсколе только внезапные погасания дуги?
Может помочь добавочный выносной дроссель . На моём корейце ММА элбэшки и цу-5 горят только почти на максимале тока , на малых токах всё время обрыв дуги , с дросселем где-то с 50А уже можно нормально варить .
-
3
-
-
. В любом случае от этой работы я отказался, т.к. она мне не интересна.
Я за медь и не брался-бы , надышишься ей аж блевать тянет , примерно как цинк .
-
1
-
-
Виктор, как всегда исчерпывающе. Действительно, электропроводность почти как у чистой меди. Надо будет заказать в Металл Урала.
Электропроводность этой бронзы вообще ни о чём не говорит , при вводе этого сплава в шов с медью там получится неизвестно что , и какое там будет электросопротивление в этой переходной зоне неизвестно , то что будет выше это факт .
Насколько помню даже сварной шов на меди с присадкой медью имеет увеличенное сопротивление , с чем связано забыл уже , склероз )) Не в разы конечно увеличивается но разница есть .
-
1
-
-
Взбодрю темку. Предложили немного поварить медные токопроводы. В сечении прямоугольник 100х10. С меня только сварка, два слесаря выделяются в моё распоряжение (плётку то же выдадут). Собственно вопрос: под РАДС какая присадка для этой цели подойдёт? Требование сохранения уровня электропроводности 90% от аналогичной у чистой меди.
Так же замечу, что проволоку М0 или М1 мне заказать не где, да и не стану я этим заниматься, т.к. если проблемность вопроса превысит экономическую выгоду, то пусть заказчик ищет дурачка в зеркале.
Одножильный провод медный покупаешь и пользуешь . Неудоство только что изоляцию обдирать . ПВ-1 , ПуВ провод подходящего сечения . На заводе медяху варил так и делал , с электроцеха брали подходящий диаметр и как присадку использовали . Но не уверен что электросопротивление такого шва будет как у "основного мяса"
-
2
-
-
Вот о чем я выше и писал , не "насилуйте" машину и от нажима она быстрее пилить почти не будет , а вот криво это точно будет.
Да никакого насилия , слишком слабо нажимаешь - перегревает рез и "сопли" заусенцев тянет , чуть сильнее уже косить начинает . Диски разные пробовали . На мелком сортаменте не критично а на трубах 80х40 кривой рез уже мешает быстро собирать .
-
1
-
-
А не кто с такими не работает https://vseinet.ru/product/3780453/. Или может кто что из недорогих посоветует. Или ровного реза на таком станке не бывает? Отзывы разные, есть и те кто хвалит и так же есть очень недовольные.
На монтаж конструкций такую метабу возили по командировкам . К ней ещё длинный стол или лоток нужен чтобы разделываемая труба ровно и однообразно ложилась . И всё равно рез не идеальный , диск от нажима играет и хоть чуть но косой распил . В общем фигня по моему , если напилить быстро и не совсем криво то пойдёт , если надо идеально то лучше размечать угольником и мелкой болгаркой .
-
Здравствуйте. Это точно? Если посмотреть на фото там видно, что лопасть сварена со ступицей воедино, то есть лопасти сперва по высоте были больше ступицы, потом механически обработаны в размер. И вот место обработки, стык, вообще не виден. То есть металл сплавился полностью.
Насколько я понимаю, только при таком условии можно обеспечить достаточную прочность лопасти.
Нагрузка на нее будет немалая, обороты 2900\в минуту, подведенная мощность 37 кВт/5, водная среда с кавитацией, возможно галька, песок и прочие механические повреждения.
Мне казалось что как раз аргон позволяет варить с минимальным тепловложением в деталь и максимальным качеством шва.
Или ошибаюсь?
И то, что идет стык деталей с разной толщиной, да еще и угловой, потребует хорошо прогреть более толстый металл, ступицу, чтобы не было непровара. Или опять ошибаюсь?
Если электроды, то какие порекомендуете? ESAB УОНИИ 13\55 или L52U Kobelco? Диаметр, токи?
Если электроды, то какие порекомендуете? ESAB УОНИИ 13\55 или L52U Kobelco? Диаметр, токи?
Слабое место не шов будет а околошовная зона пера лопасти , на шве сечение металла в разы больше .
И самое минимальное тепловложение полуавтомат даст , аргон самый "горячий" метод .
Электроды лучше всего попробуйте разные на образцах из тех сталей что будет втулка и перо , что будет максимально пластично на прихватках то и используйте .
-
1
-
-
Надо сварить гребной винт. Лопасти 2 мм, ступица цилиндрическая 70 мм, толщина 5 мм, материал для начала Ст.3. Лопасти перекрываются, расстояние между ними примерно 2 см.
Можно ли это сделать электродами и инвертором?И если да, то какие надо выбирать?
Насколько я понял чтобы хорошо проварить корень лопасти надо расплавить металл самой ступицы, значит электрод нужен 3-4 мм и ток не менее 160 А, правильно?
При толщине лопасти в 2мм вам катеты швов однозначно гарантируют прочность даже без 100% провара насквозь корня лопастей .
Лично я за электрод или полуавтомат . Аргоном фигня будет - и бессмысленно и сильный перегрев и втулки винта и металла лопасти .
-
Гидрострелка из труб , сам разделитель из 89 , вход-выход дюймовые , общая обратка радиаторов полтора дюйма , соски контуров 3/4" . Котелок 35кВт . В котельной ремонта нет на фото всё страшненько ))


-
2
-
-
хочется верить написанному производителем, у них як не як сертификаты все дела
Производитель скромно не афиширует на какой дельте температур эта пиковая мощность секции )) А если залезть на сайт производителя и порыться в доках то там есть графики теплоотдачи . И там сразу видно что к реальности ближе дельта 50* , а это даже на самых прекрасных радиаторах 120Вт )) По факту считай 100-110Вт не ошибёшься .
-
Биметал 1 секция - 0,19 - 0,2кВт( зависит от производителя и качества)
аллюминий - 0,19кВт
Забудьте вы эти фантастичные цифры , их можно только на теплоносителе +110..120* получить ))
Реально ~100..110 Вт с секции хорошего алюминиевого радиатора при подаче +80*
-
гараж свой , а отопление в нём общее . трубы идут из бокса в бокс . забор воды с отопления строго запрещён ! но руки помыть тёпленькой очень хочется . вот . отключить воду нельзя . если что то пойдёт не так и я поплыву - мне хана ! выручайте !
А зачем такими сложными путями идти ? На регистр/трубу отопления положил несколько полторашек с водой и пока работаешь они тёплые станут . В рукомойник воды с них налил да пользуйся . Полторахи хватает и морду умыть и руки с порошком отмыть .
-
5
-
-
Когда выбирал вторую гайку хотел сэкономить. Почитал, что производитель не рекомендует использовать гайку на болгарках от 150.
Не могу ничего возразить , когда свои гайки покупал никаких пояснений что гайка не для больших болгарок на блистере не было . Но повторюсь работает минимум десять лет нормально .
-
По ним пирамиды строили!

Но самая тема, при больших объёмах, лазерный измерительный инструмент. Хотя дальномеры у меня вызывают скепсис, но углопостроители и нивелиры сильно облегчают монтажные работы.
И зря кстати . Цех перекрывал каркасом под натяжные потолки , плети варили из профильной трубы , и замер пролётов 18+ метров и сборка плетей с контролем длины дальномером давали очень точное схождение , погрешность меньше двух миллиметров .
А вот лазерный отвес/уровень требуют обязательной предварительной проверки . Лично столкнулся с тем что на Karpo горизонт "конусом" был.
Ротационный Hilti тоже подвирал немного , когда по отметкам диагональным переставлял то луч на дальние отметки уже с ошибкой приходил ))
-
1
-
-
одно плохо. На 230 болгарке плохо ведет себя. Незачёт
Одна вся дорогу живёт на большой болгарке , сейчас на бошевской 230/2.5кВт )) До неё быстро сдохло две бошевских гайки , эта жива уже лет десять

-
AEG fixtec самая отличная гайка , в эксплуатации пару штук уже лет десять точно , бошевские курят в углу .Есть макитовская похожая и AEGвская(ненравится).-
1
-
-
Линкольн V-350Pro, Grovers WSME200 AC-DC Puls ... Это то, что только на ум пришло. Именно ВАХ. А не обвязка управы и интерфейса.
Как-бы речь шла о ММА инверторах . Многорежимники как аргумент приводить некорректно
-
И форсаж дуги, в зависимости от сварочного тока, тоже RC цепочкой задаётся?
Ну если схемотехника инвертора не обеспечивает на малых токах ток КЗ в 2-3 раза больше рабочего то да - нужны костылики в виде форсажа , уж как это делается - отдельным компаратором или процессором не суть важно , но это мы в сторону отскочили .
Так на каком аппарате ВАХ процессором задаётся ? ))
-
Вы не совсем правы. Ещё нужны для формирования оптимальной ВАХ, для нормально работающего ограничителя НХХ.
Это в каком-же аппарате ВАХ именно процессором формируется ? )) И нафига ? В любом косом мосту ВАХ и без всякого процессора задаётся RC цепочкой .


Напряжение холостого хода, arc force, форсаж дуги.
в Ручная дуговая сварка — ММA
Опубликовано · Изменено пользователем road64
Термиты насколько помню из всей линейки только у одного или двух ММА аппаратов регулируется старт и форсаж . Про лазание и перепайку в плате Форсажей ... ну на любителя , кто-то не задумываясь полезет а кто-то делать не будет наотрез ))))
Про импульс в ММА моё сугубо личное впечатление что штука ненужная , по крайней мере в той реализации что пробовал плюсов не увидел вообще никаких , а вот дискомфорта для глаз от пульсирующей дуги вагон с тележкой )) Может где и хорошо сделано , спорить не буду , то что своими ручками пробовал плюсов не давало .