АВН
-
Постов
8 646 -
Зарегистрирован
-
Посещение
-
Победитель дней
244
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент АВН
-
Когда дело не касается аттестаций и зарплаты.
-
По барабану бренды,главное чтоб работал.У меня друган эксплуатирует "Тритон 240" и на гаражном ремонте (для друзей) и металлоконструкции небольшие им же варит.Кроме того,что в жару и на большом объёме сварки сдуру чуть не спалил "катушку", проблем не испытывал.Поставил кулер и шпарит в СО2 дальше.Но цена не вписывается,он около 15 000 стоит.
-
Как с первого раза разметить стык на прочном корпусе подлодки под гамма-контроль,чтобы участки внутри и снаружи полностью совпали? Формулу погонной энергии для электрода ЭА 868 d=4 при толщине листа s=16 с V- фаской из азотосодержащей коррозионностойкой стали? Кто убил Кеннеди?
-
Вредитель,может перестанете уже жевать?Или признайте ошибку или доказательно опровергните...Сварочные процессы,как и физика-электричество едины для всех п/а.Вам это уже с десяток сварщиков сказало.Хоть в "наносветодиоде",хоть в лампочке Яблочкова происходит направленное движение электронов.Точно так же в св.дуге хоть в дешёвой дряни,хоть во "Фрониусе" мотор-редуктор подаёт проволоку в ванну,а от длины дугового промежутка и зависит сила тока.Хоть в профиле 2х2 мм,хоть в 20 мм листе-пластине при сварке происходят одни и те же процессы.У Вас есть опровержение в формате видео с присутствием амперметра или ссылок на официальные документы по св.оборудованию на предмет данного вопроса?Да или нет?Если Вы не перестанете хамить на форуме,мне придётся ограничить Ваше "книгопечатание".Кстати,Вы так и не представились в теме "Кто есть кто" или "Как я стал сварщиком".Или хотя бы опубликуйте в "Св.швах" фото как "можно афигенно отремотрировать автомобиль".
-
А "на нет и суда нет",если св.соединение типа меня )).Можно просто кусочек приварить,чтоб с него дугу зажигать.
-
Нужно нажать внизу справа кнопку "Расширенная форма",потом слева кнопку "Нажмите,чтобы прикрепить файлы",выбрать их на Вашем компьютере/диске,загрузить и вставить в сообщение. -Говорят ты монету фальшивую чеканишь? -А что, золота не хватат? -Золото-та хватат... -Так какая ж она фальшивая?
-
Есть выводные планки.Безответственых св.соединений нет,есть б/о сварщики (типа меня).По СТП выводные планки должны полностью повторять тип осн.св.соединения (зазоры,фаски,толщины) и быть не менее 100 мм.
-
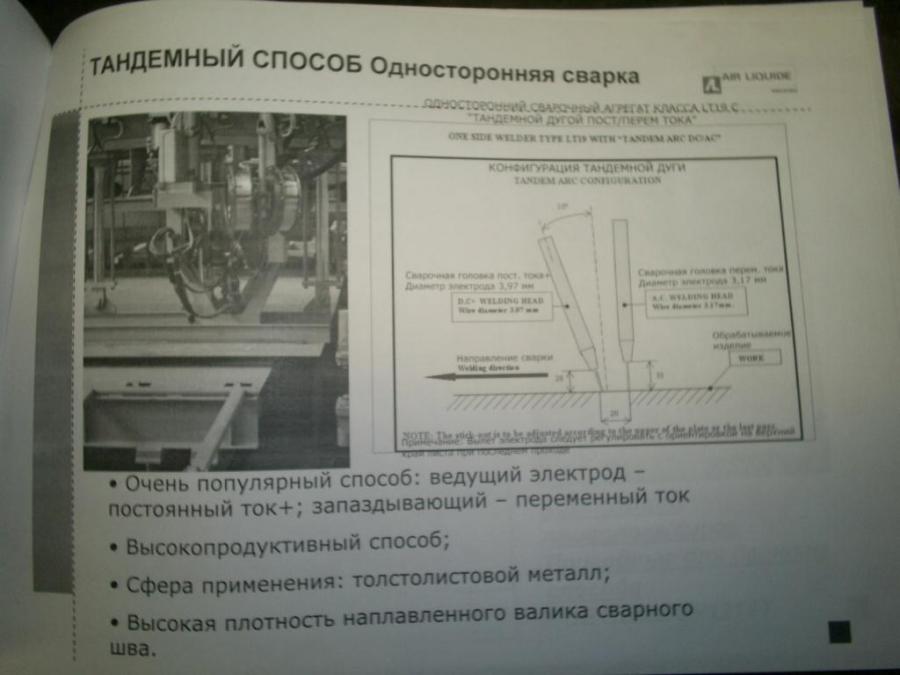
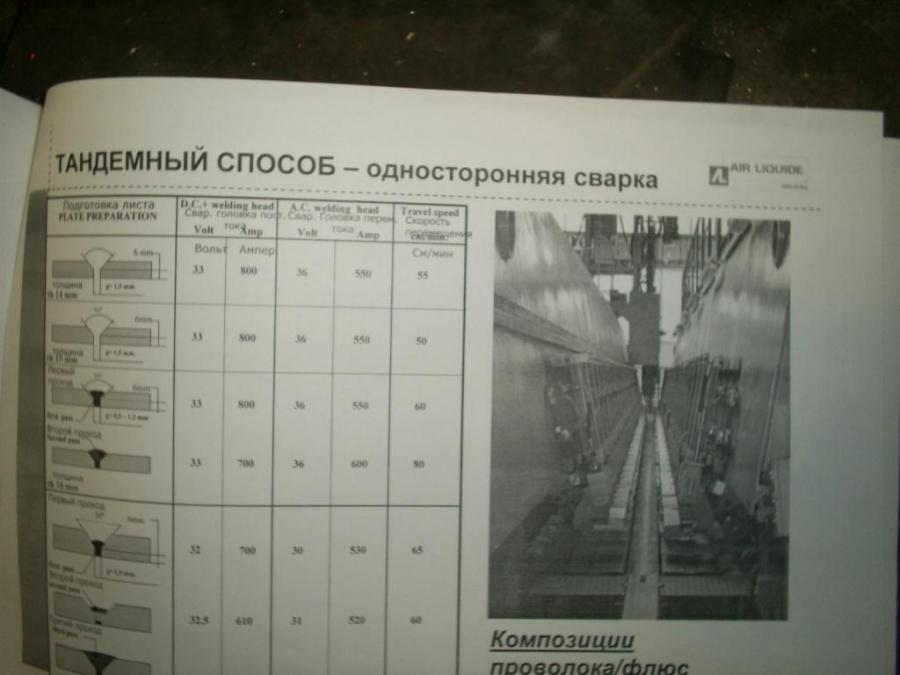
Правильнее сказать:минимальная высота шва, g = 0,5 мм.В зависимости от толщины металла (s) и ширины шва (l) g (высота шва) может увеличиваться.
-
Это немножко другие переборки и сталь там не РСА,а перлитная.Вварыши выточены из поковки и заварены по ОСТу.Вам наверняка нужны дренажные трубы,от шпигата надстройки до ватервейса (или фальшборта).Если не ниже ватерлинии,то можно с двухсторонней (К) фаской,а можно и совсем без неё.На фото гост 5264-80,узел Т-8,возможен вариант Т-7 (односторонняя фаска и подварочный валик).
-
@дмитров и Миротворец (извините почему-то у Вас нет кнопки "Ник".Подразумевалось,что есть специальная тележка,в которую зажимается горелка.Её привод "скорость сварки" напрямую зависит от подачи св.проволоки (св.тока).Так же с советского времени используем сварочный трактор А-1698 для сварки тавровых узлов сплошной и порошковой проволокой в СО2.Там рукоять "регулировка привода" одновременно увеличивает св.ток,скорость подачи проволоки и скорость сварки.Диапазоны меняются парами шестерней,а вольты "переключаются" ступенчато на источнике св.тока.К сожалению сейчас всё отключено и надежно укрыто брезентом до следующих заказов,сфотографировать в работе нет возможности,но если не верите - спросите Максим28-ого,у него в "Буднях сварщика" было фото,только там варили под флюсом.
-
Отвечу: @Вредитель,это Ваш единственный аргумент в пользу того,что сила тока на п/а регулируется напряжением? У нас специалистов вашего уровня называют "дебил с проводом" (ничего личного.так,для сравнения).Напишешь ему мелом на БР: "напряжение",он и будет думать что в ручной дуговой сварке (РДС.ММА) ножами на балластнике меняет силу тока вольтами (80+80+80+40+20+10+6).
-
На аустените обычно обмазка осыпается.Поворот делают задержкой кисти с держателем на месте сварки и переставляя локоть как ножку циркуля.
-
Большие обычно варят "полумесяцем",сначала 1/2 потом 2/2.Малые диаметры стараются делать без остановок,но тут уж как обмазка на электроде выдержит.Первые проходы делают 48/м22,потом 981-ми.После набора калибра шва нужно ещё делать отжигающий валик и плавный переход (к10) к основному металлу вварыша.С обратной стороны строгать,чистить до белого и в том же порядке делать заполнение-отделку.
-
Обычно добавляю:"пока не течёт",на старой трубе нижняя часть подгнившая,"с присадкой" заваривал .УОНИИ 13/55р ,d=3.0, 76 A по БР-30* (ВДМ-1601).Лучше осенью на лесах качаться,чем зимой устойчиво лежать в траншее подкрановых путей или в ещё какой нибудь клоаке.
-
Дорогой друг,поверьте мне на слово,если при помощи штампа - это ещё не говорит о том,что на заводе-изготовителе св.техники.В 90-ые мои друзья изготавливали жетоны метрополитена у себя в термичке.Фильм "Демидовы" смотрели?
-
@дмитров,а Вы мне поверите,если я скажу,что есть св.оборудование МИГ/МАГ у которого подача проволоки,св.ток и скорость сварки регулируется одним реостатом?
-
Это первые проходы.Завтра,если будет время,ещё залезу,отделку пройду.Как-то не особо люблю повторно строить леса и устранять дефекты после опрессовки."Монтаж стыка" - три слесаря на трясущихся ногах держали на руках трубу,пока я трясущимися руками прихватывал два сухаря к трубе и отправлял их за стенку,на другие леса,курить и ждать команды "Принять св.принадлежности".Крайний (третий) стык ещё и по диаметру на 6-7 мм не сошёлся.

-
АБ-ПК, ЭА 981 d=4. Второе фото условно повёрнуто.
-
Подготовка к зиме.Замена элемента паропровода (острая) к калориферам.
-
Такого "моноблока" не знаю,но очень похоже что изготовлен кустарным способом.
-
Малер,вот такой вертикал Вас устроит?Св.08г2с,1,2 мм,углекислота.
-
Вредитель,каким потенциометром/переключателем на п/а Вы изменяете силу тока в св.дуге?
-
А почему вместо "U" пишут "ток" можете объяснить?
-
@митька51, по мне тык первое фото - обложка какого нибудь альбома "Депеш Мод",второе - явно кадр из мерикэнскага триллера, а крайнее - любительское фото соседки газосварщика на фоне "козелка" её папы-председателя колхоза.