

Vovka123
-
Постов
735 -
Зарегистрирован
-
Посещение
-
Победитель дней
5
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Vovka123
-
-
Вот тут оно, как родился) http://websvarka.ru/talk/topic/1867-prisposobleniia-svoimi-rukami/?p=48993
Второй день думаю из чего валы сделать, станину то не проблема собрать.
-
варил в один проход.
Странно звучит...
-
 1
1
-
-
Начал работу я с апгрейда трубогиба. Так всегда, пока гром не грянет... Стоял он стоял полусделанный, но гнул, тем я и обходился. А тут надо наварганить 72 одинаковых дуги. На глаз всяко было бы трудно.
А можно по больше фото трубогиба?! Давно уже хочу себе сваять самодельный, а то при помощи собственных рук, газореза и какой-то матери уже надоело гнуть.
-
- Популярный пост
- Популярный пост
Погода вынудила построить шалаш...


-
15
-
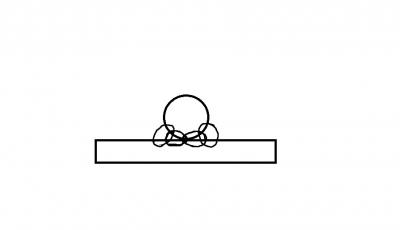
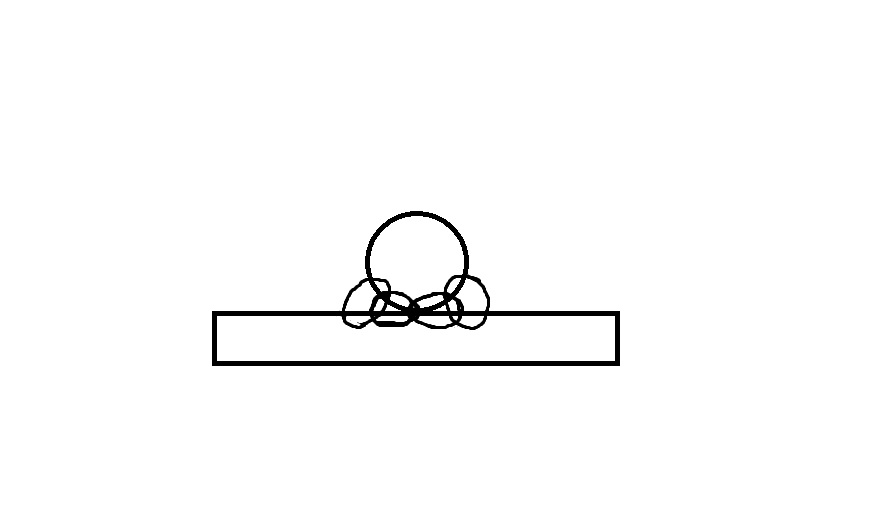
@Vovka123, примерно так я себе и представлял, правда без зазора сложнее. Уместен ли зазор в таких соединениях? Если да, то должно получится полное сплавление прута и швеллера, по всей плоскости.
Как то так:
-
@Vovka123, ну да, проварить стык круглого и плоского - это интересная задача. Зазор был, если да - то какой? Правда, очень хочется попробовать (я вроде к вертикалам, на толстом металле уже привык, вдруг и тут получится), этот узел ведь часто встречается на практике.
Зазора нет. Ну на самом деле все просто, корневым проходом как бы запихиваем метал в зону соприкосания прута и швеллера, чистим и делаем заполнение-облицовку вторым проходом.
-
@Vovka123, прут расположен как раз так, как я и думал (это значит, что эксперимент неизбежен
 ). ММК наверное не найду, попробую взять какую-нибудь другую бяку (хорошими электродами работать проще и приятнее, но и все остальное игнорировать не стоит, нужно быть готовым ко всему ). Вообще, чувствую удивлюсь, на вид - просто, но наверное меня ждут какие-то "грабли". Попробую на разном токе.
). ММК наверное не найду, попробую взять какую-нибудь другую бяку (хорошими электродами работать проще и приятнее, но и все остальное игнорировать не стоит, нужно быть готовым ко всему ). Вообще, чувствую удивлюсь, на вид - просто, но наверное меня ждут какие-то "грабли". Попробую на разном токе.P.S. Жадные начальники - враги рабочего класса
 .
.Сложность проварить место соприкосновения прута и швеллера, не шлаком забить, а именно проварить=) Желательно 2 прохода. На данном изделии контроль визуальный, но все равно старался варить в 2 прохода, хотя можно было просто нарисовать красивую облицовку.
-
@Vovka123, может, у разных производителей, УОНИ сильно разные (по текучести ванны)? У меня ESAB, нужно будет взять на пробу пачку ЛЭЗ (многие их ругают). Прут к швеллеру приваривался вдоль? Может ванна узкая (хотя, если вдоль варить, можно довольно широко размахнуться), я такие-же проблемы испытывал с OK-48.04 4-мм, вроде поначалу нормально, потом потекло вниз. С УОНИИ, мне вертикал в радость (в отличии от рутила), в понедельник попробую приварить прут к плоскости, нужен эксперимент
(вдруг все сложнее чем кажется, никогда не варил прут к плоскости).Для наглядности, покажу само изделие. Не спорю, ММК очень некачественные, ЛЭЗ - от партии к партии, как лотерея. А ESAB только за свой счет если, начальники ЛЭЗ то нехотя берут, дороже ведь на 100 рублей!


-
2
-
-
- Популярный пост
- Популярный пост
Как же я люблю весну...


Чуваши как всегда в ударе, монолит кривой во всех плоскостях, в горизонтальной 7 см перепад...

-
17
-
Володь, тут без зазора и цельный метал. Куда течь?
Сопля вниз стекает, из ванны вытекает капля и скатывается на шов. Пол года назад, мне нужно было заварить 200 швов по 15 см, вертикалы. Варился 20 прут к 16 швеллеру(РЫМы нужно было приварить прозе говоря), УОНИ 13\55 3ка ММК\ЛЭЗ. Так вот на холодную 86 ампер по амперметру инвертора, на горячую(другая стороная прутка) 79 ампер, на таких токах метал как с клеевого пистолета ложится.
-
Можно немного поделится? Швы не по делу, а для закрепления навыков (хотя тоже вроде дело
). Посмотрите если не трудно, как специалисты, может я какие косяки не замечаю?Немного вертикальной "облицовки" (канавки, не особо ровные - около 5-мм шириной, проточены УШМ, потом заварены) электроды УОНИИ 3-мм, ток - 90 А, старался без подрезов и поровнее.
 Можно пожалуйста название аппарата?! Просто у меня на 90А уже течет УОНИ на вертикале
Можно пожалуйста название аппарата?! Просто у меня на 90А уже течет УОНИ на вертикале 
-
1
-
-
уони 13-65.
ЛЭЗ?! Угадал?
-
- Популярный пост
- Популярный пост
Немного готовой продукции последних дней



-
17
-
Не знаю как в других городах, у нас на стройках, раздолбайство полное, рутилом варят все и вся. Теперь по теме: проще взять основной электрод и заварить, чем изобретать велосипед!=)
-
2
-
-
@selco,не вижу смысла в таких перчатках,если уж тряпочные,то можно и в обычных.Я работаю в обычных тряпочных,15-20 р.не жалко,хватает примерно на неделю одной пары.Лежат и кожанные,но жалко мне их,работа не с чистыми деталями,быстро покроются маслом и грязью,а тряпочные не жалко.
Использую такие, хватает на неделю, стоят копейки, брызгами не прожигаются.
http://www.kz.all.biz/img/kz/catalog/133240.jpeg
-
1
-
-
Именно так , иначе такие вещи варить не умею
Аналогично, тоже не представляю как макароны с 3 мм стенкой по другому варить, только тока у меня по больше и проволока 0.8. Последний раз варил отопление, вольтаж 22, подача 7 примерно, ампер не знаю сколько, аппарат с синергией.
-
1
-
-
Одному моему хорошему знакомому нужен ПА, в основном для колымов, бюджет 20~ т.р. Аврора, Сварог миг160 или что-то этого уровня. Беда в том, что живем мы в Ж, тут нет ничего и ничего вообще, а если и есть то ценник завышен прилично. Хотелось бы узнать где можно заказать подобные аппараты с доставкой, без рисков.
-
Уже в сотый раз убеждаюсь в прелестях ПА - сколько сил , нервов и времени сэкономил .
Завидую вашему терпению! Сварка была с прерыванием дуги? Или мне кажется?
-
1
-
-
Последние пол года, с тех пор как последний адекватный напарник уехал покорять севера, все конструкции изготавливаю в гордом одиночестве. Сей факт начинает меня раздражать так, как третьей руки порой не хватает, благо магнитные помощники выручают.
Зародыш пандуса

Половинка пандуса, больше не осилил сегодня.


-
9
-
-
Тут ты прав! Великое счастье с удовольствием идти на работу и получать от нее удовлетворение, моральное и материальное.
Бесспорно, но такое возможно только работая сам на себя.
-
2
-
-
Одно из самых лёгких в исполнении на мой взгляд. Когда набивал руку, мысленно проговаривал 123, во время остановки на краях дуги (пауза составляет в районе 1,5 секунд).
Имхо, но это шов широкий, не для таких толщин.
На таких толщинах можно просто на маленьком токе, плавно вверх вести без движений. На толстом же либо как вы показали, либо треугольником(я про угловой вертикал), то есть втыкаем электрод в угол, а потом как бы размазываем по стенкам и таким темпом идем вверх, погрели центр, - размазали по стенкам.
-
@Oswer, УОНИИ это аббревиатура из СССР. Там целая история. А сейчас это превратилось в торговую марку, и зачастую там пишут УОНИ. На форуме где-то есть подробности этого, но я не нашёл.
Универсальная обмазка научно исследовательского института, если не ошибаюсь, МР - Монтажный Рутиловый, ОЗС - какой-то там опытный завод. На материаловедении мастер рассказывал, давненько уже было, а помню
-
Остановилась на 2 фирмах Форсаж 161 (нашла у нас его за 10500 руб + кабеля) или Сварог. Мужу покажу, пусть сам определиться за, что мне платить.
Большое всем спасибо за помощь и за то, что не бросили бедную девушку в биде.
Против "Форсажа" ничего не имею, но посоветую вам взять сварог z203(205), проверенный в бою агрегат.
-
1
-
-
Здравствуйте. Покритикуйте пожалуйста мои работы. Пошел 5-ый месяц моей работы сварщиком. В основном работаю П/А, 2 недели как осваиваю РАДС. Немного леплю электродом.
Трудности с подъёмом вертикала П/А (на спуск всо очень хорошо) и РДС. Но у меня в наличии для опытов железки до 3 мм. Не отказался бы от совета, кто какие производит манипуляции. Интересуют красивые и качественные швы
Неплохо, но проси у начальства 0.8 проволоку, она универсальна как тройка электрод, сразу разницу почувствуешь. По поводу вертикала, настраивай аппарат, 1.2 конечно проблематично на таких толщинах, но попробуй. Я лично не заморачиваюсь, когда мне надо варить во всех положениях не очень ответственные конструкции, вертикал поднимаю с прерыванием дуги. Если же конструкция серьезнаю, то начинаю крутить аппарат, по моим шкалам(сварог 250) угловой вертикал поднимал на 6-7 метров подача, 18 вольтаж, металл был пятерка.
По поводу РДС, если научишься варить ручкой, то с остальными типами сварки проблем не будет, так что больше времени ей уделяй. Вертикал очень даже годный, колебательные движения какие были?
-
1
-












Сварочные швы
в Фотогалерея
Опубликовано
Я когда на ЖБИ в РМЦ работал, таких вот вертикалов сварил наверное километр=) . Изготавливали\ремонтировали формы для отливки ЖБ изделий, контроль там жесткий, тетки дефектоскописты очень злые и дотошные, срезал не один десяток швов. К приспособлениям для строповки(рымы, проушины итд) очень высокие требования.
Ошибку корневого прохода ты понял сам! Тока конечно можно было и поменьше, но главное запихать металл в зону соприкосновения деталей, на внешний вид корня можно не обращать внимание, главное провар.
Про облицовку, не знаю получится ли объяснить словами, это нужно видеть! Я использую 2 варианта: короткие перебежки с кромки на кромку, то есть погрели одну сторону(посчитали в уме 1-2-3 ), перешли на другую и таким образом идем вверх, - таким способом шов получается не особо красивый внешне, но подрезов таким образом меньше, сугубо личное наблюдение. Второй способ, плавные горизонтальные колебательные движения движения, шов красивый если руки не дрожат и скорость равномерная.
), перешли на другую и таким образом идем вверх, - таким способом шов получается не особо красивый внешне, но подрезов таким образом меньше, сугубо личное наблюдение. Второй способ, плавные горизонтальные колебательные движения движения, шов красивый если руки не дрожат и скорость равномерная.
Зазор при таком соединении не приемлем, кругляк автоматом дает разделку кромок