

Виктор Р
-
Постов
98 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Виктор Р
-
-
http://websvarka.ru/talk/public/style_images/master/attachicon.gifkniga_my_OV_sbor-svar_Tromivovich_KISI_1990.djvu
http://websvarka.ru/talk/public/style_images/master/attachicon.gifkniga_ven_OV_galvan_Karpas_1977.djvu
http://websvarka.ru/talk/public/style_images/master/attachicon.gifkniga_vent_svarka_Pisarenko_1981.djvu
http://websvarka.ru/talk/public/style_images/master/attachicon.gifrule15_7.pdf
http://websvarka.ru/talk/public/style_images/master/attachicon.gifСП_1009-73(1).rar
Спасибо! Много полезного! Теперь нужно все это "переварить" и осмыслить...
-
 1
1
-
-
Доброе утро, коллеги! Возник срочный вопрос. Нужна информация по вентиляции сварочного цеха: требования к вентиляционным установкам сварочного производста, нормы, правила расчёта и т.п. Знаю, что какая то нормативка есть? Кто подскажет конкретно где смотреть? Возможно, кто то сам подобными вещами занимался - есть методика, расчеты, требования, рекомендации с нормативным обоснованием. Буду очень благодарен.
-
@Виктор Р, в данном документе .только речь о стали.
http://websvarka.ru/talk/public/style_images/master/attachicon.gif2015-09-17_191712.jpg
..но в данном документе ничего такого не нашел...
-
Где-то в литературе, конкретно для алюминия, встретил такую фразу: "Предсварочную сборку деталей выполняют при помощи механических приспособлений, обеспечивающих жесткое крепление. Для этого используют специальные кондукторы, прижимные устройства, тиски, различного вида струбцины и т.д. Свариваемые детали сжимают между собой так, чтобы зазор между ними был минимальный. Усилие сжатия для деталей толщиной до 4 мм должно быть не менее 1,2 кН (10 кгс)..." Интересует, откуда такие доводы и цифры. Если такое имеет место быть, может кто-то подскажет первоисточник? Или пояснит?
-
Доброго времени суток! Помогите пожалуйста с вопросом: Поступил заказ на подкрановую балку, очень сложно добиться полного провара верхнего пояса. Допускается ли замена сварного шва Т8 на Т3, но с увеличенным катетом и как рассчитать катет если стенка толщиной 14 мм ? Сварка автоматическая под флюсом в лодочку.
Снимите фаску, например, ручным фрезерным аппаратом компании Вектор. Далее корень заполните обычным полуавтоматом, а потом запускайте трактор под флюсом. Да - ниже производительность, дополнительная трудоёмкость, но спать будете спокойнее. Попробуйте взять более тонкий металл стенки, напрмиер, 8 мм, но из высокрпочной стали - RUUKKI 960 например или чуть пониже. Материал дороже, но выигрываете в целом на технологии.
-
@Виктор Р,советую вам посмотреть гост 14806-80,по поводу минимальной разделки вы это где вычитали?Обратите внимание на стыковой шов с8.Кстати у вас не стыковое,а угловое соединение,поэтому у6.
нет, получается что именно стыковое, т.е. и пояс и раскос из одинакового по внешним габаритам профиля, верхний пояс имеет более сложное внутреннее устройство потому он будет ищготавливаться методом экструдирования, поэтому и прорабатывается вопрос какую разделку заложить в фильеру...
-
насчёт 45-50 гр. не соглашусь, это для стали является нормой...на практике для алюминия разделка должна быть минимальной, но в то же время достаточной для получения качественного соединения..увеличивая разделку увеличиваем площадь наплавдленного металла и тепловложение, а оостветственно и деформации, которые нужно свести к минимуму для этой конструкции, поэтому конструктивно и разделка такая принята, шов стыковой на горизонтальной плоскости (по отношению к поясу фермы). Этот миллиметр добавляет лишний концентратор и усложняет технику выполнения и как следствие вероятность дефектов и получения некачественного соединения.
стыковой шов получается более выпуклый, а это снижает предел выносливости и без того более слабого места нежели основной металл...сделать шов нормальным или вогнутым в данном случае не то что практически, технологически сложнее, ведь это еще и режимы сварки, вернее их виртуозное применение. В первом варианте, ну как минимум можно сделать шов без лишнего усиления...
-
@Виктор Р,положение шва из за 1 мм. резко не меняется,судя по эскизу разделку нужно сделать хотя бы 45-50 гр.,греть верхнюю часть,она сама зальет корень.Вид спереди можете показать?
насчёт 45-50 гр. не соглашусь, это для стали является нормой...на практике для алюминия разделка должна быть минимальной, но в то же время достаточной для получения качественного соединения..увеличивая разделку увеличиваем площадь наплавдленного металла и тепловложение, а оостветственно и деформации, которые нужно свести к минимуму для этой конструкции, поэтому конструктивно и разделка такая принята, шов стыковой на горизонтальной плоскости (по отношению к поясу фермы). Этот миллиметр добавляет лишний концентратор и усложняет технику выполнения и как следствие вероятность дефектов и получения некачественного соединения.
-
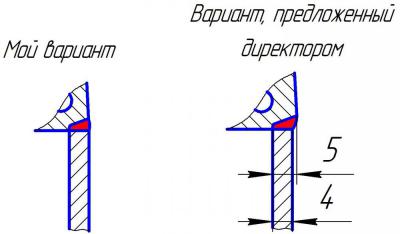
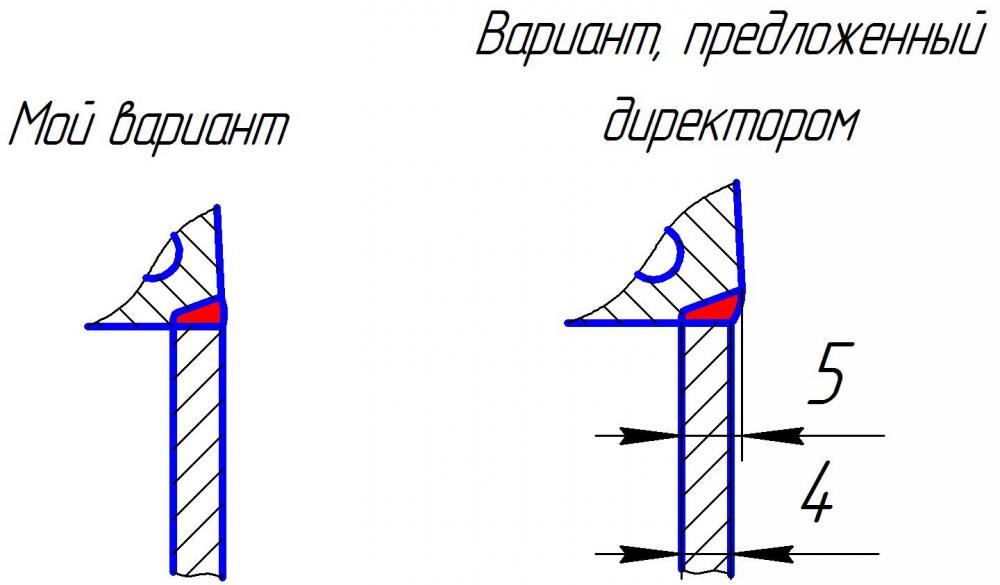
Ну, во-первых: чем второй вариант лучше, вернее зачем наращивать лишний металл? Это по 1 мм с двух сторон, при этом объём довольно значительный, не экономично. Во-вторых не вижу каких либо технологических предпосылок к этому: с точки зрения прочности и т.п. Наоборот, когда речь идёт о сварке алюминия вопрос разнотолщинности стоит очень остро. Верхняя часть и без того имеет более развитое сечение, соответственно тепловотвод туда значительный, но нет - нам нужно увеличить сечение шва, соответственно тепловложение и время сварки в никому ненужный миллиметр. При этом велика вероятность, что нижняя часть уже польётся, даже при импульсной сварке. Ведь сложность сварки алюминия ещё и в том, что этот хороший металл никак не меняет свой цвет при нагреве, поэтому и без того высокие требования к квалификации сварщика усложняются ещё и возросшей техникой сварки, которая на больших объёмах, кои планируется, непременно приведёт к значительному проценту брака. К тому же в первом варианте шов мы замыкаем на горизонтальной плоскости, во втором варианте это уже некий потолочный вид. Забыл сказать, изделие при сварке будет находится в вертикальном положении - это ферма, а указанное мето соединения - раскос с верхним поясом...
В варианте 2 по сути имеем смещение одного элемента относительно другого, а это источник концентрации напряжений. (Николаев, Винокуров, стр.110)
-
ничего такого по Вашему эскизу я не увидел. Технология его выполнения как именно резко поменяется?
Ну, во-первых: чем второй вариант лучше, вернее зачем наращивать лишний металл? Это по 1 мм с двух сторон, при этом объём довольно значительный, не экономично. Во-вторых не вижу каких либо технологических предпосылок к этому: с точки зрения прочности и т.п. Наоборот, когда речь идёт о сварке алюминия вопрос разнотолщинности стоит очень остро. Верхняя часть и без того имеет более развитое сечение, соответственно тепловотвод туда значительный, но нет - нам нужно увеличить сечение шва, соответственно тепловложение и время сварки в никому ненужный миллиметр. При этом велика вероятность, что нижняя часть уже польётся, даже при импульсной сварке. Ведь сложность сварки алюминия ещё и в том, что этот хороший металл никак не меняет свой цвет при нагреве, поэтому и без того высокие требования к квалификации сварщика усложняются ещё и возросшей техникой сварки, которая на больших объёмах, кои планируется, непременно приведёт к значительному проценту брака. К тому же в первом варианте шов мы замыкаем на горизонтальной плоскости, во втором варианте это уже некий потолочный вид. Забыл сказать, изделие при сварке будет находится в вертикальном положении - это ферма, а указанное мето соединения - раскос с верхним поясом...
-
Как директор, наверное, да! Потом он тоже будет прав, когда ерунда получится, но виноват в том случае буду уже я...поэтому пытаюсь найти подтверждение или опровержение прежде всего своей версии...
-
Добрый день, коллеги! После совещания сегодня возник ещё один вопрос, ну или скажем, так, пожелание директора. Он утверждает, что лучше приварить более толстый металл к более тонкому, например 4 мм к 5 мм нежели 4мм и 4мм. Материал - алюминиевый сплав 6063. На эскизе показана концепция. Мне как технологу первый вариант кажется более правильным. Во втором варианте резко меняется положение шва, техника и технология его выполнения. Не знаю как в этом случае он может работать лучше, учитывая материал.
-
1
-
-
Есть формулы для определения усадочной силы, например, Pус = 1,7*погонную энергию/скорость сварки, но пишут, что для алюминия такая зависимость не катит и так по многим другим формулам...
-
Да и насколько эти методики вообще корректны? Может кто то сталкивался с этим?
-
Всем спасибо за ответы, но все же мне нужно понять алгоритм расчёта конкретно сварочных деформаций, который проводится с учётом теплофизических свойств материала, удельнй энергии и т.д. Есть методики в книге Николаева, Петрова. Но на примере стали. Возможно ли их применение для алюминия?
-
Не за что. Расчёт строительных конструкций ведётся с учётом необходимости исключения взаимных влияний сварных швов (нормируются отступы и расстояния). Вам нужен расчёт режимов сварки, последовательности наложения швов. Проектировщики металоконструкций этим не занимаются. Нужен инженер-сварщик. 4й уровень НАКС.
Тут в том то и вопрос ещё что сварка предполагается импульсная, но даже при обычной, учитывая разную степень поведения синергетики полуавтоматов, времени отклика и прочее режимы сварки разнятся. Можно лишь задаться каким то справочным значением тока, а по нему расчитать напряжение, скорость сварки, погонную энергию, ширину ЗТВ, если нужно. Понимая тот аспект, что усадка алюминия гораздо выше в силу большой скорости отвода тепла и кристаллизации ванны сборку конструкции нужно вести с минимальными зазорами и в условиях жёсткого закрепления. Внутренние усилия таким образом возникающие при сварке возьмет насебя сварной шов, пластичность которого при использовании проволоки 5356 для сплава 6063 в два раза выше основного металла. Будет происходить некоторое перераспредление кристаллической решётки и т.д., сам шов в этом случае возьмёт на себя усадочную нагрузку. Проблема в том, что эту усадку хотелось бы определить. Понятно, что точно не получится, ведь сварка это смесь из совокупности различных процессов, но хотя бы оценочно.
-
Может быть есть у кого реальный образец технологии на сварку какой либо пространственной конструкции - фермы, каркаса и т.д. Буду благодарен!
-
Ух куда замахнулись!
 Каким образом Вы без расчёта, так лихо, сразу назначили сечения элементов, причём одинаковое у всех?
Каким образом Вы без расчёта, так лихо, сразу назначили сечения элементов, причём одинаковое у всех? 

Если уверены, что потяните (знаете хотя бы статику и сопромат), то ничего особенно сложного нет. СНиП металлические конструкции с первой цифрой 2 в номере (проектирование), или актуализированное СП этого снипа Вам в помощь. Хотя, судя по Вашему описанию и постановке задачи вряд ли. Но уверяю Вас – не боги горшки обжигают.
Двутавр или какая-нить другая балка – простой, чаще изгибаемый элемент, внецентренно сжатый или растянутый элемент. Ферма – не то. Это конструкция состоящая из элементов. Хотя предназначение у них часто одинаковое, будь то восприятие вертикальных или горизонтальных нагрузок.
Начать нужно со сбора необходимых исходных данных: размеры,пролёт, габариты, характер нагрузок и назначение конструкции.
Далее разработка расчётной схемы.На первый раз, да и в дальнейшем то же, лучше придерживаться схемы с шарнирными узлами - статически определимая схема (число неизвестных не превышает число уравнений системы). Непременные условия корректности применения такой схемы - передача нагрузки только в узлы (не на стержни) и пересечения осей центров тяжести сечений строго в одной точке каждого узла. Тогда возникающие изгибающие моменты будут малы на столько, что ими можно будет пренебречь.
Далее - сбор нагрузок (Техзадание и снип "нагрузки и воздействия"). Постоянные, временные, кратковременные, динамические, при необходимости - температурные и деформационные (деформации оснований)
Потом собсно, статический раЗсчёт конструкции на разные нагрузки. Цель - построение эпюр УСИЛИЙ в стержневых элементах фермы для выявления наиболее невыгодных комбинаций нагрузок, значения усилий от которых и будет использоваться для подбора сечений каждого стержневого элемента. Суть проста - ферму сначала рассматривают как единую, жёсткую, недеформируемую конструкцию, прикладывают нагрузки и находят значения реакций опор. Потом "разбивают" на отдельные узлы и рассматривая статическое равновесие каждого, находят УСИЛИЯ в каждом "стержне".
Далее чистейший сопромат и условия СНиП. По полученным Максимальным УСИЛИЯМ подбирают сечения элементов. Из условия того, что НАПРЯЖЕНИЯ в материале элемента, от полученных при расчёте УСИЛИЙ, не должны превышать т.н. предел текучести, либо в зависимости от материала и условий работы, временного сопротивления.
Когда сечения элементов будут подобраны, приступают к разделу КМД – расчету и компоновке узлов ферм, длин сварных швов и т.п., не забывая о том, что оси «центров тяжести» сечений должны пересекаться в одной точке.
Если интересно, то простенький пример статического (это лишь часть работы) расчёта стропильной фермы могу попозже запостить…
Спасибо, что откликнулись. Тут я поясню, что вся расчетная часть, компоновка узлов и конструктив уже готовы. Я как сварщик занимаюсь сейчас конкретно подбором оборудования, проектированием стапеля в купе с нашим технологическим отделом, но хотелось бы каким то образом оценить ожидаемые сварочные деформации в узлах, чтобы понимать в какую сторону корректировать режимы - погонную энергию, скорость сварки, например, да и порядок наложения швов. Говоря о напряжениеях я имел ввиду сварочные. Буду благодарен за напутствия!
-
В многочисленной литературе есть интревал скоростей охлаждения для различных сталей, а вот для сплавов алюминия подобных цифр не нашел. Может кто то видел или подскажет где взять? Расчётные методики вроде есть, но вот с чем потом сравнивать?
-
Приветствую, коллеги! Вопрос следующего характера! Требуется сварить алюминиевую ферму из сплава 6063 Т6, возможно 6082 Т6. И пояса и раскосы из профиля 120x120x4. Рассточние между расскосами 2500, т.е. пояса соединяются раскосами по принципу треугольника. Других элементов в ферме нет. Как оценочно определить напряжения, возникающие в узлах сопряжения раскосов с поясом? Вроде это балочная конструкция. В примерах на подобные расчёты приводится почему то только двутавр или тавр. Возможно ли применение такой методики и в моём случае? Может кто то что-то дельное подскажет? Буду очень благодарен. С чего начать и как двигаться?
Сварка литейных алюминиевых сплавов
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
Почему сварка литейных алюминиевых сплавов применяется только в ремонтных целях? Кто может доходчиво объяснить? Полагаю, что из-за высокой разницы в содержании легирующих компонентов в самом сплаве и сварочном материале, вследствие чего зона сплавления подвержена растрескиванию. В общем случае интересует сварка такого сплава со сплавом серии 6xxx, например 6063Т6 либо 6082Т6. Огромное спасибо заранее!