

termsl
-
Постов
43 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные termsl
-
-
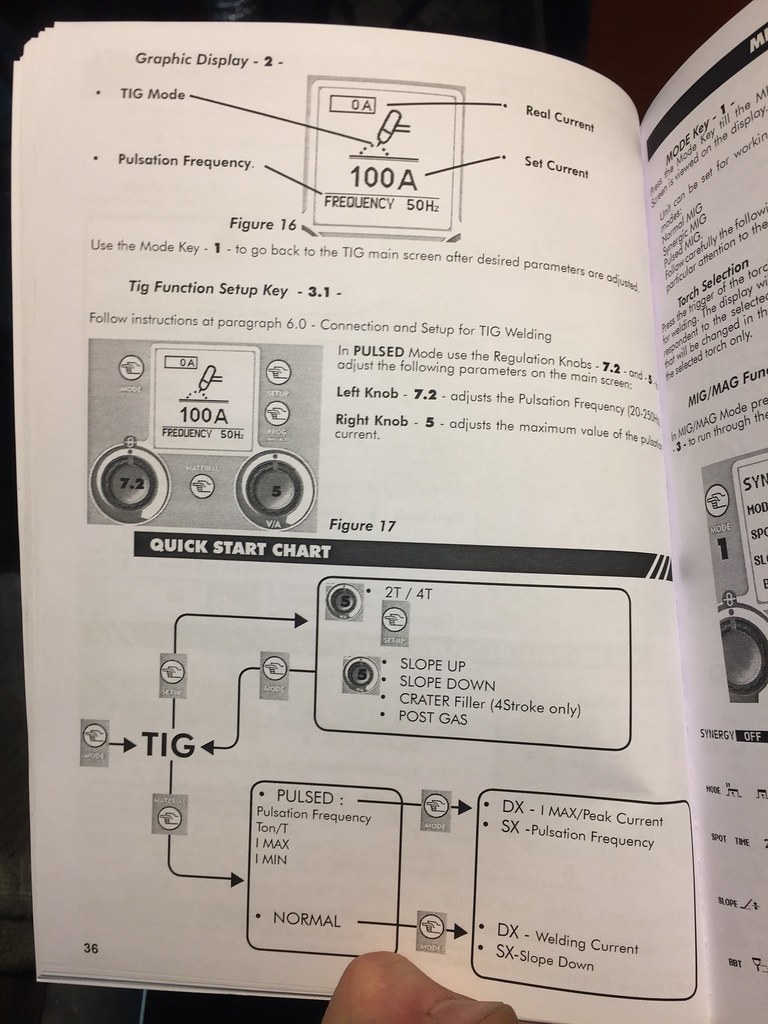
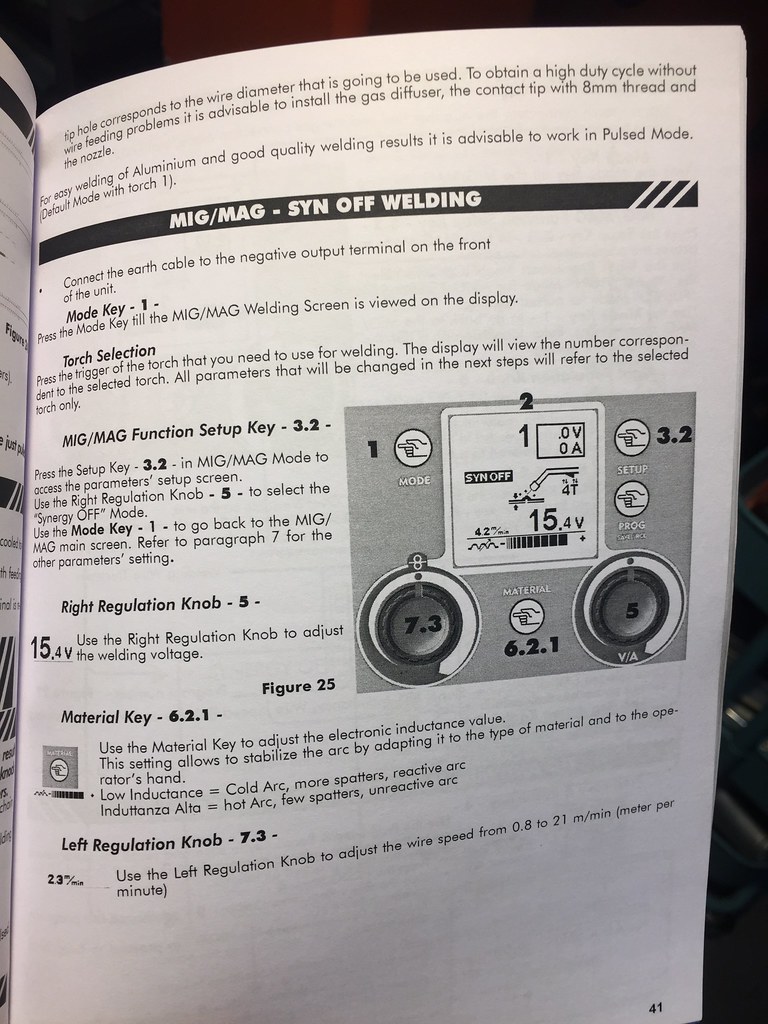
Высоту дуги регулировать, ручка левая. В какую сторону крутить, зависит от режима сварки. Т.е. опытным путем вылавливаю.
А наушники... Давно беруши использую. Один раз воткнул и так и хожу. В общем и говорить можно и не глохнешь. Беруши высокие частоты пропускают и голос слышен даже в очень громких помещениях. Конечно когда тихо
 то лучше снять... Но если ни кто не отвлекает, то так целый день и хожу.
то лучше снять... Но если ни кто не отвлекает, то так целый день и хожу. А то иногда после УШМ и т.п. звенит долгое время в ушах.
Вот на опыты, в этот раз не было простора.
Про беруши доктора плохое говорят, а с наушниками- можно одним движением одно ухо освободить или скинуть совсем, да и когда руки грязные- доставать, обратно вставлять тоже не полезно, но это на свой вкус и цвет всем фломастеры.
А в целом приходится так работать:

-
 5
5
-
-
@termsl, беруши и металлообработка для меня не разделимы. Я постоянно в берушах работаю и когда даже УШМ включаю. И еще маской для дыхания надо бы... но не всегда под рукой.
Прошу прощения за замечание - брызги есть. Интересно с чего они там?!
Хотя сам шов хороший получился. 
Я в наушниках с металлом, но они под маску не лезут
 , беруши есть, но тааак лень.
, беруши есть, но тааак лень.Замечания всегда ценны, брызги- не было на чем потренироваться, делал с одной попытки, куда в следующий раз смотреть, чтобы количество брызг уменьшить в данном случае?
-
1
-
-
Надеюсь экскурс в фототехнику закончен?))
До сегодня в основном работы у 230 были прихваточные, дальше варил ТИГом, но все равно, отмечу, толстяк в этом плане удобен более чем, даже есть спец режим прихваток, но это для чего-то длинного и объемного, просто ручной режим:
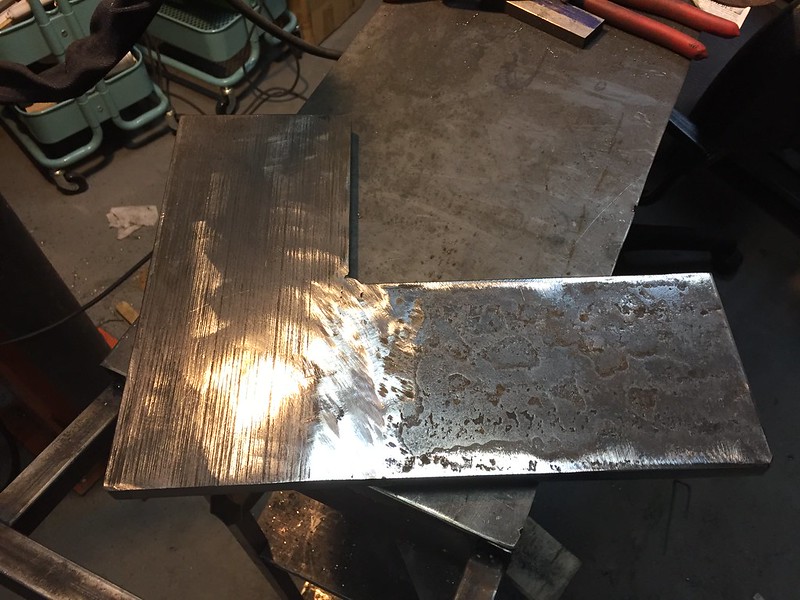
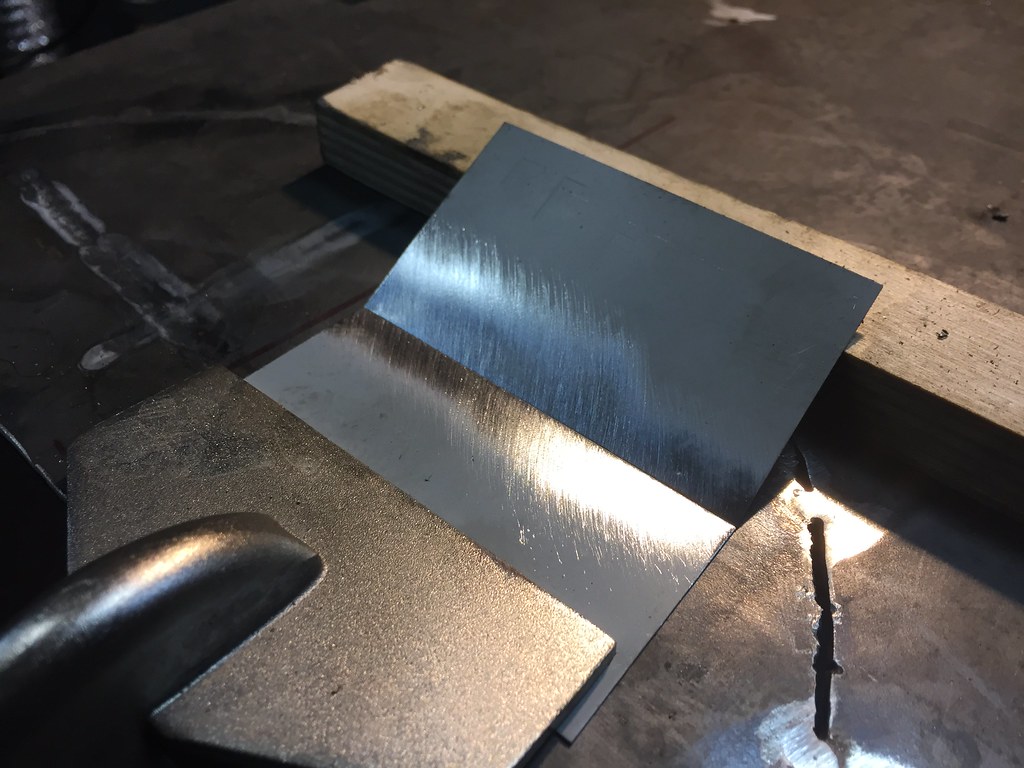
Вчера надо было сварить две плиты 20 мм толщиной "в стык", решил сваривать с разделкой кромок, чтобы сильно не пылить, торец одной "разделываю" на ленточке:

Вторую- в рукопашную, стыкую


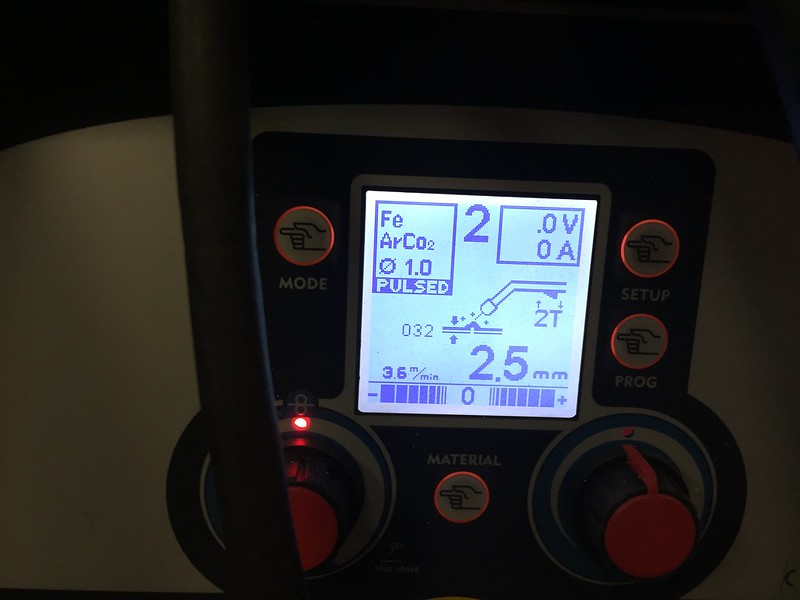
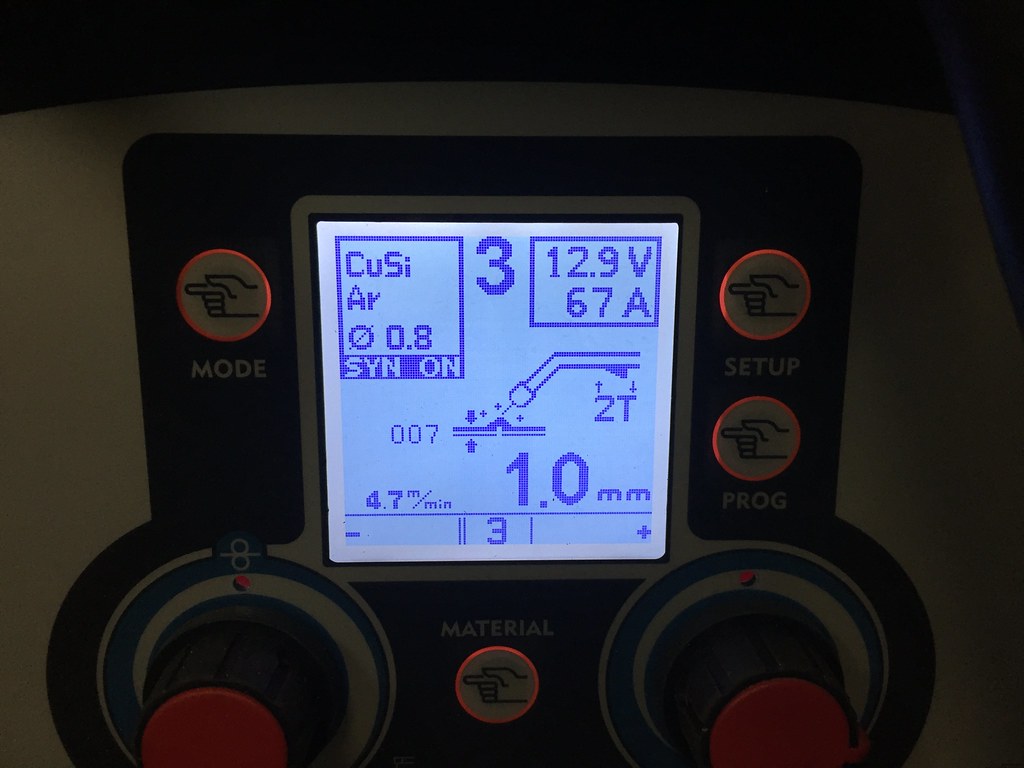
Настройки:
Первый проход:

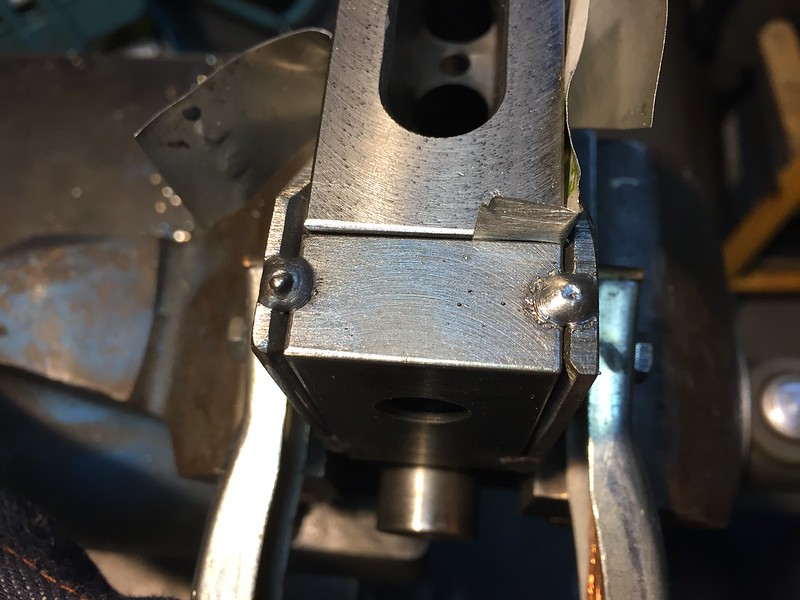
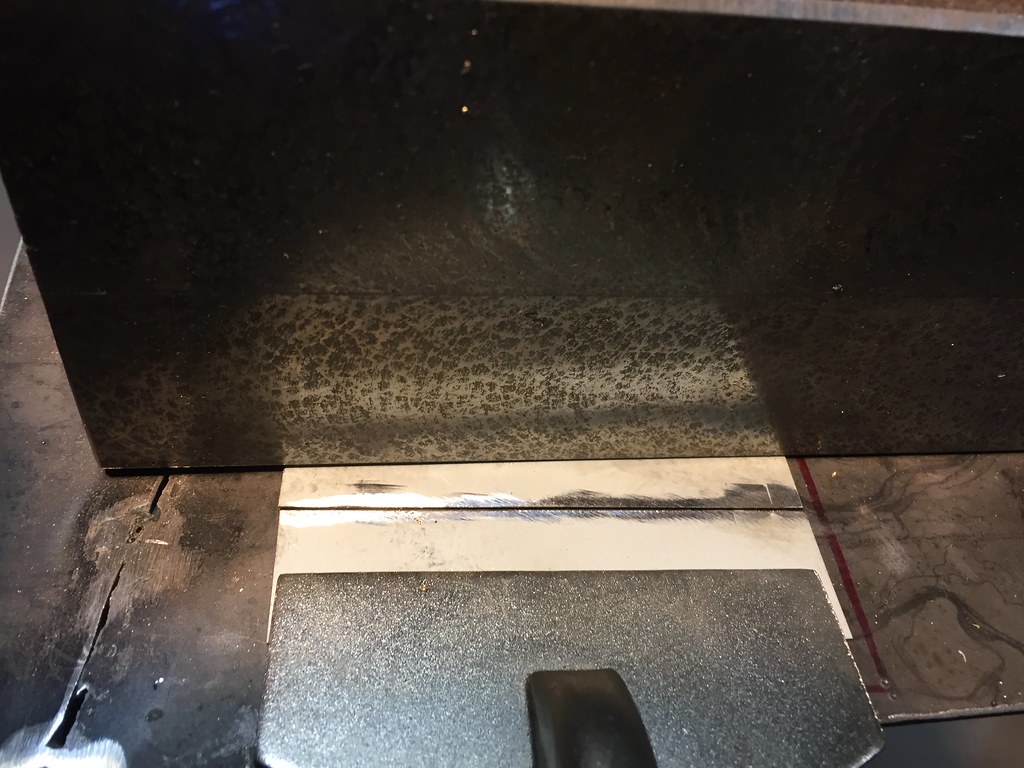
Облицовка, лицевую сторону почти вровень, чтобы меньше шлифовать, фото сразу после сварки, еще "парит":

После щетки:

Обратная сторона, валик сделал больше:

Итого:


Немного пошумел, потом доведу до ума:
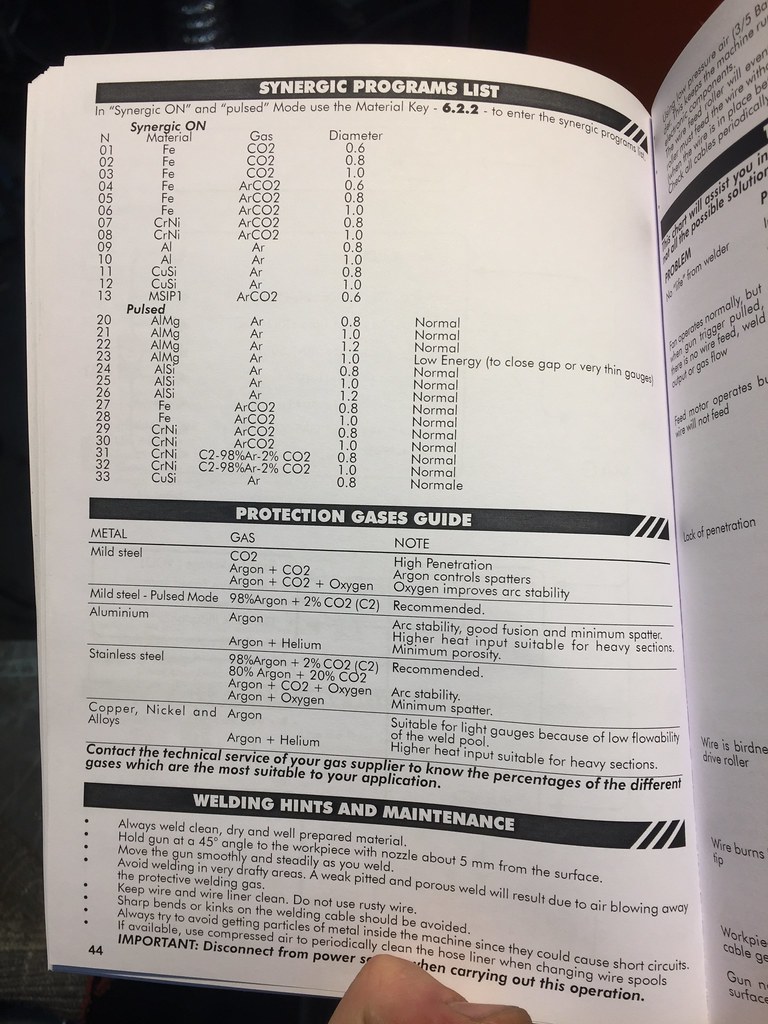
Режим: Программа №32, Смесь 80/20 ArCo2, омедненная проволока 1 мм.
Что сказать, мне очень понравилось, крайне доволен и процессом и результатом.
Прям влюбился в импульсный режим для Fe- провар есть, а тепловложения при этом минимальны, не зря @copich мне его не раз советовал, единственное- как бы наушники под маску затолкать, ну очень по ушам бьет, если долго варить, беруши что ли брать.
И да, сильно не пеняйте, как могу, так и делаю)
-
9
-
-
@selco, Поздравляю, именно из-за этого сочетания качеств я и брал 220й, хотя в теме рассматривается старший брат 230-й)))
Вот мои впечатления об 220-ом - http://termsl.ru/?p=732
-
1
-
-
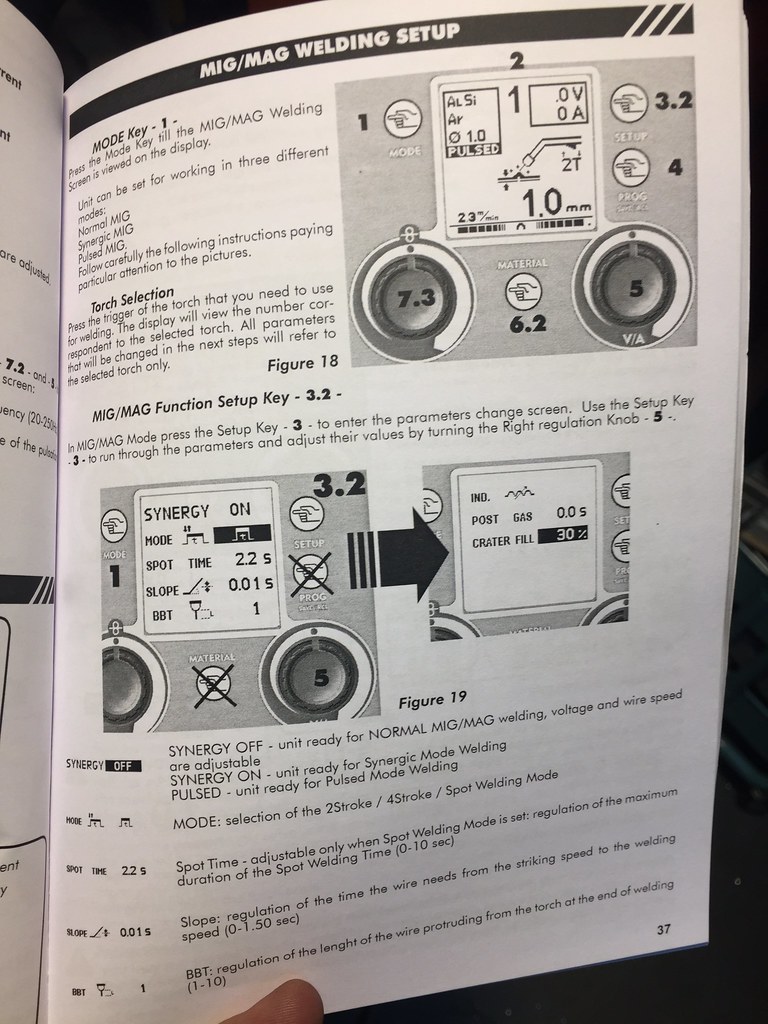
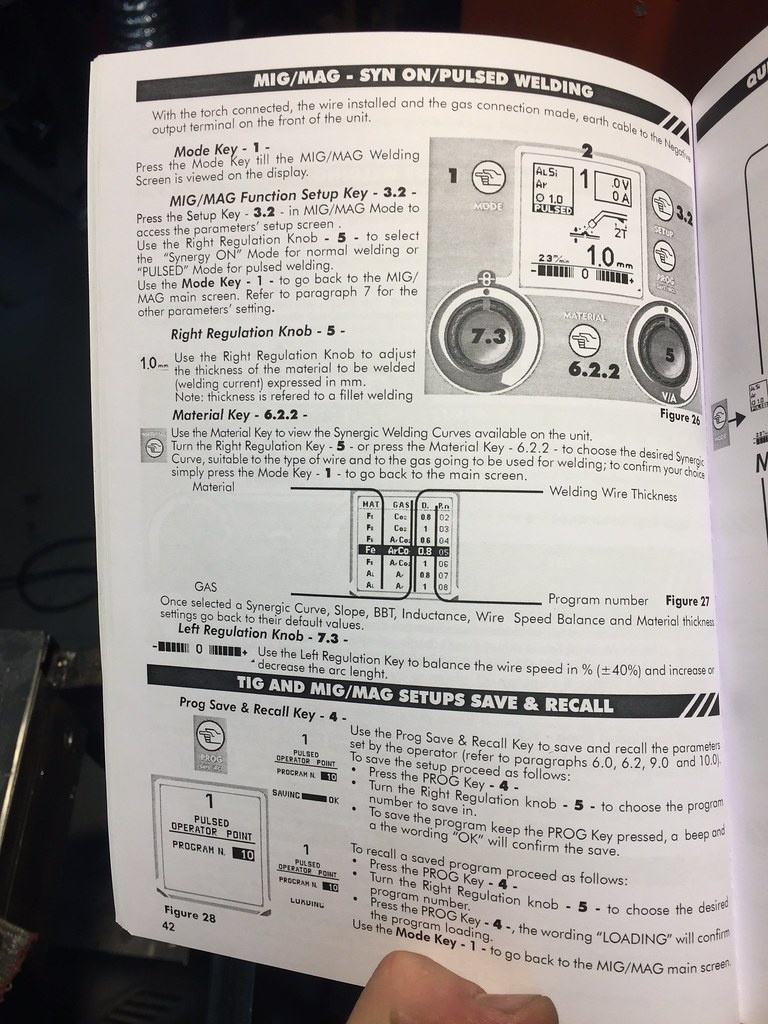
А ручного режима там нет? Где можно с индуктивностью помороковать?
Есть, можно попробовать, там все обычные параметры доступны, можно и как программу сохранить.
-
Тогда уменьшать скорость подачи проволоки и/или "обманывать" синигерию и ставить завышенную толщину. Тогда немного дугой подогревает перед каплей метал и она плюх туда и растеклась, а так проволока воткнулась и ее напряжением разорвало на части и раскидала каплями.
Ок, спасибо, попробую.
-
1
-
-
@termsl, в настройках вижу что В и А по нулям, а нельзя ли вольтаж добавить, пойдет капельный перенос и шов начнет растекаться, еще такие тонкие пластинки лучше варить с теплоотводом, с обратной стороны положить медяху. Но аппарат явно не попадает в комфортный режим, прызжит и плюется.
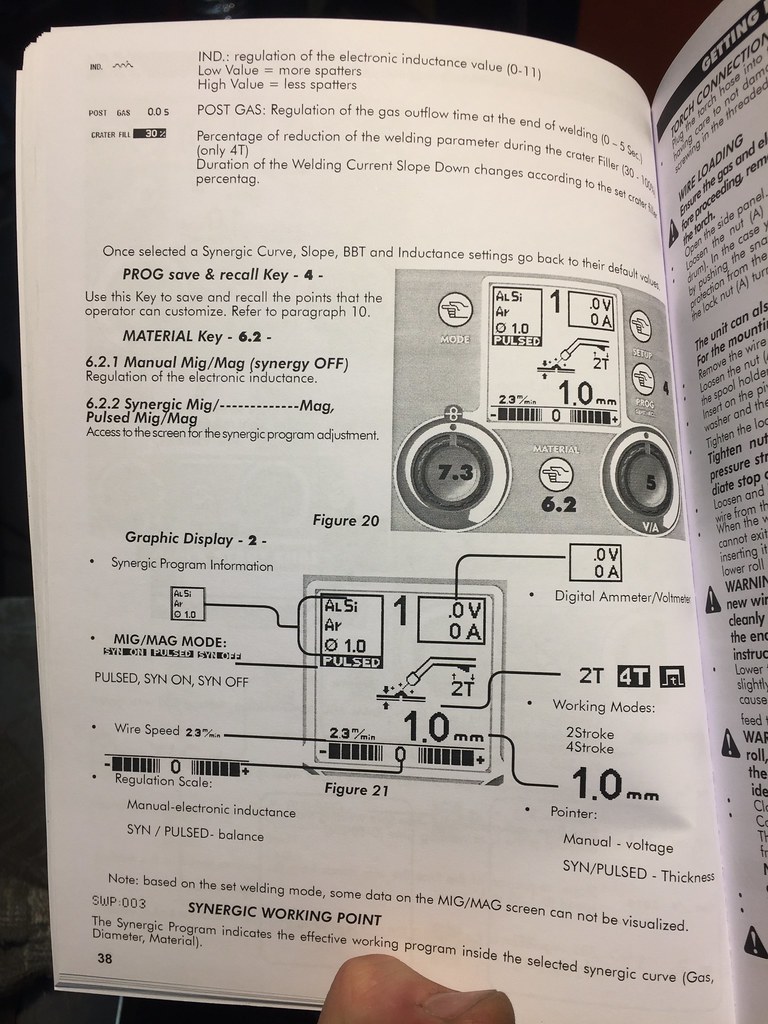
В настройках на этой программе можно выбирать толщину свариваемого материала и корректировать +- подачу проволоки- остальным рулит синергетика аппарата.
Что пойдет в капельный - сильно сомневаюсь, для этого пульс нужен, а он на программах пайки не доступен- значит с бронзой такое не катит.
Про подкладку- это в следующий раз, а про то, что мне тоже показалось, что не совсем в режиме идет процесс -
пришлось для 0,6 металла в итоге использовать программу 1.0 мм, лучше спросить у @copich, то ли проволока такая, в прошлый раз, когда использовал фоквелдовскую- растекалось намного лучше и мне показалось, что проволока сначала подтормаживалась в канале.
Попробую наверное еще раз в пятницу, с учетом всех замечаний.
-
Попробуй углом вперед без отрыва.И горелку как то странновато держишь...Если будешь пробовать ручку горелки держи точно над швом, угол наклона самой горелки ~45°...С видео можно не заморачиваться, хватит фотки...
Углом вперед с бронзой хуже- мало тепла, получается круглый валик, не растекается.
Хват горелки- наверное наследие с ТИГ, надо попробовать как вы сказали.
-
1
-
-
-
6
-
-
Стык жестянки до миллиметра под углом градусов 130-150 можете? Участок изнутри, участок снаружи. Интересно так же сильно ли утянет при этом.
Как там пластиночки поживают спаянные?)
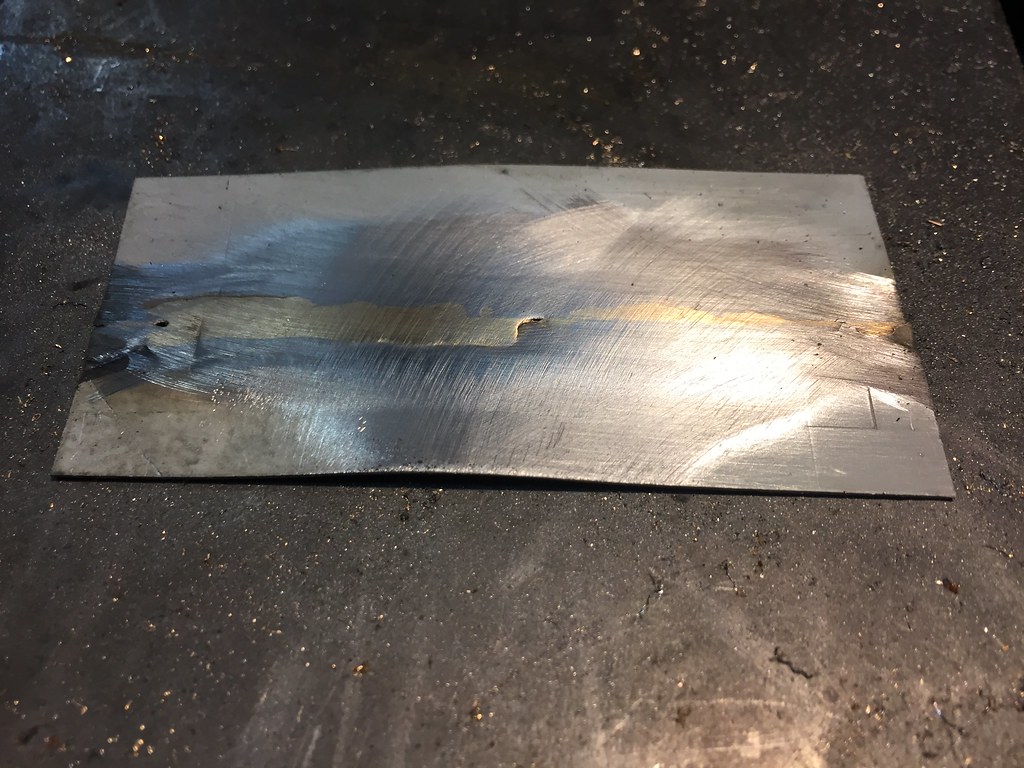
0,6 мм, в районе 150 градусов:





Деформация- пресс, ровно 10 тонн, шов не лопнул, это отпечаток шва с обратной стороны:

Видны отпечатки головки поршня пресса, но шов цел:

Режим:
Увлекательный получился эксперимент:

-
6
-
-
Стык жестянки до миллиметра под углом градусов 130-150 можете? Участок изнутри, участок снаружи. Интересно так же сильно ли утянет при этом.
Как там пластиночки поживают спаянные?)
Буду постить по частям, не стреляйте в пианиста, я такое первый раз пробовал.
Жестянка, 0,6 мм, сперва 180 градусов в стык:


Прихватил по краям, прошел до середины, остановился, прошел до конца, видимо из-за этого на второй части шва образовался больший зазор:


Деформация:




-
6
-
-
Хотя очень сомневаюсь, что он не "может" сваривать порошковой проволокой...
Если только в ручном режиме, только остается вопрос с полярностью- внутри нет переключения полярности горелки.
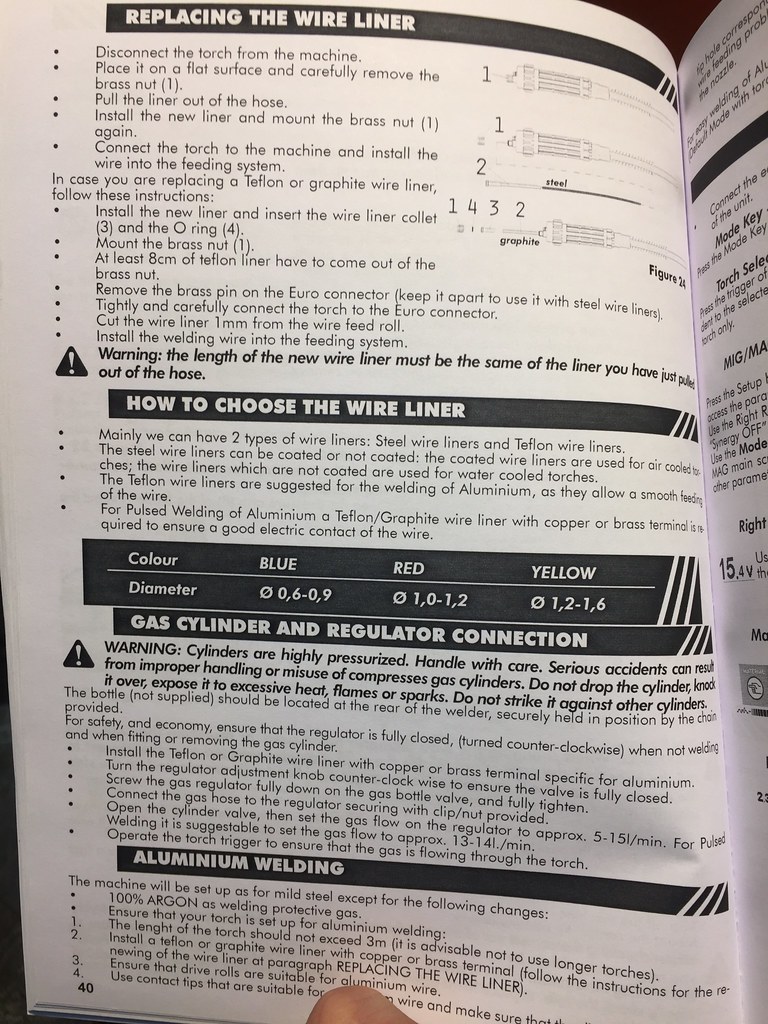
мануале есть упоминание о порошковой проволоке (мануал похоже общий для 220 и 230 и даже не обозначен конкретно)
У меня мануал именно на 230-й, почему я прошу столько времени найти его в электронном виде и выложить, и в мануале нет ни слова о порошковой проволоке, в программах и материалах тоже.
Под спойлером полный мануал на Helvi TP230:
-
1
-
-
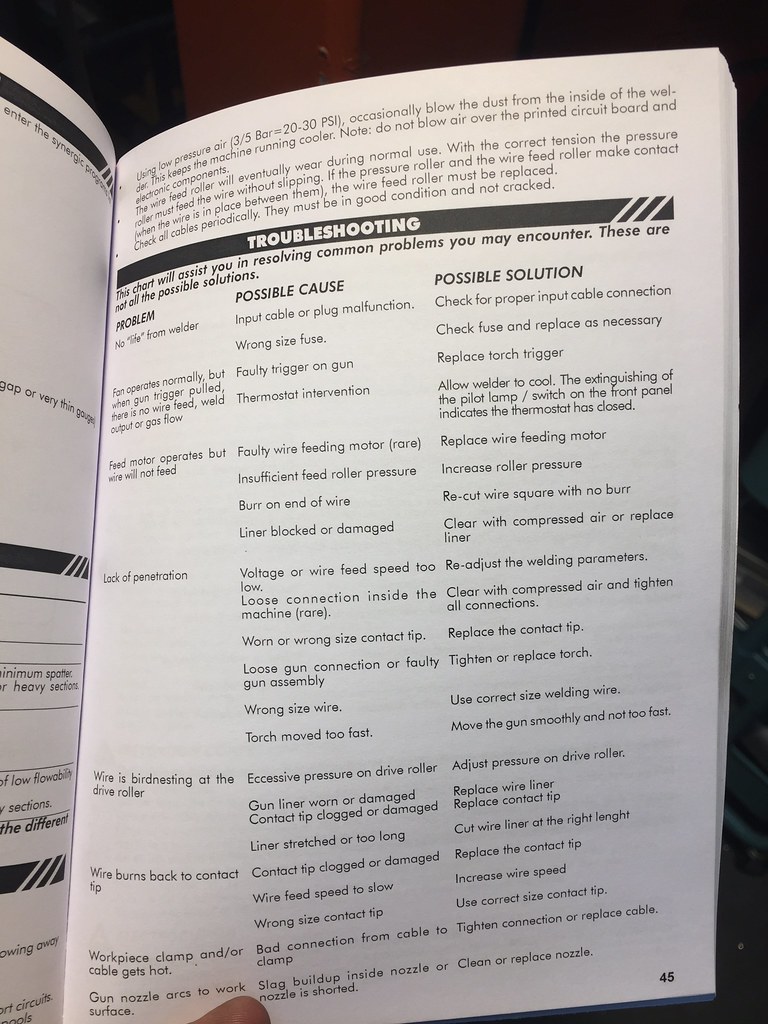
Как менять полярность при использовании порошковой проволоки? В ручную или програмно?
Почитал руководство, просмотрел меню и аппарат- он вообще не предусматривает использование порошковой проволоки, т.е. сварку без среды защитного газа.
-
Спасибо, буду ждать.
А лично вы для каких целей покупали сей аппарат? Как планируете применять, в какой плоскости сварку пользуете?
Для домашней мастерской он безусловно хорош всем кроме цены)
Хобби у меня такое, для души и отдыха от основной работы, в основном металлообработка.
До этого хорошо подружился с ТИГ хорошо, но в точечной или ответственной работе, на столе и чистоте, а длинные швы и особенно в труднодоступных местах или не удобных положениях- надо как-то упрощать. Соответственно стал смотреть в сторону полуавтоматов, искал аппарат с широкими возможностями и хорошими отзывами по принципу "поставил и забыл", потом несколько увлекся) - прямо, как в подписи у @copich вышло.
-
4
-
-
Стык жестянки до миллиметра под углом градусов 130-150 можете? Участок изнутри, участок снаружи. Интересно так же сильно ли утянет при этом.
Ок, попробую завтра вечером.
-
1
-
-
Сужаем применяемость до кузовных работ.
А вот интересно, крепко держит пайка такой проволокой как в видео показано. Удары молотком не показатель. Как она в перспективе, выдержит стык?
Я на излом не смог сломать- гнулось двух миллиметровое железо, паянное с одной стороны.
Если сильно интересно - могу попробовать спаять в стык- нужны вводные по методике испытаний.
-
1
-
-
Вот тоже, мое личное мнение- такой аппарат везде пойдет, ведь мелочь разная всегда была есть и будет - этот аппарат ее берет всю, без остатка, а категорию спец запросы"- уже закрывать узкоспециализированными.
Я отстал или сейчас поддоны полуавтоматами начали уже варить- работа обычно ТИГовская?
-
лень иметь три и их таскать, до меня это как то не доходило, но я пока от трех (точнее 4х) аппаратов отказаться не могу, да же думаю приобрести еще один.
Если стационарно- получается один трехголовый выгоднее и удобнее трех отдельных, но всегда маячит вопрос, что если "встанет"- капут всей работе.
Если таскать или спец запросы- такой вариант однозначно не подойдет- надо набивать под задачи разными, но когда смотришь на этот зоопарк- дрожь берет)
-
1
-
-
просто ставя на весы количество горелок и возможность аппарата приготовить нужную смесь для более качественного выполнения работы более предпочтительнее
Обычно, желание получить газовый смеситель возникает у людей из-за стремления сэкономить (на стоимости количества разных баллонов, сведя их до двух) и лени- если вопрос стоимости цены не стоит, но лень их заправлять/таскать/переключать- во всех случаях стоимость смесителя такова, что люди
продолжают дальше покупать и таскать баллоны.
Работы можно выполнить качественно и без смесителя- просто взяв баллон нужной смеси под задачу.
И вроде где- то была тема, вроде называлась "ваш сварочный полуавтомат мечты" - люди туда пишут свои хотелки и мечты.
-
1
-
-
А про три разных диаметра куды делось?) Это я в плане использования за пределами автосервиса.
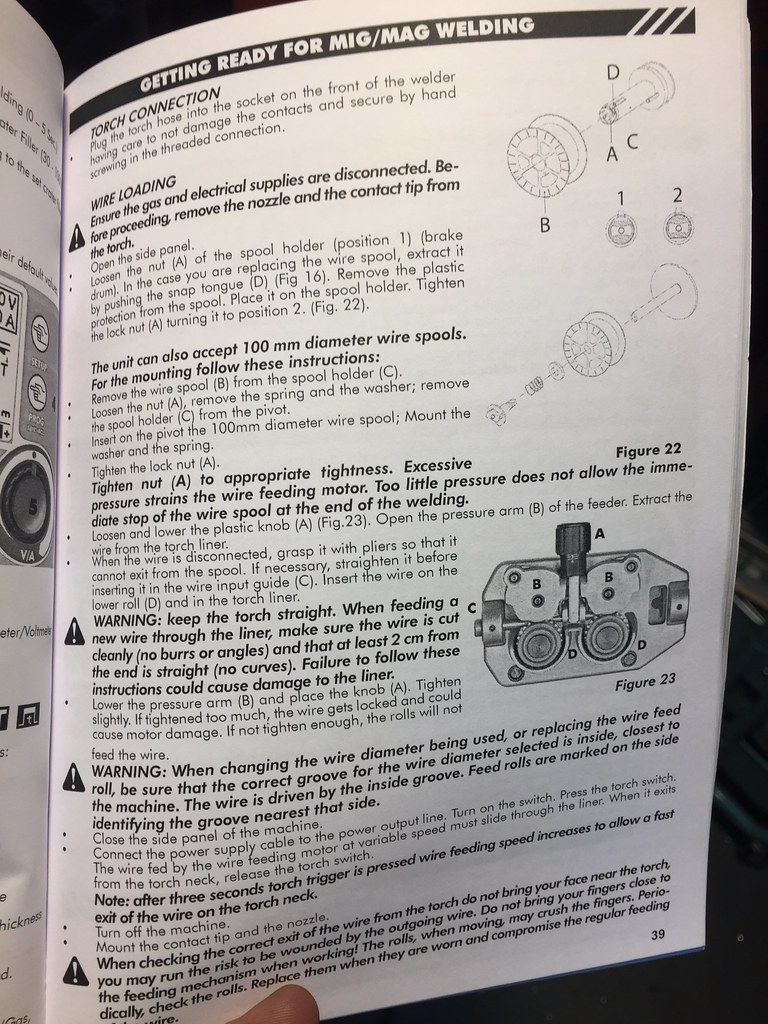
В разные отсеки можно все зарядить одним типом, но разной толщины
Ролики в комплекте 2 пары 0.8/1.0 по стали и одна 0.8/1.0 алюминий, если надо три толщины одного вида, если сталь- придется докупать одну пару роликов (18EUR).Ставьте три катушки разных диаметров- ничего не мешает.
В среду сфотографирую мануал, кстати, @copich, не плохо было бы запросить и на сайт добавить pdf и посмотрю насчет переключения полярности.
-
3
-
-
Вряд ли, масса сама по себе живет, должен тогда провод из корпуса выходить. Я вот смотрю там посадочные места подписаны по типу проволоки. А он к любой горелке может подать газ на выбор из двух или каждый вход газа закреплен за своими горелками? В меню настройки по номеру горелки можно менять тип проволоки?
А то я видео посмотрел и засомневался в том, что если зарядить три разных диаметра стальной проволоки, то аппарат сможет на все три подавать один и тот же газ. Подписи под разъемами горелок, и возле катушек, а так же в полях настройки горелок говорят в пользу моих сомнений.
Сдается мне он заточен исключительно под автосервис. А вот если бы тудой газовый электронный смеситель вставили, цены б ему не было.
В смысле должен провод выходить? Спереди есть два разъема "+" и "-", подключаем кабель к тому, который нужен.
Подписи скорее просто для организации, так на любой из горелок доступны все режимы со всеми материалами и газами.
А хотя бы один аппарат со электронным смесителем вообще существует?
-
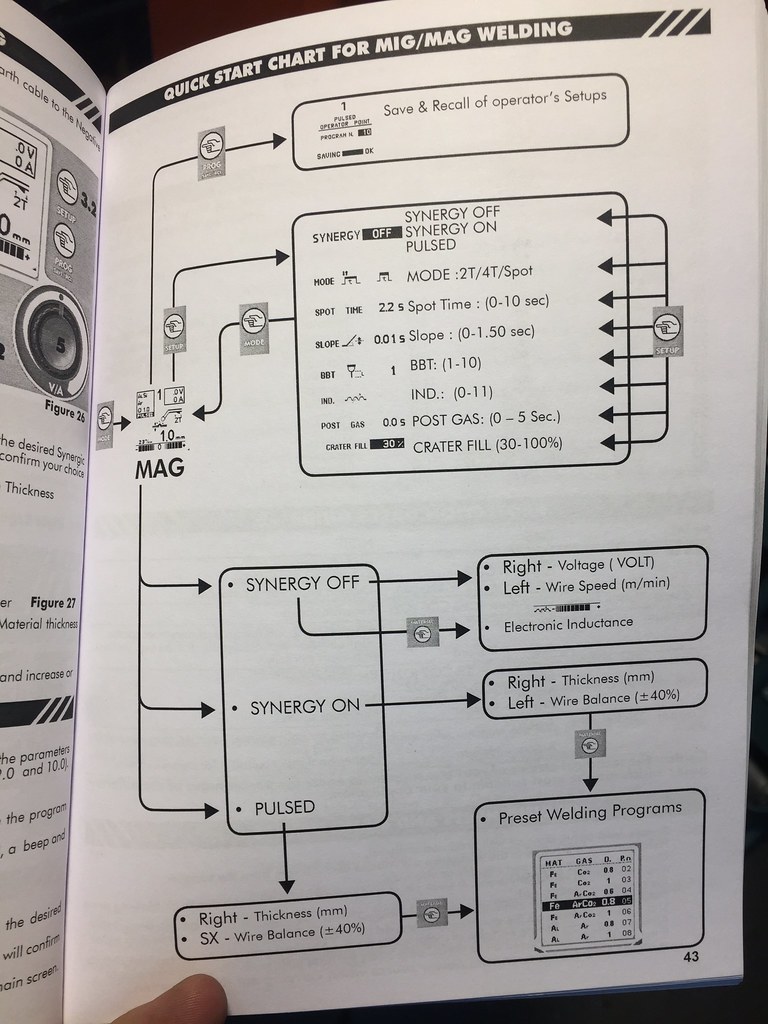
А скажите мне относительно ностроек. На миг сварку есть диаграмма где можно выставлять параметры начала, середины и оконцовки процесса?
Сказано было ранее относительно процесса пайки что току надо на старте больше. Такое возможно? И отсеки под типы проволоки жестко распределены или можно все зарядить одним типом, но разной толщины? С роликами как? Они под все подходят или так же по отсекам распределены, по типу проволоки.
Как менять полярность при использовании порошковой проволоки? В ручную или програмно?
Можно выставить повышенный ток в начале - "HotStart" +100-140% 0,2 -2 сек, и спад тока в конце "SlopeDown" 30-100% 0,2 -2 сек.
Ролики в комплекте 2 пары 0.8/1.0 по стали и одна 0.8/1.0 алюминий, если надо три толщины одного вида, если сталь- придется докупать одну пару роликов (18EUR).
При использовании порошковой проволокой- вот тут точно надо @copich звать, смогу посмотреть точно только в среду, у TP220 ручная смена полярности рядом с подающим:

А у TP230 ее нет:

Возможно достаточно переключить кабель массы на "морде" с "+" на "-".
-
6
-
-
@Hlorofos,Он же на чипе написал,что был у него тр 220 и через две недели ему поменяли его на тр230,непростоже так поменяли.Теперь он отрабатывает вбросами.
Не недель, а месяцев, не поменяли, а старый реализовали, а новый продали за $$$
Зачем же так, не аккуратненько вбрасывать?
-
Если есть вопросы по делу. То можно спрашивать. Лично я буду отвечать только про функционал этого аппарата. На личности переходить - самое последнее дело.
Согласен.
Helvi TP230 Pulse сварочный инвертор на три горелки MIG/MAG+TIG+MMA
в Обзоры, тесты и отзывы
Опубликовано
Продолжение, немного комбинация толщин, но уже была возможность по регулировать в процессе.
Везде та же омедненная проволока 1мм, смесь 80/20
Брызги, которые на фото в этом посте, уже не от режима, а при попадании на окалину, которую фибровый диск берет с пятого прохода - в разделке метал чистый, дуга шепчет, но как только чуть зацепишь край- так с хлопаньем получаешь брызги.
1. Горизонтально плита 20 мм, вертикально лист 6 мм, настройки "толщина 2,5 мм":
Два листа 6 мм, внешний угол, настройки "толщина 3 мм, подачи минус 5"
Внутренний угол: