lazycat
-
Постов
125 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент lazycat
-
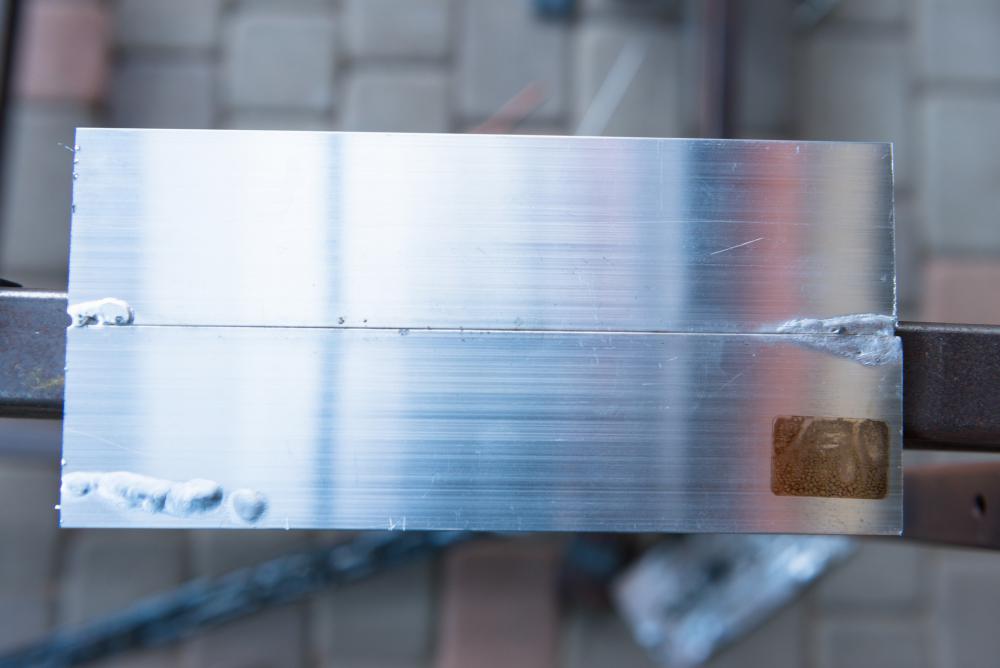
Поменял баллон. Пробовал варить тонкий алюминий, примерно 0.8 мм, разными настройками импульса. Базовый 15А, пиковый 23А, частота 200Гц, заварка кратера 18А, спад 2 секунды. Импульс 0.5Гц, 50 процентов, такой поставил, потому что как раз успеваю перемещать горелку и подавать пруток. Решил попробовать маленькие швы и держать горелку на расстоянии 2-3 мм. Подкладки не делал, это фигурный профиль, правило штукатурное, нарезанное на куски на торцовке, и никак подкладку изнутри не сделать. Шов на самой пластине получается хорошо, ровный, без проплавлений, сразу образуется ванна примерно 5 мм, а вот на краях никак. Прожигает и плавит, не получается их сварить. Как вообще такое сваривать? Если вести шов по поверхности и подсовывать пруток, чтобы немного охладить ванну, то получается часть шва проварить, но потом опять прожигает. Или подкладка с тонким алюминием обязательна? Пруток брал 1 мм, и тот закончился, с 1.6 или чуть толще, думаю, было бы проще. Несмотря на то, что края пока не сварил, все равно уже намного лучше получается.
-
Конечно, обязательно сфотографирую и закачаю, иначе сам могу не заметить ошибок. Сварить есть что, даже несколько вариантов. Стойки для штанги, каркас под акриловую ванну, раскроечный стол для фанеры и прочих листовых материалов, да и верстак надо, под сверлильный и под фрезерный станочек. Понял, и спасибо всем участникам темы! Очень сильно помогаете, все становится просто и понятно. Не удержался, попробовал варить с импульсом утром, остатками аргона, до работы В самом деле после объяснений что и как все нормально настроил и на куске алюминия, и на стали, даже нормальный шов получился. До 0.7 Гц можно подавать присадку, но лучше меньше, иначе получается неровный шов. Чем меньше процент, тем реже импульс. На разнице базового и пикового тока в несколько десятков ампер очень хорошо видно.
-
Согласен, но неудобно просто много вопросов задавать и лишний раз надоедать, стараюсь что возможно понять из книг и видео, а что не получается, уже спрашивать. Горелку вроде научился относительно ровно вести и не окунать электрод каждую минуту в ванну, пруток подавать тоже, и алюминий уже лучше варится, с проваром. Но надо двигаться дальше, поэкспериментировать с импульсом и что-нибудь сварить практически, как раз есть что, стойки под штангу, только металл купить осталось. На практику все старые запасы ушли
-
Вот теперь совсем понятно, еще раз спасибо! Это, помимо непоняток с соотношением герц и процентов, и было непонятно, а поэтому не давало использовать частоту правильно. Для тонкого металла должно быть очень удобно, если правильно настроить. С обычными режимами, с Вашей помощью, уже разобрался, пора переходить к импульсу. Завтра баллон постараюсь поменять, и буду учиться дальше.
-
@selco, попробую завтра базовый ток 25 и пиковый повыше, те же 150А, большое спасибо. Тогда еще вопрос, а вообще длина импульса от чего считается, от какой базовой величины? @SergDemin, писал, что 0,5 герца это 2 секунды. То есть, 1 герц получается короче, и это примерно 1 секунда, 2 герца 0,5 секунды?
-
Камрады, извините за очередной вопрос, но все же поясните, как считать соотношение импульса и процента правильно. Например, для простоты на постоянном токе. В мануале не слова об этом. Если с частотой тока и баланса на переменке все просто и понятно, то с импульсом пока не очень. Сегодня много вертел импульс, но без вашей помощи не не разберусь. Ставлю например базовый ток 70А, пиковый 85А для металла 2 мм, 0.5 герца и разный процент, от 1 до 90, без присадки делаю шов. Чем процент ниже, тем заметнее мелкая чешуя, на 90 процентов получается просто неровная поверхность. С присадкой особой разницы не заметил. Для чего вообще сотни герц импульса и как их используют? 1. Если поставить 0.5 Гц частоту, и 1 процент, то это 1 процент чего, паузы или импульса за цикл? 2. Основной параметр импульса частота в герцах, а процент влияет на длительность импульса относительно паузы?
-
@mehanik1102, еще не перетрудился, опечатка, конечно же 2 мпа. А было около 15 на полном.
-
Постоянкой и переменкой варить научился и ток поднял, как рекомендовали, в самом деле получается лучше. Если раньше ставил 120А для 4 мм стали, то теперь 130-135А оптимально, выше уже прожигает. И сварил вполне неплохой угловой шов, с проваром и без бугров. Заканчивается баллон аргона, уже 20 Мпа осталось. С импульсом пока сильно не вникал, пробовал 0.5 Гц с разным процентом, до импульса еще доберусь. Пробовал настроить для стали, из соображений: базовый ток поддерживает ванну расплавленной, а пиковый долбит импульсом с частотой 1 раз в секунду, как метроном, и в этот момент тыкать пруток. Это примерно 110А и 140А.
-
Каждый день изучаю, накачал учебников, но все равно иногда вопросы возникают. Ну и практики конечно как минимум пару метров шва в в день, чтобы навыки наработать. Алюминий это чтобы понять, как частота тока влияет на шов, очень заметно влияет. В импульс пока вообще не лезу, потому что надо сначала более простое усвоить, чтобы совсем не запутаться. Теперь вроде теорию в общих чертах понял. @selco, спасибо еще раз за подсказки, ток попробую добавлять, просто побоялся прожечь, но уже на практике понял, что алюминию тока надо на одинаковой толщине больше, чем стали, иначе непровар, а если с подкладкой то и больше. Ставлю по таблице, а потом корректирую, так для стали можно сказать табличные данные совпадают, а на алюминии поднимать как минимум на 10 ампер приходится. Частота вообще очень интересная штука, на 200 Гц дуга другая, не такая как на 20 Гц.
-
@Куликов_И, спасибо за совет. 200 герц было на алюминии, чтобы посмотреть, как влияют герцы на ширину дуги. Провара на алюминии с обратной стороны почти нет, проникновение ванны примерно чуть больше половины толщины материала, пилил и смотрел, но это потому что с подкладкой, надо дабавлять видимо ток. Без подкладки провар на этих настройках есть, надо быстро вести шов, чтобы не проплавить. А сталь просто на постоянке, без импульса.
-
Вот что получается по алюминию. В конце шов поплыл, потому что зацепился рукой с прутком за струбцину, на начале шва регулировал ток. Пластины 2 мм. 200 Гц, ток около 80А. Обратная сторона пластины, где поплыл шов, слишком сильный провар. Угловое соединение и соединение двух стальных пластин 4 мм. С угловым пока не очень получается. Все без опоры под руками, на весу, почти на уровне пола. С опорой результат получше, кроме углового соединения.

-
Я только начал тиг осваивать, но вообще не сравнить с полуавтоматом, намного больше возможностей, даже не по видам металлов, а как раз по управляемому процессу формирования шва.
-
@Вад11, понял, тогда пока продолжу и так. Уже лучше получается, сегодня сварил метра полтора шва. Надо бы сварочный столик сделать хотя бы самый простой, куплю железа сделаю. TIG это очень классная штука.
-
Сварил 10 угловых швов, только последний ничего так получился, неровный, но сплошной. Главное практика, то прутком электрод ткнешь, то электродом в стенку. Еще и делаю все на весу, по совету Selco в теме, обе руки без опоры вообще, с опорой намного проще. Подскажите, и дальше так тренироваться, или все же лучше на столе, с опорой локтей?
-
@psi, спасибо, завтра буду пробовать, сегодня заготовил много полосок для углового шва и профтубы, часа два потратил чтобы снять ржавчину проволочной насадкой и потом еще лепесковым кругом, и нарезать плазморезом.
-
С вашей помощью, стали получаться уже нечто похожее на швы. С угловым стыком еще не очень ровно, сегодня сварил шесть штук длинных, с обоих сторон, но это все просто требует практики. С прямыми швами получше. Оказалось, если опереть локти на что-нибудь, то швы вполне получаются. До этого пробовал на весу. Пробовал приварить перпендикулярно тонкую деталь отрезок профтрубы 50х25 2 мм к полоске 4 мм, подскажите пожалуйста, как в этом случае правильно варить? Или нет ванны, потому что ток для массивной детали мал, или прожигается тонкая. Если греть полоску, все равно оплавляются края профтрубы. Или надо просто быстрее работать?
-
@Вад11, был, а вот в комсомол не успел. Галстук пионерский тоже хорошо помню как завязывать C именем это точно, уже не просто буковки на экране. Но по старой привычке редко где его указываю. Спасибо за подробное объяснение! Задействую снова, получается очень полезная функция. Не сдавал, Союз развалился. Но предмет хорошо представляю Понял, о разогреве электрода и паузе перед образованием ванны, когда видно, куда идет дуга, но металл еще не плавится. Вот этим и занимаюсь по вечерам, по паре часов, основное вроде представляю, хотя с частотой переменки например сложнее, ее еще надо понять зачем она и как влияет, но это видимо позже, пока все равно на постоянке. Сварог Е201. Говорили о токе дуги, от которого он нарастает до рабочего. Циклограмму понимаю, предгаз, потом стартовый ток и время его нарастания, основной или пиковый ток дуги, на котором и происходит сварка, потом время спада и ток заварки кратера, и постгаз. На постоянке еще какой-то параметр есть, с ним пока не разбирался, Ну и частота тока, тоже не все понятно.
-
Отключил, без него удобнее. Приходится подбирать ток, чтобы появлялась ванна, но не прожигались кромки, вроде стало получаться. Пробовал сегодня прихватки делать, тоже получилось. Имя у меня есть, Ярослав. Основы изучил, просто в видео и разных текстах называют разными терминами, поэтому и путаюсь. Спасибо за терпение, сам понимаю что некоторые вещи спрашивать вроде как и глупо, но ответов сам найти не смог, хотя искал. А есть вещи, которые разные люди преподносят с противоположных точек зрения, и непонятно как правильно, не раз встречал. Поэтому лучше спросить у мастеров, тут на форуме. Ну, Ленина было бы странно не знать, с учетом, что всю школу в пионерском детстве его упоминаний было ну очень много И в этом он полностью прав. Оказывается, сваривать листы 4 мм внахлест несложно, и шов получается отличный, особенно с прутком 3.2 мм, хотя и 1.6 тоже нормально.
-
Основной это который посередине циклограммы, основной на котором варим. Может термин неправильный, читал где-то. А я про тот, который на подъеме, после продувки и про ток спада для заварки кратера. Он есть и на постоянке, поэтому про него спрашиваю. Пробовал приварить отрезки профтрубы перпендикулярно, пока почти никак не получается. Или плавится труба и получается дырка, или нет ванны. Запаял конечно с прутком, так, что не видно, но все равно, надо нарабатывать. Зато приварить встык одно удовольствие даже без прутка, и с прутком тоже стало получаться, и с деталями в 2 мм одна от другой, а также получилось запаивать дырки. Спасибо еще раз за советы! Хоть что-то стало получаться. Вот что значит мало опыта.
-
@Anton VL, @psi, я так и делаю, учусь на обычном металле. Сплавлять детали без прутка уже стало получаться, очень интересное занятие. А пульс уже так, просто чтобы иметь представление, что это и для чего. Алюминий пока отставил в сторону, хотя купил несколько шин, но сначала думаю наработать практику с горелкой и прутком, а потом уже переходить к алюминию. Нержу тоже не трогаю, не хочу испортить. Вот кстати, забыл еще спросить. Как правильно рассчитывать токи и время подъема и спада дуги для черного металла? Например ставлю 80А основной, 35А ток подъема и такой же спада. Но есть ведь наверное метод, как их правильно регулировать. На форуме и просто в интернете искал. Если правильно понимаю, то это ток предварительного разогрева ванны, потом основной ток дуги, который расплавляет металл, и ток спада уже для заварки кратера. Примерно подбирал подходящий, но думаю, его можно рассчитать заранее.
-
@selco, спасибо! А то запутался немного, вроде в теории так, а на практике как оно действует пока почти и не проверял. Есть идея использовать импульс для тренировки в добавлении прутка, чтобы получалось равномернее. Еще пара вопросов, насколько правильно разгонять ванну дугой в ширину, до 5-6мм, в случае сварки массивных деталей вроде полоски 4 мм? Или лучше просто вести горелку, без поперечных перемещений? И какой делать шаг после добавления прутка, наполовину пятна ванны или больше? Насколько перемещать дугу, при условии, что плавится металл хорошо, и ванна перемещается с горелкой? Смотрел много видео по технике сварки, но так и не понял, там кроме дуги мало что понятно. Угловое соединение стало намного лучше получаться, спасибо @валера1963 за совет, пробовал, пока без прутка, но и без него неплохо получилось, проплавляет при таком методе перемещения хорошо, когда переводишь дугу то на одну поверхность, то на другую, и сплавляешь их в одну ванну.
-
Поставил газовую линзу и сопло 6, уменьшил газ до 7 литров. Пробовал варить профтрубу встык без прутка, получилось отлично, можно шлифовать и шва будет не видно. Не поленился распилить, с обратной стороны сплавлено так же ровно, как и с лицевой, а вот с прутком так себе, с обратной стороны нормально и ровно, а с лицевой не очень ровно. Ток стараюсь подбирать такой, чтобы образовывалась хорошая ванна не больше чем за 2 секунды. Но и с прутком уже получается подобие шва. Попробовал из интереса переменку с пульсом, поставил 1.4 пульс, а вот с процентами как быть, правильно понимаю, что чем меньше процент пульса, тем короче импульс?
-
@Вад11, в машину баллон как раз по длине влезает, если сидение разложить, погрузить смогу, хоть и тяжеловат он, но времени с работой не хватает, ехать на другой конец города по самым пробкам вечером. Это первый баллон, как закончится, посмотрим, то ли обменять, то ли заправить его, если в выходные.
-
Можно дешевле, если самому везти заправлять, видел и по 900. Но одному баллон ворочать тяжело, особенно в машину и из машины, а тащить по прямой вполне можно. Если просто поменять баллон с доставкой нового, то от 1200 до 1650.
-
@Вад11, СПАСИБО, очень воодушевляет на дальнейшую учебу. Очень постараюсь, отсюда и столько вопросов возникает, а готовые ответы не всегда есть. Вот еще трубу нержавейку надо, и на ней практиковаться. Такими темпами, баллона хватит дней на 10, при расходе от 6 до 10л. @SergDemin, Нет, сразу конечно такого результата не добиться, фото были просто для примера идеала. С проваром немного разобрался, по аналогии с полуавтоматом, дырки прожигать уже перестал, и с обратной стороны шов проступает. Без присадки тоже понял, как надо прогревать и вести горелку. А вот с равномерной подачей присадки и угловым соединением пока не очень. На алюминий пока не отвлекаюсь, сначала надо с железом научиться. Сегодня благодаря Вам узнал и понял еще больше. Быстро расходуется, на выходных много пробовал, а так вообще 1500 замена баллона на полный. Расход ставил и 20 литров, но ненадолго, просто понять, как влияет на дугу. Потом ставлю расход 6-8 литров. Постгаз 6 секунд, предгаз 1.